 Saltar para o conteúdo
Saltar para o conteúdo 
Serviço personalizado de moldagem por injeção de borracha de silicone líquida (LSR)
Explore a moldagem avançada por injeção de borracha de silicone líquido para produtos precisos e duradouros. Melhore o seu fabrico com as soluções inovadoras da Zetar Mold.

O Guia Completo para a Modelação por Injeção de Borracha de Silicone Líquida (LSR)
O que é a moldagem por injeção de borracha de silicone líquida (LSR)?
A Moldagem por Injeção de Borracha de Silicone Líquida, frequentemente abreviada como Moldagem LSR ou LIM (Moldagem por Injeção de Líquido), é um processo de fabrico utilizado para criar peças duráveis, flexíveis e de alta precisão a partir de um material de borracha de silicone líquida.
Na sua essência, é um processo termoendurecível. Este facto distingue-o fundamentalmente da moldagem por injeção de termoplásticos. Enquanto os termoplásticos são aquecidos até à fusão, injectados num molde frio para solidificar e podem ser fundidos novamente, os termoendurecíveis funcionam ao contrário. Na moldagem de LSR, um composto líquido de duas partes é misturado e depois injetado num molde aquecido. O calor desencadeia uma reação química irreversível chamada cura ou vulcanização, que transforma o líquido numa peça de borracha sólida, estável e elástica.
Quais são as classificações e os tipos de LSR?
O LSR não é um material de tamanho único. Está disponível em vários graus e pode ser processado utilizando várias técnicas avançadas, permitindo um elevado grau de personalização.
1. Classificação por grau de material:
① Grau de utilização geral: Uma formulação padrão que oferece um bom equilíbrio de propriedades físicas para uma vasta gama de vedantes industriais, juntas e produtos de consumo.
② Grau médico: Estes graus são biocompatíveis e cumprem normas rigorosas como a USP Classe VI e a ISO 10993. São utilizados para máscaras respiratórias, instrumentos cirúrgicos, vedantes para dispositivos médicos e implantes de curta duração.
③ Qualidade alimentar: Em conformidade com os regulamentos da FDA (por exemplo, 21 CFR 177.2600) para utilização em artigos que entram em contacto com alimentos, tais como moldes para pastelaria, bicos de biberões e utensílios de cozinha.
④ Grau ótico: Caracterizada por uma elevada transparência e transmissão de luz, esta qualidade é ideal para a produção de lentes, guias de luz e coberturas para LEDs e sensores onde a clareza ótica é fundamental.

⑤ Grau condutor: Ao incorporar cargas condutoras como o negro de carbono, estes LSRs podem ser utilizados para aplicações que requerem condutividade eléctrica, tais como juntas de blindagem EMI/RFI, almofadas condutoras e conectores eléctricos.
⑥ Grau de auto-lubrificação: Este material exsuda uma pequena quantidade de óleo de silicone para a sua superfície ao longo do tempo, reduzindo o coeficiente de fricção. É perfeito para criar vedações de baixo atrito, anéis em O e vedações de conectores que precisam de ser facilmente montados.
⑦ Fluorosilicone (F-LSR): Oferece uma resistência melhorada a solventes não polares, combustíveis, óleos e produtos químicos agressivos, o que o torna a escolha preferida para vedantes automóveis e aeroespaciais expostos a fluidos agressivos.
2. Classificação por variação de processo:
① Moldagem LSR padrão: O processo fundamental de criação de uma peça LSR de material único.
② Sobremoldagem LSR (moldagem de 2 tiros): Um processo de várias etapas em que o LSR é moldado sobre um substrato pré-moldado. Este pode ser:
- LSR em termoplástico: Uma peça de plástico de engenharia (por exemplo, PBT, Nylon) é colocada num segundo molde e o LSR é injetado à sua volta para criar uma peça integrada com caraterísticas rígidas e macias (por exemplo, uma caixa à prova de água com um vedante incorporado).
- LSR sobre metal: O LSR é moldado sobre um componente metálico (por exemplo, aço inoxidável, alumínio) para criar pegas, isoladores ou componentes de amortecimento de vibrações.
③ Micro-moldagem com LSR: Uma versão extremamente precisa do processo utilizado para fabricar peças com caraterísticas à microescala ou com pesos inferiores a um grama, frequentemente utilizadas em dispositivos médicos e microelectrónicos.

