 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução:A moldagem por injeção é adequada para a produção em massa de produtos com formas complexas e outros campos de processamento de moldagem. Embora a moldagem por injeção seja amplamente utilizada no fabrico. No entanto, as desvantagens da moldagem por injeção ainda são algumas, que este artigo irá discutir a partir dos seguintes aspectos.
Os custos mais elevados dos moldes limitam a acessibilidade da produção de pequenos lotes
Porquê os elevados custos de arranque?
Existem muitos processos de fabrico de moldes de injeção
O custo de aquisição de peças padrão é elevado, os custos iniciais são elevados e os processos complexos exigem relativamente mais mão de obra. Para garantir a qualidade, os fabricantes de moldes de plástico também precisam de passar por muitos testes quando os processos são complexos.

O número de moldes de injeção de plástico a fabricar tem de ser determinado com base no número de amostras
Por vezes, uma peça moldada por injeção que parece ter uma estrutura muito simples requer dois ou mesmo três conjuntos de moldes de injeção para ser processada.
O fabrico de moldes de injeção demora muito tempo
Para conseguir uma elevada precisão, alguns fabricantes de moldes de injeção são muito meticulosos e dispõem de pessoal dedicado ao acompanhamento e ao esforço para satisfazer os clientes. Por conseguinte, quanto mais tempo for necessário, o investimento aumentará em conformidade.
Moldagem por injeção pode realizar a moldagem única de produtos plásticos com formas complexas. É um método de produção eficiente e em grande escala, e a qualidade do molde de injeção afecta diretamente a qualidade da moldagem por injeção.
Na indústria de moldes, para processar peças moldadas por injeção com alta precisão, alta qualidade e perfis complexos, é necessário utilizar software avançado de conceção e fabrico assistido por computador ou maquinação CNC e formular procedimentos de processamento razoáveis.
O fabrico de moldes de injeção é muito difícil
os requisitos de conceção dos moldes de injeção são muito elevados, principalmente a conceção precisa dos canais de fluxo do molde. Se o trabalho de conceção não for bem feito, é muito difícil modificar o molde se os ensaios subsequentes do molde não forem bem sucedidos, e a maioria dos moldes tem de ser refabricada.

Existem muitos processos de fabrico de moldes de injeção, o custo de aquisição de peças normalizadas é elevado, o processo é complexo e requer relativamente muita mão de obra. Para garantir a qualidade do processo, os fabricantes de moldes de plástico também precisam de se submeter a testes extensivos. Esta é uma forma eficaz de garantir a qualidade do processamento, melhorar a eficiência da produção e reduzir a intensidade do trabalho.
Em suma, as razões para a elevada cotação dos fabricantes de moldes de injeção são que existem muitos processos de fabrico de moldes de injeção, o número de moldes de injeção de plásticos a fabricar tem de ser determinado com base no número de amostras, os moldes de injeção demoram muito tempo e o fabrico de moldes de injeção é difícil. Com o desenvolvimento contínuo da industrialização, tornou-se um país importante no mundo dos produtos moldados por injeção.
Os produtos moldados por injeção produzidos todos os anos são vendidos em todo o mundo, especialmente os invólucros de GPS são vendidos no país e no estrangeiro. O número de moldes a fazer depende da amostra, e por vezes parece que uma peça de plástico com uma estrutura muito simples requer dois conjuntos de moldes de injeção, ou mesmo três conjuntos de moldes de injeção para ser processada.

Os produtos de moldagem por injeção deram também um contributo indelével para o crescimento do comércio externo. No entanto, ao mesmo tempo que cresce rapidamente, a indústria também se depara com muitos problemas que exigem mais atenção.
Porque é que a moldagem por injeção não é adequada para a produção de pequenos lotes?
Desperdício de material: Para fabricar um moldagem por injeção Para preencher a cavidade do molde, são necessárias determinadas matérias-primas. Se for produzido em pequenos lotes, será desperdiçada uma grande quantidade de material. Os modelos moldados por injeção não são adequados para a produção de pequenos lotes.
O custo de fabrico do molde é elevado: o custo de aquisição de peças normalizadas de moldes de injeção é elevado e o processo é complicado. A produção de pequenos lotes aumentará o custo dos produtos unitários, pelo que a moldagem por injeção não é adequada para a produção de pequenos lotes.
Tempo de preparação longo: Antes da moldagem por injeção, é necessário muito tempo para testes e ajustamentos e, para a produção de pequenos lotes, isso reduzirá a eficiência da produção.

