 Saltar para o conteúdo
Saltar para o conteúdo 

Para que os produtos de moldagem por injeção tenham um bom toque e aparência, e tendo em conta as vantagens de outros materiais de moldagem de baixa pressão, é agora popular a utilização de plástico duro como esqueleto do material de base, tecido e plástico macio para a camada superficial do processo de moldagem por injeção.
Ao longo deste tipo de processo, do ponto de vista do desenvolvimento, moldagem por injeção O esqueleto e, em seguida, a moldagem por injeção de uma camada do processo de plástico macio (inserção, secundária) mostrará a sua praticidade porque não precisa de seguir o processamento, enquanto o tecido, a moldagem por injeção de baixa pressão da pele tem muito processamento de acompanhamento.
O que é a Moldagem por Injeção de Baixa Pressão?
A moldagem por injeção a baixa pressão é o processo de injeção de um material encapsulado num molde a uma pressão de injeção muito baixa e a sua cura é rápida.
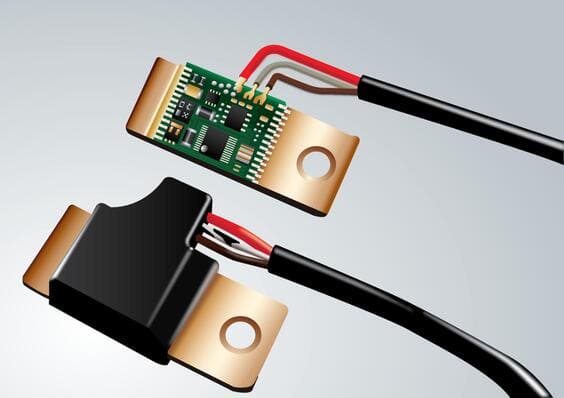
Moldagem por injeção a baixa pressão é um processo seguro e delicado - posicionado entre a moldagem por injeção de alta pressão e o envasamento. Com os seus tempos de ciclo curtos e baixas pressões, é a solução ideal para a proteção de placas de circuitos.
Na indústria automóvel, este processo é utilizado para a moldagem de alguns acabamentos interiores de automóveis e para a embalagem de componentes electrónicos.

Exemplos de aplicações de moldagem por injeção a baixa pressão
Peças interiores: Utilizando uma pressão de injeção muito baixa (300-600 Bar), as peles de PVC ou os tecidos de malha são adicionados ao processo de moldagem.
Os tipos de materiais habitualmente utilizados incluem: couro, pele de PVC, pele de TPO com espuma de PP, pele de PUR, tecido de malha com tecido não tecido e feltro de fibra, bem como a injeção composta entre o material de superfície e o material do esqueleto; muitas peças interiores de automóveis de gama média e alta utilizam o processo de moldagem por injeção de baixa pressão, como as inserções do painel da porta da Mercedes-Benz, BMW, etc.
Encapsulamento de componentes electrónicos: O processo de encapsulamento utiliza uma pressão de injeção muito pequena (1,5~40bar) para injetar o consumo de material de encapsulamento no molde e cura-o rapidamente (5~50 segundos).
A pressão e a temperatura utilizadas para moldagem por injeção a baixa pressão são muito inferiores aos do processo normal de moldagem por injeção, e o processo é relativamente simples e não requer equipamento e moldes elevados.
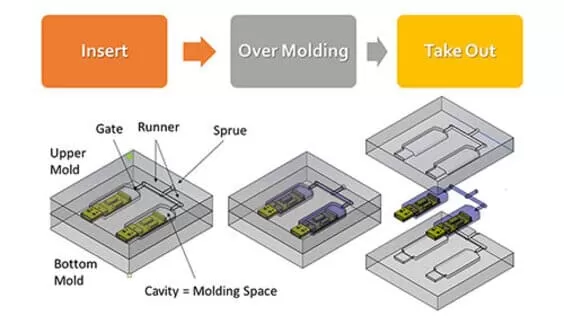
Processo de moldagem por injeção a baixa pressão
O processo é o seguinte:
Moldagem por injeção a baixa pressão é uma técnica de montagem no molde, semelhante à IMD, em que o tecido/pele é moldado diretamente no produto (se a pressão de injeção for demasiado elevada, o tecido será danificado).
De acordo com as caraterísticas do processo de moldagem, existem dois tipos de moldagem por injeção a baixa pressão: molde aberto e molde fechado.
A diferença reside no facto de existir ou não um certo intervalo entre os moldes móveis e fixos quando o molde é fechado.
Ao longo do processo de enchimento, uma quantidade precisa de material fundido é injectada suavemente (o fluxo de plástico fundido no tecido é muito mais lento do que numa cavidade de molde lisa), pelo que os moldes de injeção de baixa pressão de tecido têm mais portas do que os moldes normais.
Caraterísticas da moldagem por injeção a baixa pressão
1. Vantagens
a. Alta resistência, o material da pele está integrado no material de base de plástico, não há possibilidade de cair
b. Elevada eficiência de moldagem, mais amiga do ambiente, sem necessidade de aplicação de cola para o processo de revestimento, melhorando a qualidade do ar no automóvel
c. A estrutura interna pode ser concebida de forma arbitrária e a liberdade de modelação da superfície é superior à do processo de revestimento, as caraterísticas de modelação são mais claras, o produto é bonito e o conforto é elevado.
2. Desvantagens
a. O moldagem a baixa pressão o processo é mais complexo, vulnerável à influência do molde e à ductilidade do tecido/pele de PVC, e a taxa de refugo é relativamente elevada
b. Retenção de padrões, no estiramento elevado, o sentido tridimensional do padrão é fraco
c. Custo mais elevado das ferramentas e tecidos mais caros
Tendo em conta as vantagens e desvantagens acima referidas, moldagem por injeção a baixa pressão tem as seguintes caraterísticas.
Molde: superfície de separação com uma abertura de fecho; a porta é controlada por uma válvula de sequência (controlada por uma válvula do tipo canal quente)
Manipulador: função de fixação do tecido e função de recolha do produto
Camada composta: PVC/PU; tecido, etc.
Material do esqueleto: PP modificado e PC/ABS com melhor fluidez, etc.