Quais são os cenários de aplicação típicos para LSR?
As propriedades únicas do LSR fazem dele o material de eleição em aplicações em que o desempenho e a fiabilidade não são negociáveis.
1. Medicina e cuidados de saúde:
Devido à sua superior biocompatibilidade, esterilização e inércia, o LSR é omnipresente na área médica.
Exemplos: Máscaras respiratórias, vedantes flexíveis para dispositivos de administração de medicamentos, rolhas de seringas, cateteres, componentes de válvulas para sistemas de gestão de fluidos e componentes macios e maleáveis para instrumentos cirúrgicos.
2. Indústria automóvel:
O ambiente automóvel exige resistência a temperaturas extremas, vibrações e fluidos.
Exemplos: Vedantes de conectores para cablagens, juntas para componentes de motores e transmissões, botas de proteção para sensores, amortecedores de vibrações e diafragmas flexíveis para sistemas de regulação de pressão.
3. Bens de consumo e eletrónica:
O LSR proporciona impermeabilidade, durabilidade e um toque suave de primeira qualidade.
Exemplos: Vedantes e juntas para smartwatches e telemóveis robustos, botões de toque suave em controlos remotos, teclados flexíveis, chupetas e tetinas para bebés e utensílios de cozinha topo de gama, como espátulas e formas para bolos.
4. Aplicações industriais:
Em ambientes industriais exigentes, o LSR proporciona estabilidade a longo prazo e desempenho de vedação.
Exemplos: Juntas para luminárias LED de exterior, vedantes para bombas industriais, diafragmas para válvulas de pressão e coberturas de proteção para equipamento sensível.

Quais são as vantagens da moldagem por injeção de LSR?
1. Elevada precisão e liberdade de conceção: A baixa viscosidade do silicone líquido permite-lhe fluir facilmente em paredes finas e preencher cavidades de moldes complexos e intrincados, permitindo a produção de peças altamente detalhadas que seriam impossíveis com outros elastómeros.
2. Propriedades superiores do material: O LSR oferece uma combinação inigualável de caraterísticas:
① Biocompatibilidade: Inerentemente inerte e hipoalergénico.
② Resistência à temperatura: Estável numa vasta gama de temperaturas, tipicamente de -50°C a +200°C, com graus especiais que se estendem ainda mais.

③ Estabilidade química e UV: Resistente à água, ao ozono, à radiação UV e a uma vasta gama de produtos químicos.
④ Conjunto de baixa compressão: As peças regressam à sua forma original após uma compressão prolongada, o que as torna excelentes para vedantes e juntas.
⑤ Isolamento elétrico: Possui elevada resistência dieléctrica.
3. Automatização de grandes volumes e tempos de ciclo rápidos: O processo é altamente automatizado. Os tempos de cura são muito rápidos, frequentemente entre 20 a 60 segundos, o que facilita uma produção eficiente e em grande escala com o mínimo de mão de obra.
4. Processo limpo e sem resíduos: O sistema de circuito fechado, desde os baldes de material até ao molde selado, minimiza a exposição a contaminantes. Isto é fundamental para aplicações médicas e de qualidade alimentar. Além disso, as técnicas de moldagem de precisão "sem flash" reduzem significativamente o desperdício de material e as etapas de pós-processamento.
Quais são as desvantagens da moldagem por injeção de LSR?
1. Investimento inicial elevado: Os moldes de LSR requerem tolerâncias extremamente apertadas e caraterísticas especializadas (como sistemas de canais frios) para gerir o material de baixa viscosidade. Tanto as ferramentas como as máquinas de moldagem por injeção especializadas representam uma despesa de capital inicial significativa.
2. Custo mais elevado do material: Numa base por quilograma, o LSR é geralmente mais caro do que muitos termoplásticos comuns e algumas borrachas sintéticas. No entanto, este facto pode ser compensado por tempos de ciclo mais rápidos e custos de mão de obra mais baixos na produção de grandes volumes.
3. Natureza termoendurecível: Sendo um material termoendurecível, o LSR não pode ser fundido e reciclado da mesma forma que os termoplásticos. Embora os resíduos possam ser triturados e utilizados como material de enchimento nalgumas aplicações, não se trata de um processo de reciclagem em circuito fechado.
4. Complexidade das ferramentas: O projeto e a fabricação de moldes de LSR são mais complexos do que os de termoplásticos. Têm de suportar temperaturas elevadas, mantendo o sistema de distribuição de material frio, e requerem uma vedação excecional para evitar a formação de bolhas.
Como é que a Moldagem LSR se compara a outros processos?
vs. Moldagem por Injeção de Termoplásticos:
A principal diferença é Termofixo vs. Termoplástico. O LSR envolve uma reação de cura química num molde quente, enquanto os termoplásticos fundem e solidificam num molde frio. As peças em LSR são flexíveis e resistentes à temperatura, enquanto os termoplásticos oferecem rigidez e resistência.
vs. Moldagem por compressão (com HCR):
A moldagem por compressão utiliza normalmente borracha de alta consistência (HCR), um sólido semelhante a argila. É um processo mais lento, mais trabalhoso e com um controlo menos preciso do material, o que leva a um maior desperdício de material e a um maior número de flashes. A moldagem LSR é automatizada, mais rápida, mais limpa e mais adequada para geometrias complexas e produção de grandes volumes.
Moldagem por injeção de borracha de silicone líquida (LSR)
Explore o nosso guia detalhado sobre Moldagem por Injeção de Borracha de Silicone Líquida (LSR). Saiba mais sobre o processo principal, os materiais, as vantagens, as principais aplicações na área médica e automóvel e as melhores práticas de design especializadas.

