 Saltar para o conteúdo
Saltar para o conteúdo 

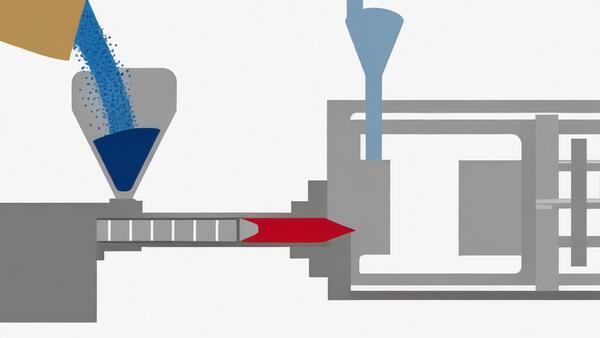
Introdução: A maioria dos plásticos é fabricada por moldagem por injeção. É uma óptima maneira de fazer muitas coisas de forma rápida e barata. Mas é preciso ter cuidado. Se não o fizeres, as peças não se encaixam quando as tentas montar.

Isso é mau porque os moldes custam muito dinheiro. Este artigo mostrar-lhe-á como garantir que as suas peças se encaixam e são de boa qualidade.
O que são tolerâncias de moldagem por injeção?
As coisas encolhem. É um facto da vida. E não é sempre o mesmo. Por isso, é necessário definir um intervalo de encolhimento aceitável para que a peça funcione.
Estes intervalos são designados por tolerâncias. São realmente importantes para peças grandes e peças que são feitas de mais do que uma peça. Se as peças não se encaixarem porque não estão dentro das tolerâncias, a peça não funcionará. E o utilizador não ficará satisfeito.

Os moldes de injeção são maquinados por CNC com tolerâncias de ±.005 polegadas. As tolerâncias apertadas de moldagem por injeção referem-se a variações de ±.002 polegadas. As tolerâncias muito apertadas referem-se a ±.001 polegadas. As peças com tolerâncias normais têm um preço inferior ao das peças com tolerâncias mais apertadas.
Por conseguinte, a determinação das tolerâncias ideais para as peças moldadas por injeção é importante para produzir peças de alta qualidade a um preço acessível.
Porque é que as tolerâncias de moldagem por injeção são tão importantes?
É importante especificar corretamente a tolerância da moldagem por injeção para que a peça final encaixe quando for montada.

É possível controlar as tolerâncias da moldagem por injeção utilizando bons princípios de conceção e fabrico, escolhendo o material certo, concebendo corretamente a ferramenta e controlando o processo.
Quando se fabricam peças, nem todas serão exatamente iguais. É necessário definir a quantidade de variação aceitável para que as peças funcionem da forma pretendida. Isto torna-se mais importante quando se começa a juntar peças.
Por exemplo, se tivermos duas peças planas que têm de ser aparafusadas, os orifícios de cada peça têm de estar no sítio certo. Os furos de uma peça têm de estar no sítio certo em relação aos furos da outra peça.

Parece simples, mas quando se começa a juntar uma série de peças, uma delas pode estragar tudo.
Pode utilizar o empilhamento de tolerâncias e a análise estatística para descobrir como fazer peças moldadas por injeção que funcionem em conjunto.
Quais são os factores que afectam as tolerâncias de moldagem por injeção?
Desenho da peça
Uma das formas mais importantes de limitar o empeno, a contração excessiva e o desalinhamento das peças é utilizar os princípios DFM ao conceber as suas peças.

A melhor forma de o conseguir é trabalhar com o seu projeto de moldagem por injeção logo no início do processo de conceção, de modo a evitar reformulações dispendiosas mais tarde na fase de conceção.
Espessura da parede
As peças com uma espessura de parede variável podem sofrer uma contração desigual. Quando as áreas espessas não podem ser evitadas, é necessário utilizar o sistema de perfuração para manter a espessura da parede uniforme.
Uma espessura de parede irregular pode provocar a deformação da peça, o que pode afetar as tolerâncias e a montagem.