Factores importantes que influenciam a moldagem por injeção de baixa pressão
Tecido; composição do tecido: pode incluir uma camada de não-tecido, uma camada de esponja, uma camada de espuma, uma camada de tecido de malha superficial ou uma camada de plástico macio (PVC).
Desempenho do tecido: alongamento estático longitudinal, alongamento residual longitudinal, alongamento estático transversal, alongamento residual transversal; o alongamento do tecido é maior, não é fácil de deformar, as rugas serão mais óbvias o alongamento do tecido é menor, fácil de deformar, não é fácil de enrugar.
Estrutura do molde: normalmente selecionada sob a forma de válvula sequencial de porta pontual, e o número de portas é superior ao normal moldagem por injeção material do esqueleto, o comprimento total do produto L = 1000mm, espessura da parede T = 2,5mm, o valor recomendado do número de portas = 1000/2,5/FPP material F valor inferior a 100, ABS ou PC material inferior a 80.
Conceção da cavidade de exaustão: A estrutura da pele de PVC molde de injeção é o mesmo que o do molde de injeção de tecido, exceto que se concentra na exaustão da cavidade e do espaço do núcleo.
Outros requisitos técnicos: o ângulo R no canto do produto não é inferior a 3,0; a conceção da espessura da ponta de cola do produto não deve ser demasiado espessa para evitar que o produto encolha,
A espessura da broca de tendão não deve exceder 3/5 da espessura da broca de cola; os produtos com orifícios profundos têm de ser divididos; a extremidade do aspeto do produto tem de envolver o local de trabalho do tecido ao contrário, a parte de trás do produto não deve ter uma broca de tendão, etc.

Moldagem por injeção a baixa pressão Fluidez do plástico
O índice de fluidez do plástico é o valor MI do índice de fusão. Como todos sabemos, o fluxo de plástico no tecido é muito mais lento do que na cavidade lisa do molde, e é por isso que o moldes de injeção de baixa pressão em tecido têm mais portas do que os moldes normais.
O caudal lento afectará inevitavelmente outros problemas de aparência do produto, tais como marcas de colagem, material em falta, etc.
Geralmente, o valor MI do material PP situa-se entre 20 e 55, o que nos obriga a não utilizar cegamente tecidos importados e partículas de plástico importadas no desenvolvimento de produtos.
Porque estes são necessários após a aplicação da combinação, desde que e molde com bom, material doméstico, como de costume, pode fazer produtos de moldagem de baixa pressão qualificados.