O Guia Completo para a Modelação por Injeção de Borracha de Silicone Líquida (LSR)
Quais são as principais caraterísticas e propriedades do LSR?
Compreender estas propriedades é fundamental para selecionar o tipo de LSR adequado para a sua aplicação.
| Imóveis | Descrição e significado | Gama/valor típico |
|---|---|---|
| Dureza (Durómetro) | Mede a resistência do material à indentação, indicando a sua suavidade ou firmeza. Costa A é a escala padrão para borrachas flexíveis. | 5 a 80 Shore A |
| Resistência à tração | A tensão máxima que um material pode suportar ao ser puxado ou esticado antes de se partir. Medido em Megapascal (MPa). | 5 - 11 MPa |
| Alongamento na rutura | O aumento percentual do comprimento que um material pode atingir antes de se romper. Indica a flexibilidade e a capacidade de estiramento do material. | 200% – 900% |
| Resistência ao rasgamento | Mede a resistência do material à propagação de um rasgão. Crucial para peças que podem ser cortadas durante a utilização. | 20 - 50 kN/m |
| Conjunto de compressão | A percentagem de deformação permanente que permanece após um material ser comprimido durante um determinado período de tempo a uma temperatura específica. Um valor baixo é vital para as vedações. | 10% - 25% (a 150°C durante 22 horas) |
| Temperatura de funcionamento | A gama de temperaturas dentro da qual o material mantém as suas principais propriedades sem se degradar. | -50°C a 200°C (-60°F a 390°F) |
| Resistência dieléctrica | A capacidade do material para atuar como isolante elétrico, medida como a tensão máxima que pode suportar antes de sofrer uma avaria. | ~20 kV/mm |
Qual é o processo principal da moldagem por injeção de LSR?
O processo de moldagem de LSR é uma sinfonia de precisão e controlo. Aqui está uma descrição passo a passo do fluxo de trabalho:
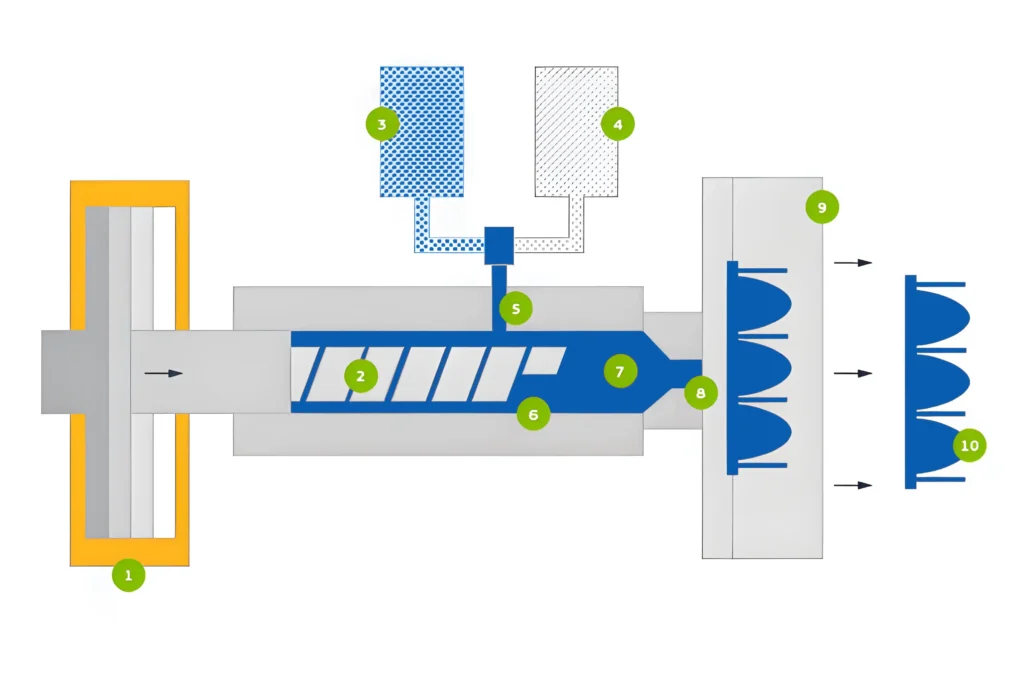
1. Fornecimento de material: O processo começa com dois recipientes separados, normalmente baldes de 20 litros ou tambores de 200 litros, contendo a Parte A e a Parte B do silicone líquido.
2. Dosagem e doseamento: Uma unidade de dosagem especializada na máquina de moldagem utiliza bombas para extrair os componentes A e B dos seus recipientes numa proporção precisa de 1:1 em volume. Se for necessária cor, um terceiro fluxo de pasta de cor é doseado com precisão no sistema.
3. Mistura: Os componentes A e B (e qualquer corante) são impelidos para um misturador estático. Este dispositivo contém uma série de elementos helicoidais que dividem e recombinam repetidamente os fluxos de material, assegurando uma mistura perfeitamente homogénea sem introdução de calor ou ar.
4. Injeção: O LSR misturado e não curado é introduzido no cilindro de injeção, que é arrefecido a água para evitar a cura prematura. Um parafuso ou êmbolo injecta então uma "dose" precisa do material através de um bico arrefecido e de um sistema de canais nas cavidades aquecidas do molde.
5. Cura (Vulcanização): O molde é aquecido a uma temperatura entre 150°C e 200°C (300°F - 390°F). Este calor intenso inicia a reação de reticulação catalisada pela platina. O silicone líquido transforma-se rapidamente numa peça de borracha sólida e elástica em apenas 20-60 segundos.
6. Desmoldagem e ejeção: Quando a cura estiver concluída, o molde abre-se. Devido à flexibilidade do LSR, as peças podem frequentemente ser removidas mesmo com cortes inferiores, por vezes assistidos por pinos ejectores ou automação robótica. O ciclo seguinte começa imediatamente.