Paredes mais espessas nem sempre são a melhor escolha para aumentar a resistência; sempre que possível, é melhor utilizar nervuras e reforços para melhorar a resistência da peça.
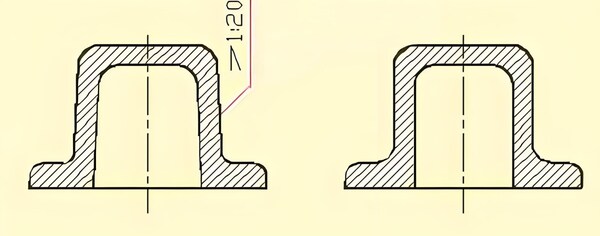
Ângulo de inclinação
O ângulo de inclinação é muito importante para garantir que a peça sai facilmente do molde.
Se não estiver correto, a peça pode ficar presa quando a tentar retirar, e pode raspar e deformar a peça. O ângulo de inclinação pode ser de 0,5° a 3°, dependendo do design da peça e do acabamento da superfície.
Caraterísticas do chefe
As saliências são frequentemente utilizadas para acomodar fixadores quando se montam várias peças de plástico. Se os ressaltos forem demasiado grossos, podem deixar marcas na peça.
Se não estiverem ligadas às paredes laterais por nervuras, podem deformar-se significativamente. Este facto tornará a montagem destas peças quase impossível.
Seleção de materiais
É possível fabricar plásticos moldados por injeção a partir de uma série de resinas diferentes. A escolha depende do que se está a fazer.

Cada resina encolhe numa quantidade diferente. Quando desenha o molde, tem de ter em conta esta contração. Normalmente, o molde é aumentado em função da percentagem de retração do material.
Se estiver a fazer uma montagem multimaterial, tem de conceber para diferentes taxas de retração.
Se não conceber as tolerâncias corretamente, pode acabar por ter peças que não se encaixam umas nas outras. Este é um grande erro na moldagem por injeção.

As tolerâncias para a moldagem por injeção são determinadas principalmente pela retração do material e pela geometria da peça. É necessário finalizar a seleção do material antes de conceber e construir a ferramenta. A conceção da ferramenta depende muito do material escolhido.
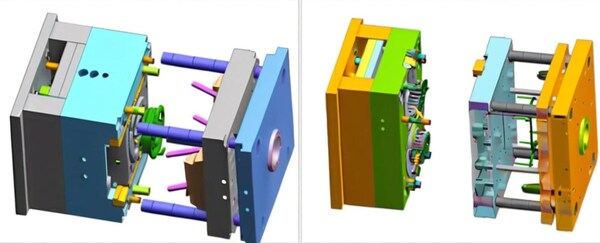
Conceção de ferramentas
Depois de selecionar o seu material, normalmente sobredimensiona a sua ferramenta para ter em conta o encolhimento que vai acontecer a esse material.
Mas a contração não acontece de forma consistente em todas as dimensões. Por exemplo, as peças mais grossas arrefecem a ritmos diferentes das peças mais finas.

Assim, se tiver uma peça complexa com uma mistura de paredes finas e grossas, terá taxas de arrefecimento variáveis.
E esse empeno ou afundamento pode afetar seriamente as tolerâncias e o ajuste da moldagem por injeção. Assim, para limitar estes efeitos, os fabricantes de ferramentas consideram o seguinte quando estão a conceber as caraterísticas do molde.
Arrefecimento de ferramentas: A refrigeração é importante. Uma má refrigeração tornará a peça má. Uma boa refrigeração tornará a peça boa. Colocar o arrefecimento no sítio certo.

Tolerância da ferramenta
Se uma ferramenta estiver fora de tolerância, todas as peças moldadas com essa ferramenta terão esse erro adicionado a qualquer erro causado pela contração.
No entanto, na maquinagem CNC, as tolerâncias das ferramentas são normalmente controladas e monitorizadas de forma rigorosa, pelo que uma ferramenta fora de tolerância raramente é a razão pela qual uma peça está fora de tolerância.
Para além disso, estas ferramentas são normalmente "seguras para aço". Isto significa que, quando uma ferramenta é fabricada, as dimensões ou caraterísticas críticas podem ser ajustadas com fresagem adicional.

Se as dimensões acabadas de determinadas peças estiverem fora de tolerância, o material adicional permite que a ferramenta seja afinada através da maquinagem.
Por exemplo, uma caraterística de furo de tolerância apertada numa peça pode ter uma ferramenta que foi concebida com um pino central que está no lado mais largo da tolerância.
Se o furo tiver de ser ajustado, será maquinado mais fino para o tornar mais fino.

Posição do ejetor
O ejetor empurra o molde para fora do molde quando este abre. Isto tem de ser feito o mais rapidamente possível para minimizar o tempo de ciclo.