Falta de flexibilidade: A moldagem por injeção é mais adequada para a produção em massa do mesmo produto. A produção de pequenos lotes carece de flexibilidade e requer ajustes constantes.
Custos económicos elevados: Devido à pequena quantidade de produção em pequenos lotes, é difícil obter economias de escala em termos de quantidade de produção. Para além disso, moldagem por injeção O equipamento é muito caro. Por conseguinte, o custo partilhado por um único produto é muito elevado, pelo que os custos económicos são elevados. A produção de um único produto não é adequada para a produção de pequenos lotes.
Em resumo, a moldagem por injeção é um processo adequado para a produção em massa, e a maioria dos produtos de plástico são atualmente fabricados através deste processo. No entanto, o processo de moldagem por injeção exige primeiro o fabrico de moldes, cujo fabrico não só é dispendioso como também tem um ciclo de fabrico relativamente longo. Por conseguinte, só quando o volume de produção atingir volumes elevados é que será economicamente vantajoso abrir o molde.
Limitações de conceção da moldagem por injeção
Que desenhos de produtos são adequados para moldes de injeção?
Invólucros de produtos electrónicos: Os invólucros dos produtos electrónicos, como telemóveis, televisores, aparelhos de som, etc., são moldados por injeção a partir de materiais plásticos de elevada resistência e durabilidade para satisfazer os requisitos de aparência e desempenho dos produtos.

Brinquedos: incluindo brinquedos para crianças, brinquedos educativos, brinquedos desportivos, etc. Estes brinquedos podem ser moldados por injeção a partir de diferentes materiais, tais como polietileno, polipropileno, etc.
Objectos de uso doméstico: tais como cabides de plástico, baldes de plástico, cadeiras de plástico, etc. Estes produtos têm uma excelente durabilidade e portabilidade e são muito adequados para utilização doméstica.
Peças para automóveis: tais como portas de automóveis, painéis de instrumentos de automóveis, luzes, etc. Estes produtos têm de ter uma elevada resistência ao calor, resistência à corrosão e tenacidade para se adaptarem aos requisitos do ambiente de trabalho automóvel.
Dispositivos médicos: tais como seringas médicas, fios desnatados médicos, etc. Estes produtos têm de ter uma boa biocompatibilidade e durabilidade para cumprir os requisitos rigorosos da indústria médica.
Quais são as regras para a conceção de moldes de moldagem por injeção?
Ao iniciar o projeto do molde, deve prestar mais atenção à consideração de várias opções, pesar as vantagens e desvantagens de cada opção e escolher uma entre elas. Também se deve levar o molde em T a sério.

Depois de entregar o plano de conceção, comunicar mais com a fábrica para compreender o processo de processamento e as condições de fabrico e utilização. Cada conjunto de moldes deve ter uma experiência de análise fixa e um processo de resumo de ganhos e perdas para que o nível de conceção do molde possa ser continuamente melhorado.
Ao projetar, consulte desenhos semelhantes concebidos no passado e aprenda com as suas experiências e lições; O departamento de conceção de moldes deve ser um todo, e cada membro do projeto não pode trabalhar de forma independente. Especialmente no resumo das conclusões do projeto do molde, deve haver um estilo de equipa.