Quais são as principais considerações na moldagem de LSR?
O sucesso da moldagem de LSR depende de uma atenção cuidadosa a três áreas-chave: conceção da peça, conceção do molde e seleção do material.
1. Considerações sobre o projeto da peça:
① Espessura da parede: Procurar obter uma espessura de parede uniforme para assegurar uma cura consistente e evitar marcas de afundamento. As transições entre espessuras diferentes devem ser graduais.
② Linha de despedida: O local onde as duas metades do molde se encontram. A sua colocação é fundamental para a estética, o funcionamento do molde e a prevenção de fissuras.
③ Ventilação: Devido à viscosidade extremamente baixa do LSR e à rápida velocidade de injeção, o ar pode facilmente ficar preso. As aberturas são canais minúsculos (0,005 mm - 0,02 mm de profundidade) que têm de ser maquinados com precisão na linha de separação para permitir a saída do ar, mas não do silicone.
④ Ângulos de projeto: Recomenda-se um ligeiro afunilamento (1-2 graus) nas paredes verticais para facilitar a ejeção da peça do molde.
2. Considerações sobre o projeto do molde:
① Sistema de câmara fria: Ao contrário dos sistemas de canal quente para termoplásticos, os moldes de LSR utilizam frequentemente um sistema de canal frio. Os canais que transportam o material para as cavidades são mantidos frios para evitar que o LSR cure antes de chegar à peça. Isto minimiza o desperdício de material.
② Gating: O ponto onde o material entra na cavidade. A localização e o tamanho do portão devem ser optimizados para garantir um enchimento suave e uniforme e para evitar manchas estéticas na peça final.
③ Vedação do molde: As metades do molde devem ser perfeitamente vedadas para evitar que o LSR de baixa viscosidade escape, o que causa o flash. Isto requer uma maquinação excecionalmente precisa dos componentes do molde.
3. Considerações sobre a seleção de materiais:
① Dureza: Adequar o durómetro à necessidade de flexibilidade ou rigidez da aplicação.
② Ambiente: A peça vai ser exposta a produtos químicos, luz UV ou temperaturas extremas? Selecione um padrão, fluorosilicone ou outro tipo de especialidade em conformidade.
③ Requisitos regulamentares: A aplicação requer conformidade médica (USP Classe VI) ou de qualidade alimentar (FDA)?