Se o ejetor for colocado numa posição não ideal, pode danificar a peça. Alguns materiais não são completamente rígidos quando deixam a ferramenta. Uma ejeção irregular pode causar deformações graves e inconsistências dimensionais.
Localização do portão
O portão é onde a resina entra na ferramenta. Se a colocar no sítio errado, ficará com mau aspeto.

Além disso, se não encher o molde de forma homogénea, irá obter deformações e retracções. Por vezes, é necessário mais do que um portão para encher o molde uniformemente e evitar estes problemas.
Controlo de processos
Mesmo que se faça todo o trabalho de conceção inicial e considerações materiais para otimizar uma peça para moldagem por injeção tolerâncias, é possível que a peça esteja fora de tolerância quando as primeiras amostras forem entregues.
Depois de combinar todos os métodos acima referidos, o passo seguinte para melhorar o cumprimento da tolerância é ajustar o processo.
O controlo da temperatura, da pressão e do tempo de permanência são algumas das formas mais comuns de melhorar a qualidade das peças.
Uma vez determinado o conjunto ideal de condições, o molde pode criar peças consistentes com muito pouca variação dimensional de peça para peça.
Quando se lida com peças complexas e com várias caraterísticas, pode ser uma boa ideia colocar sensores de pressão e temperatura na ferramenta para medir estes parâmetros durante o processo de fabrico para obter feedback em tempo real e controlo do processo.

Manter a pressão e a temperatura na ferramenta durante todo o tempo pode ajudá-lo a manter tolerâncias consistentes.
Quando se lida com peças complexas e com várias caraterísticas, pode ser uma boa ideia colocar sensores de pressão e temperatura na ferramenta para medir estes parâmetros durante o processo de fabrico para obter feedback em tempo real e controlo do processo.
Manter a pressão e a temperatura na ferramenta durante todo o tempo pode ajudá-lo a manter tolerâncias consistentes.

Como otimizar as tolerâncias de moldagem por injeção?
Conceção de peças para fabrico
Para evitar mais tarde redesenhos dispendiosos e demorados, é importante prever problemas de tolerância numa fase inicial do processo de conceção.
Para minimizar o risco de deformação e desalinhamento, os projectistas devem seguir as diretrizes de design para a capacidade de fabrico (DFM). DFM significa conceber peças tendo em conta um processo de fabrico específico.
Quando se está a desenhar uma peça para fabrico, é necessário pensar na forma como vai ser feita. Isso significa que tem de considerar coisas como a espessura das paredes, a inclinação dos lados e o tipo de caraterísticas de design que deve incluir, como saliências.
Um dos aspectos mais importantes a ter em conta é a espessura das paredes. Se as paredes não tiverem a mesma espessura a toda a volta, a peça encolherá de forma desigual quando arrefecer.

Isso pode fazer com que a peça se deforme e, se se deformar, não será capaz de manter tolerâncias apertadas. Por vezes, é melhor adicionar nervuras de suporte para tornar a peça mais forte em vez de tornar as paredes mais espessas.
Os ângulos de inclinação são importantes para garantir que as peças saem do molde sem deformar ou riscar. O ângulo correto dependerá da peça e do acabamento que pretende, mas 1,5-2 graus de inclinação é normalmente o mínimo que deve utilizar para a maioria das peças moldadas por injeção.

As saliências são caraterísticas de peças elevadas que são frequentemente utilizadas para manter juntas várias peças de plástico durante a montagem. Se a saliência for concebida com uma espessura demasiado grande, pode causar marcas de afundamento na superfície da peça.
Além disso, se as saliências não estiverem ligadas às paredes laterais da peça (normalmente através de nervuras de suporte), podem facilmente deformar-se ou deformar-se, o que pode prejudicar seriamente a capacidade de fixação do componente.

O tamanho é importante
Quanto maior for a peça ou o produto que está a fabricar, mais importantes se tornam as tolerâncias. Na moldagem por injeção de plástico, uma peça maior pode deformar-se ou encolher. Por isso, o tamanho é importante.

Chefe
As bossas são um fator importante na conceção de produtos. São utilizadas para manter as peças unidas quando estão a ser montadas. Há algumas coisas em que tem de pensar quando estiver a desenhar as bossas. Uma delas é que as paredes da saliência não podem ser demasiado espessas.
Se fizer a saliência demasiado grossa, vai ter vazios e marcas de afundamento. Além disso, deve fazer o núcleo das saliências (ou seja, ligá-las à parede lateral mais próxima). Ao fazê-lo, obtém-se uma melhor distribuição da carga na peça e esta fica mais fresca e o material flui melhor.
Escolher o material ideal para a sua aplicação
A seleção do material é tão importante como a conceção da peça quando se trata de tolerâncias de moldagem por injeção. Existem muitos plásticos diferentes que podem ser utilizados no processo científico de moldagem por injeção. Diferentes materiais têm diferentes taxas de contração.