Limitações do material de moldagem por injeção
Que materiais plásticos são adequados para o processo de moldagem por injeção?
Poliestireno (PS), O poliestireno, vulgarmente conhecido como cola dura, é um material granular incolor, transparente e brilhante. As caraterísticas do poliestireno incluem boas propriedades ópticas, excelentes propriedades eléctricas, fácil moldagem e processamento e boas propriedades de coloração. As maiores desvantagens do poliestireno são a sua fragilidade, baixa resistência ao calor (temperatura máxima de funcionamento de 60 a 80 graus Celsius) e fraca resistência aos ácidos.
Aplicações típicas do poliestireno: embalagem de produtos, artigos domésticos (loiça, tabuleiros, etc.), eletricidade (recipientes transparentes, difusores de luz, películas isolantes, etc.).
Polipropileno (PP): O polipropileno, um material granular incolor, transparente ou brilhante, referido como PP, é vulgarmente conhecido como cola suave 100%. Trata-se de um plástico cristalino.

As caraterísticas do polipropileno incluem boa fluidez, excelente desempenho de moldagem, excelente resistência ao calor, pode ser fervido e esterilizado a 100 graus Celsius, elevada resistência ao escoamento, boas propriedades eléctricas, fraca segurança contra incêndios, fraca resistência às intempéries, sensibilidade ao oxigénio e suscetibilidade à influência dos raios ultravioleta. Envelhecimento.
Aplicações típicas do polipropileno: indústria automóvel (utilizando principalmente PP com aditivos metálicos: para-lamas, condutas de ventilação, ventiladores, etc.), equipamentos (juntas de portas de máquinas de lavar louça, condutas de ventilação de máquinas de secar roupa, armações e tampas de máquinas de lavar roupa, revestimentos de portas de frigoríficos, etc.), produtos de consumo (equipamento de relva e jardim, como cortadores de relva, aspersores, etc.).
Nylon (PA)O nylon é um plástico de engenharia feito de resina de poliamida, designada por PA. Existem PA6, PA66, PA610, PA1010, etc.
As caraterísticas do nylon são: elevada cristalinidade, elevada resistência mecânica, boa tenacidade, elevada resistência à tração, resistência à compressão, excelente resistência à fadiga, resistência ao desgaste, resistência à corrosão, resistência ao calor, não toxicidade e excelentes propriedades eléctricas. Desempenho: Fraca resistência à luz, fácil de absorver água e não é resistente a ácidos.
Âmbito de aplicação típico do polipropileno: É amplamente utilizado em peças estruturais devido à sua boa resistência mecânica e rigidez. Devido às suas boas propriedades de resistência ao desgaste, é também utilizado no fabrico de rolamentos.

Polioximetileno (POM)O polioximetileno, também conhecido como material Saigang, é um plástico de engenharia. O polioximetileno tem uma estrutura cristalina com excelentes propriedades mecânicas, alto módulo de elasticidade, alta rigidez e dureza superficial, e é conhecido como um "concorrente de metal".
As caraterísticas do poliformaldeído incluem um pequeno coeficiente de atrito, excelente resistência ao desgaste e auto-lubrificação, perdendo apenas para o nylon, mas mais barato do que o nylon, boa resistência a solventes, especialmente solventes orgânicos, mas não resistente a ácidos fortes, álcalis fortes e oxidantes. Tamanho Boa estabilidade e pode fabricar peças de precisão. A retração da moldagem é grande, a estabilidade térmica é fraca e é fácil de decompor quando aquecido.
Âmbito de aplicação típico do polioximetileno: O POM tem um coeficiente de atrito muito baixo e uma boa estabilidade geométrica, sendo especialmente adequado para o fabrico de engrenagens e rolamentos. Devido à sua resistência a altas temperaturas e às suas excelentes propriedades físicas, é também utilizado em componentes de condutas (válvulas de condutas, caixas de bombas), equipamento para relvados, etc.

Plástico ABS (Acrilonitrilo-Butadieno-Estireno)O plástico ABS é um tipo de poliestireno modificado de alta resistência, composto por três compostos: acrilonitrilo, butadieno e estireno numa determinada proporção, com cor marfim claro, opaco, não tóxico e inodoro.
Caraterísticas do plástico ABS: elevada resistência mecânica, forte resistência ao impacto, boa resistência à fluência, duro, resistente, rígido e outras caraterísticas. A superfície das peças de plástico ABS pode ser galvanizada. O ABS pode ser misturado e fundido com outros plásticos e borracha para melhorar o seu desempenho. O ABS pode ser misturado e fundido com outros plásticos e borracha para melhorar o seu desempenho, como (ABS + PC) ABS Gama típica de aplicações do ABS: automóveis, televisores, frigoríficos, máquinas de lavar roupa, aparelhos de ar condicionado e outros invólucros de aparelhos eléctricos.
Policarbonato (PC), vulgarmente conhecido como vidro à prova de bala, é um material não tóxico, insípido, inodoro, transparente, inflamável, mas que se auto-extingue depois de afastado do fogo.