Quais são as melhores práticas para projetar peças de LSR?
Siga estas diretrizes para criar peças optimizadas em termos de capacidade de fabrico e desempenho.
1. Manter a espessura uniforme da parede: A espessura ideal da parede para peças de LSR situa-se normalmente entre 0,5 mm e 3 mm. A uniformidade evita o encolhimento desigual e as tensões internas.
2. Utilizar raios generosos: Evitar cantos internos afiados. A adição de um raio (pelo menos 0,5x a espessura da parede) melhora o fluxo de material, reduz a concentração de tensões e aumenta a resistência ao rasgamento da peça.
3. Colocar estrategicamente as linhas de separação: Trabalhe com o seu moldador para colocar a linha de separação numa superfície não crítica ou escondida para minimizar o seu impacto estético.
4. Aproveitar a flexibilidade do LSR para cortes inferiores: Os cortes inferiores simples podem muitas vezes ser moldados sem acções laterais complexas, porque a peça flexível pode ser "descascada" para fora do molde. Discuta projectos de cortes inferiores complexos com o seu moldador para garantir a viabilidade.
5. Projeto para uma ventilação adequada: Ao projetar a peça, considere onde estarão os últimos pontos de enchimento. Estes são locais naturais para aberturas.
6. Incorporar o projeto: Embora o LSR seja flexível, um ângulo de inclinação de pelo menos 1 grau simplifica a ejeção, reduz o tempo de ciclo e minimiza a tensão na peça durante a remoção.
Quais são os problemas comuns na moldagem LSR e as suas soluções?
| Problema | Descrição | Causas comuns | Soluções |
|---|---|---|---|
| Flash | Uma película fina e indesejada de LSR na peça ao longo da linha de corte. | 1. Má vedação do molde. 2. Pressão/velocidade de injeção excessiva. 3. Força de aperto insuficiente. | 1. Melhorar a precisão da ferramenta de molde. 2. Reduzir a pressão de injeção. 3. Aumentar a tonelagem da pinça da máquina. |
| Armadilhas de ar (vazios) | Bolhas ou bolsas vazias presas no interior da peça. | 1. Ventilação inadequada do molde. 2. Escoamento turbulento de materiais. 3. Humidade retida. | 1. Acrescentar ou aumentar os respiradouros nos pontos de último enchimento. 2. Otimizar a localização do portão e a velocidade de injeção. 3. Assegurar que o material está seco. |
| Tiro curto | A cavidade do molde não é completamente preenchida, resultando numa peça incompleta. | 1. Material injetado insuficiente. 2. Cura prematura. 3. Má ventilação (contrapressão). | 1. Aumentar o tamanho do disparo. 2. Reduzir ligeiramente a temperatura do molde ou aumentar a velocidade de injeção. 3. Melhorar a ventilação. |
| Marcas de pia | Depressões na superfície, normalmente opostas a secções espessas como as costelas. | 1. Retração do material em zonas espessas. 2. Pressão de enchimento insuficiente. | 1. Conceber uma espessura de parede uniforme. 2. Otimizar a fase de embalagem. 3. Retirar o núcleo de secções espessas. |
| Falha de ligação (sobremoldagem) | A camada de LSR descola-se do substrato de plástico ou metal. | 1. Materiais incompatíveis. 2. Contaminação da superfície (óleos, desmoldante). 3. Temperatura insuficiente do substrato. | 1. Utilizar primários ou tratamentos de superfície (plasma/corona). 2. Assegurar que o substrato está limpo. 3. Utilizar materiais compatíveis (por exemplo, PBT). |
Quais são as tecnologias e os conceitos relacionados?
1. Tecnologias a montante:
① Química do silicone (cura por adição vs. cura por peróxido): O LSR utiliza um sistema de cura por adição catalisado por platina. Este processo é muito limpo, rápido e não produz subprodutos. Isto é superior aos sistemas de cura por peróxido utilizados para alguns HCRs, que podem deixar resíduos e requerem um processo de pós-cura mais completo.
② CAD/CAM: O software de desenho assistido por computador (CAD) é utilizado para desenhar o modelo 3D da peça. O software de fabrico assistido por computador (CAM) traduz então este desenho em instruções para as máquinas que irão construir o molde.
③ Fabrico de moldes (CNC e EDM): Os moldes de aço de alta precisão para LSR são fabricados utilizando a maquinagem CNC (Controlo Numérico Computadorizado) para dar forma geral e EDM (Maquinação por Descarga Eléctrica) para criar detalhes finos, cantos afiados e texturas complexas que são difíceis de fresar.
2. Processos a jusante:
① Pós-cura: Embora o LSR cure totalmente no molde, algumas peças, especialmente para aplicações médicas e de contacto com alimentos, são submetidas a uma etapa de pós-cura. Este passo envolve o aquecimento das peças num forno durante várias horas para eliminar quaisquer compostos orgânicos voláteis (COV) remanescentes e garantir a máxima estabilidade e inércia.
② Criogénico Rebarbação: Para aplicações que exigem arestas perfeitas e sem rebarbas, as peças podem ser mergulhadas em nitrogénio líquido. O frio extremo torna a fina rebarba quebradiça, fazendo com que se parta de forma limpa, enquanto o corpo principal da peça permanece flexível e ileso.
③ Montagem e automatização: As peças acabadas em LSR são frequentemente integradas em conjuntos maiores. A consistência e a precisão da moldagem por injeção tornam-nas ideais para linhas de montagem automatizadas.
3. Processos alternativos e conexos:
① Moldagem por compressão e transferência de silicone: Estes processos utilizam borracha de alta consistência (HCR) e são mais adequados para produção de menor volume, geometrias mais simples ou peças muito grandes. São geralmente mais lentos e menos precisos do que a moldagem em LSR.
② Impressão 3D com silicone: Uma tecnologia emergente que permite a prototipagem rápida e a criação de peças altamente complexas e personalizadas sem a necessidade de ferramentas. Embora atualmente seja mais lenta e mais dispendiosa para a produção em massa, é uma excelente ferramenta para a validação de projectos e fabrico de baixo volume.


Close-up de blocos de construção de plástico coloridos em várias cores, incluindo roxo, azul, verde e amarelo, empilhados juntos.
Principais Conclusões – A seleção de materiais e a otimização da espessura das paredes são os principais fatores para reduzir os custos das peças individuais. – Investir em ferramentas de maior qualidade (Classe 101/102) pode reduzir os custos unitários a longo prazo através de

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Principais Conclusões – A precisão do molde é determinada em cada fase: design da peça, design do molde, seleção do aço, usinagem, montagem e controle do processo—uma falha em qualquer fase limita a precisão geral. – Corretamente

O que é uma máquina de moldagem por injeção de alta velocidade?
Principais Conclusões – Uma máquina de moldagem por injeção de alta velocidade é definida por velocidades de injeção4s de 300–600 mm/s e velocidades de fecho superiores a 500 mm/s, em comparação com 100–200 mm/s das máquinas padrão—permitindo ciclos
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