Estrutura dos moldes de moldagem por injeção a baixa pressão
Normalmente, o ejetor deste tipo de molde está no molde fixo, utilizando a porta da válvula para controlar a quantidade de material de cada porta, o molde fixo tem uma estrutura de tecido prensado, e o molde fixo tem um pino de tecido ou ventosa de ar para fixar o tecido.
Defeitos comuns e medidas de manuseamento na moldagem por injeção a baixa pressão
(1) Falta de material: Os cantos afiados do produto são propensos à falta de material.
(2) Infiltração: O canto do produto é propenso a infiltrações, a razão: a temperatura da porta da peça de infiltração é demasiado elevada; a temperatura do molde é demasiado elevada; o controlo da quantidade de material da porta da peça de infiltração é demasiado elevado.
(3) Penetração: O canto afiado do produto é fácil de aparecer penetração, a razão: o canto afiado da superfície de separação com uma lacuna, quando a quantidade de material de moldagem de baixa pressão ou velocidade aumenta o plástico derretido da lacuna dentro da penetração, primeiro dirija o tecido não tecido e depois penetre no tecido da superfície.
A espessura da parede nos cantos afiados é demasiado espessa, pelo que a espessura da parede nos cantos afiados do molde é relativamente fina para evitar que o tecido se infiltre através do material ou se parta.
(4) Rutura de pressão do tecido Causa: Normalmente, a temperatura do molde utilizado no molde de injeção de baixa pressão é baixa (10-15 graus), se as medidas anti-ferrugem não forem bem executadas, produzirão manchas de ferrugem na estrutura do tecido prensado e na superfície de separação deslizante, o que produzirá uma pressão excessiva sobre o tecido e uma ductilidade limitada do tecido, rompendo assim o tecido.
Caraterísticas da moldagem por injeção de baixa pressão de pele de PVC
1. A natureza da pele de PVC
Em comparação com o tecido, existem muitas diferenças entre os dois. Em primeiro lugar, a exaustão: o tecido é poroso e perde estrutura, pelo que o gás é fácil de escorrer do interior; enquanto a pele de PVC é uma camada de plástico PVC à superfície, pelo que é difícil o gás escorrer do interior.
Em segundo lugar, o substrato: o substrato de tecido é um tecido não tecido, pelo que a resistência do fluxo ao plástico fundido é bastante grande; enquanto o substrato de pele de PVC é uma camada de espuma de plástico, a superfície é lisa e a resistência do fluxo ao plástico fundido é pequena.
Em seguida, a ductilidade: a extensão do tecido após a lacuna da estrutura é grande, o plástico derretido penetra mais facilmente; a extensão da pele de PVC ainda tem uma forte resistência, e o plástico derretido não é fácil de penetrar.
2. Estrutura do molde
Em comparação com a moldagem por injeção de tecido, a maior diferença reside na conceção da cavidade de escape, a estrutura do molde de injeção de pele de PVC é a mesma que molde de injeção de tecidoexceto que se centra na cavidade e no escape do espaço do núcleo.
Como o ar existe no interior do núcleo e da cavidade após o fecho, quando o plástico fundido é injetado, o ar no interior é lentamente comprimido, se o gás não for descarregado a tempo, causará inevitavelmente grandes problemas ao enchimento e muitos defeitos. Tais como marcas de colagem, encolhimento e queimaduras.
3. Defeitos comuns e medidas de manuseamento
(1) Encolhimento da superfície do produto
Causa: A folga entre as superfícies de separação do molde é demasiado grande, resultando na fuga de material, o que leva à necessidade de material não compactado e, consequentemente, à contração;
Tal como acontece com os moldagem por injeçãoA parede espessa do produto, onde existem barras de reforço, devido a um arrefecimento deficiente, resulta numa contração do volume causada pela contração.
(2) Marcas de fusão
Motivo: Se a cavidade do molde e o núcleo não forem bem exauridos, o ar na frente do portão onde as frentes se encontram é comprimido e não pode ser fundido naturalmente, e a combinação de traços pode refletir-se na pele, resultando em marcas de fusão óbvias e afectando a aparência.
Claro que, tal como os moldagem por injeção de plásticoA baixa temperatura do molde e a baixa temperatura do plástico fundido também causarão defeitos óbvios nas marcas de fusão.
(3) A pele é esmagada
Motivo: Tal como a moldagem por injeção de tecido, a temperatura do molde de molde de injeção de baixa pressão é geralmente baixa (10-15 graus), se as medidas de prevenção da ferrugem não forem bem executadas, serão produzidas manchas de ferrugem na estrutura do tecido prensado e na superfície de separação do cursor, e a pressão sobre a epiderme será excessiva durante a produção, e a ductilidade da epiderme será limitada, quebrando assim a epiderme.
(4) Derreter através do jito
Motivo: O plástico fundido plastificado é injetado a partir do portão, sujeito a cisalhamento, círculo de aquecimento, a sua temperatura de posição central é elevada se a injeção de molde aberto e a distância aumenta pode efetivamente proteger reduzir a fusão através do fenómeno; pode reduzir o portão, a temperatura, a temperatura do molde, mas ao mesmo tempo precisa de ter em conta os problemas de liquidez da resina, caso contrário pode haver falta de material.