Caraterísticas do policarbonato: Possui uma resistência e dureza especiais. Tem a melhor resistência ao impacto entre todos os materiais termoplásticos. Excelente resistência à fluência, boa estabilidade dimensional, elevada precisão de moldagem e boa resistência ao calor (120 graus). Desvantagens do policarbonato Tem baixa resistência à fadiga, grande tensão interna e fraca resistência ao desgaste de peças plásticas facilmente fissuradas.
Áreas de aplicação típicas do policarbonato: equipamento elétrico e comercial (componentes de computadores, conectores, etc.), electrodomésticos (processadores de alimentos, gavetas de frigoríficos, etc.), indústria dos transportes (luzes dianteiras e traseiras de veículos, painel de instrumentos, etc.).
PC+ABS (liga de PC+ABS)combina as vantagens do PC (plástico de engenharia) e do ABS (plástico geral) e melhora o desempenho de ambos. Contém componentes químicos de ABS e PC e tem boa fluidez e processamento de moldagem de ABS. Desempenho, resistência ao impacto do PC e resistência às alterações do ciclo de frio e calor.

As caraterísticas da liga PC+ABS podem ser utilizadas para a conceção do molde da boca de distribuição/bocal grande, e a superfície pode ser pulverizada com óleo, galvanizada e pulverizada com metal.
Quais são os requisitos para materiais de molde para materiais comuns de moldagem por injeção?
Cloreto de polivinilo (PVC)O PVC é corrosivo (fácil de decompor) e tem pouca fluidez. O aço inoxidável é geralmente utilizado como material do molde de injeção.
Poliestireno (PS): Escolha um material para a cavidade do molde de injeção com boa capacidade de polimento. O poliestireno (PS) é preferido neste caso pela sua excelente resistência ao impacto e bom isolamento elétrico.
Polietileno (PE): baixo valor de flash, ter cuidado para evitar rebarbas (rebarbas).

Polipropileno (PP): Não há requisitos especiais para os moldes. e o polipropileno (PP) tem excelente resistência química e é adequado para entrar em contacto com produtos alimentares
Nylon (PA): Baixo valor de flash, evitando rebarbas (rebarbas).
Polioximetileno (POM): É corrosivo, pelo que deve escolher materiais resistentes à corrosão.
Policarbonato (PC)Plástico ABS: sem requisitos especiais para moldes de injeção
Éter de polifenileno (PPO): fraca fluidez, o molde tem de ser aquecido a 100 graus
Vidro orgânico (PMMA): transparente, escolher material polido.

Limitações do processo de fabrico de moldagem por injeção
Que equipamento é necessário para o processo de moldagem por injeção?
Máquinas de moldagem por injeção
O princípio de funcionamento do moldagem por injeçãoA máquina de injeção é semelhante à de uma seringa de injeção. Utiliza o impulso do parafuso (ou êmbolo) para injetar o plástico plastificado no estado fundido (ou seja, no estado de fluxo viscoso) no molde fechado.
A moldagem por injeção é um processo cíclico, e o ciclo típico de moldagem por injeção inclui principalmente alimentação quantitativa - fusão e plastificação - injeção sob pressão - enchimento e arrefecimento do molde - abertura e remoção do molde. Depois de retirar a peça de plástico, o molde é novamente fechado e o ciclo seguinte é efectuado.

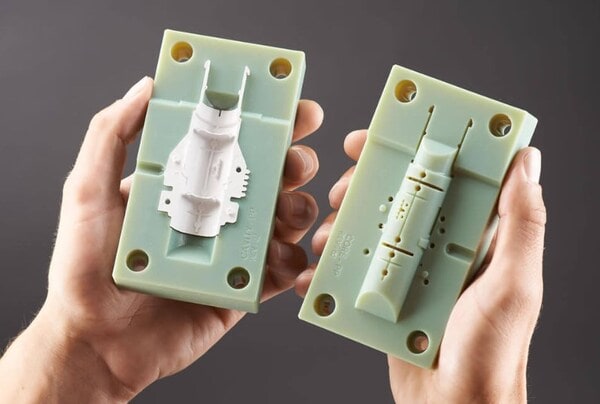
Molde
Molde (mú jù), vários moldes e ferramentas utilizados na produção industrial para obter os produtos pretendidos através de moldagem por injeção, moldagem por sopro, extrusão, fundição sob pressão ou forjamento, fundição, estampagem e outros métodos.
Em suma, um molde é uma ferramenta utilizada para fabricar objectos com forma. Esta ferramenta é composta por várias partes, e diferentes moldes são compostos por diferentes partes. A sua principal função é o processamento da forma do objeto através de alterações no estado físico do material moldado. Conhecida como a "Mãe da Indústria".

Equipamento de automatização
O equipamento de automatização inclui robôs de manuseamento, transportadores, sopradores, dispositivos de arrefecimento, etc., para ajudar a realizar a automatização da moldagem por injeção.
Por exemplo, os robôs de manuseamento são utilizados principalmente para remover produtos moldados da mesa da máquina de moldagem por injeção, os transportadores são utilizados para transportar automaticamente partículas de plástico para a máquina de moldagem por injeção e os sopradores podem ser utilizados para ajudar a arrefecer os produtos de plástico.

Equipamento fora de linha: O equipamento offline inclui dispositivos de pesagem, equipamento de armazenamento, ferramentas pneumáticas, trituradores, etc., que são utilizados principalmente para auxiliar as operações específicas do processo de moldagem por injeção e melhorar a eficiência da produção.
Porque é que o custo de investimento do equipamento de processo de moldagem por injeção é tão elevado?
O equipamento em si tem custos iniciais relativamente elevados
O equipamento de moldagem por injeção é normalmente composto por máquinas de moldagem por injeção, moldes, equipamento de automação, equipamento offline, etc.
A máquina de moldagem por injeção é uma das peças mais caras e de maior investimento inicial. O princípio de funcionamento da máquina de moldagem por injeção é semelhante ao de uma seringa de injeção. Utiliza o impulso do parafuso (ou êmbolo) para transferir o estado fundido plastificado (ou seja, estado de fluxo viscoso) Um processo em que o plástico é injetado numa cavidade de molde fechada e o produto é obtido após solidificação e moldagem.

A moldagem por injeção é um processo cíclico, e cada ciclo inclui principalmente alimentação quantitativa - fusão e plastificação - injeção sob pressão - enchimento e arrefecimento do molde - abertura e remoção do molde. Depois de retirar a peça de plástico, o molde é novamente fechado e é efectuado o ciclo seguinte.
Depreciação de equipamentos e custos de manutenção
refere-se aos custos de amortização e manutenção necessários para adquirir e utilizar o equipamento. Estes incluem os custos de aquisição do equipamento, os custos de manutenção do equipamento e o custo inicial elevado.
Custos de aquisição de equipamento: Ao adquirirem equipamento, as empresas devem considerar exaustivamente factores como o desempenho do equipamento, o preço e a manutenção subsequente, e escolher equipamento com uma elevada relação custo-eficácia, reduzindo assim os custos de aquisição de equipamento.
Custos de manutenção do equipamento: A manutenção regular do equipamento para garantir que o equipamento está em boas condições de funcionamento pode prolongar a vida útil do equipamento e reduzir os custos de manutenção do equipamento, conseguindo assim um baixo custo

Custo do trabalho
O custo do trabalho inclui o custo direto do trabalho e o custo indireto do trabalho. Além disso, os funcionários são de alto grau , O custo direto da mão de obra refere-se ao custo direto da mão de obra necessária para produzir produtos, que inclui principalmente os salários, benefícios e despesas relacionadas à gestão de recursos humanos dos trabalhadores operacionais.
Os custos indiretos de mão de obra referem-se aos custos de mão de obra utilizados para suporte indireto no processo de produção, como pessoal de gerenciamento de produção, pessoal de manutenção, etc. Os funcionários são de alto grau , Embora esse pessoal não esteja diretamente envolvido na produção do produto, sua tecnologia de fabricação estabelecida desempenha um papel importante para garantir o funcionamento normal do processo de produção.
Quais são as dificuldades no processo de moldagem por injeção?
A moldagem por injeção é uma tecnologia comum de processamento de plásticos, mas existem também algumas dificuldades e problemas, incluindo, mas não se limitando aos seguintes aspectos.
A posição do portão do molde e a correção do molde
Porta: A porta é uma ranhura curta com uma pequena área de secção transversal, utilizada para ligar o corredor e a cavidade do molde. Colocar a comporta na parte mais espessa do produto e vazar a partir da parte mais espessa pode proporcionar melhores efeitos de enchimento e de retenção de pressão. Se a pressão de retenção for insuficiente, as áreas mais finas solidificarão mais rapidamente do que as áreas mais grossas. Evitar colocar a comporta onde a espessura muda subitamente para evitar histerese ou disparos curtos.
Controlo da temperatura do molde
Diferentes materiais de borracha requerem diferentes temperaturas de molde; moldes com diferentes qualidades de superfície e diferentes estruturas requerem diferentes temperaturas de molde, o que requer o design direcionado do sistema de controlo de temperatura; a temperatura do molde frontal é mais elevada do que a diferença de temperatura do molde traseiro é geralmente de cerca de 20~30o; a temperatura do molde frontal necessária para os brilhos é mais elevada do que a temperatura do molde frontal necessária para as superfícies lisas.
Quando o molde frontal precisa passar água quente ou óleo quente, a diferença geral de temperatura é de cerca de 40o; quando a temperatura real do molde não pode atingir a temperatura necessária do molde, o molde deve ser aquecido. Portanto, ao projetar o molde, deve ser considerado se o calor trazido para o molde pelo material de borracha pode atender aos requisitos de temperatura do molde.
Para além de ser consumido por radiação térmica e condução de calor, a maior parte do calor introduzido no molde pelo material de borracha tem de ser consumido pelo circuito de circulação. O meio de transferência de calor é trazido para fora do molde. O calor em peças de fácil transferência de calor, como o cobre-berílio, não é exceção; a temperatura do molde deve ser equilibrada e não deve haver sobreaquecimento ou subarrefecimento local.
Requisitos em matéria de ambiente de purificação para o transporte de matérias-primas plásticas
Durante o transporte de partículas de plástico, deve prestar-se atenção à seleção da temperatura de transporte adequada para evitar a deformação ou a decomposição das partículas a temperaturas altas ou baixas; manter as partículas num estado seco para evitar danos nas partículas devido à humidade e à influência da água; evitar o contacto com substâncias nocivas, como ácidos, álcalis, etc;
Cumprir rigorosamente os vários regulamentos e leis e regulamentos e não sobrecarregar, acelerar, etc. durante o transporte; verificar regularmente o estado dos veículos e dos materiais de embalagem e substituir prontamente as peças e materiais danificados
Manter o ambiente da oficina limpo durante o controlo do processo de produção
O processo de produção de moldagem por injeção produzirá vários gases residuais, águas residuais e plástico não utilizado ou resíduos que poluem o ambiente. Uma vez que o objetivo de redução da emissão dupla de carbono está atualmente a ser implementado, é necessário tomar as medidas de proteção ambiental correspondentes para o processamento.

Conclusão
Moldagem por injeção é um método de moldagem amplamente utilizado, mas também tem algumas deficiências e limitações na produção atual, como o custo elevado, o processo complexo, o ciclo de produção longo e a propensão para defeitos. Estas deficiências podem ser melhoradas optimizando o processo, melhorando o desempenho do equipamento, melhorando os materiais do molde ou desenvolvendo a tecnologia mais competitiva em termos de custos para satisfazer a procura de produtos de maior qualidade.