Isto deve ser tido em conta ao selecionar o material de moldagem por injeção e ao conceber os moldes. Se uma peça for composta por mais do que um material, as diferentes taxas de contração devem ser tidas em conta para garantir que as peças se encaixam como pretendido.

Por conseguinte, é importante ter um bom conhecimento dos diferentes materiais de moldagem por injeção para garantir tolerâncias de moldagem por injeção consistentes.
A moldagem por injeção funciona com muitos tipos diferentes de plástico - e pode torná-los ainda melhores adicionando-lhes material. Também os pode tornar mais fortes ou mais estáveis.
A possibilidade de escolher entre tantos materiais diferentes é óptima para as equipas de produto, porque podem melhorar ainda mais os materiais e as qualidades de desempenho que pretendem para o seu produto.

As diferentes resinas encolhem a ritmos diferentes, pelo que é necessário ter este facto em consideração ao escolher um material e ao conceber o molde.
Se estiver a montar peças feitas de materiais diferentes, é necessário ter em conta as diferentes taxas de contração para garantir que as peças se encaixam como é suposto.
Conhecer as propriedades da resina que está a utilizar é a chave para obter tolerâncias consistentes no plástico moldagem por injeção.
Quando estiver a escolher materiais, utilize estes factores para o ajudar a escolher:

Composição plástica
Os plásticos amorfos (como o ABS) encolhem menos do que os plásticos semi-cristalinos (como o polietileno) porque estão menos compactados.
Peso molecular
As resinas de elevado peso molecular têm elevada viscosidade e elevada queda de pressão, o que pode aumentar a contração.
Aditivos
A adição de cargas com baixa expansão térmica reduzirá a contração. Diferentes resinas têm diferentes taxas de contração. Por conseguinte, é necessário ter em conta este facto na seleção do material e na conceção do molde de injeção para reduzir os defeitos cosméticos, tais como deformações, cedências, fissuras e distorções, que podem afetar as tolerâncias da peça moldada.
Considerações sobre as ferramentas
Uma vez que as ferramentas de molde são normalmente feitas um pouco maiores para permitir a contração do material, a primeira coisa que precisa de saber é qual o material que vai utilizar. Uma boa conceção da ferramenta é fundamental para garantir que as peças arrefecem corretamente e cumprem as tolerâncias apertadas da moldagem por injeção.

As ferramentas de molde precisam de fornecer aquecimento e arrefecimento consistentes e repetíveis entre disparos - caso contrário, será difícil manter tolerâncias apertadas, o que é especialmente importante à medida que a complexidade da peça (e da ferramenta) aumenta.
Um arrefecimento deficiente ou inconsistente pode levar a desvios significativos dos requisitos de tolerância. Ao monitorizar a pressão de injeção, a viscosidade da resina e o tempo de enchimento, os engenheiros podem controlar e ajustar as variáveis de produção para garantir uma pressão, aquecimento e arrefecimento adequados durante o processo de injeção.
Para garantir que a resina flui uniformemente para o molde e para evitar o encolhimento e a deformação, é necessário descobrir onde colocar a porta (o orifício por onde entra a resina).

Se estiver a fazer uma peça moldada por injeção complicada, poderá precisar de mais do que uma porta para garantir que a resina preenche o molde uniformemente e arrefece corretamente. Também tem de pensar onde colocar os pinos ejectores.
Podem alterar o tamanho da peça porque alguns materiais não são totalmente rígidos quando são retirados do molde (normalmente para encurtar o tempo de ciclo).
É necessário colocar os pinos no sítio certo para que a peça não se deforme e a superfície não fique estragada.

Embora as tolerâncias na própria ferramenta sejam normalmente controladas de forma muito rigorosa (pode ser feito algum nível de refinamento se um molde maquinado por CNC estiver a produzir um componente que não esteja dentro das tolerâncias aceitáveis), esta é outra consideração importante que a equipa do produto deve examinar cuidadosamente.
Quando se escolhe o material certo, os projectistas de moldes oferecem-se para sobredimensionar o molde para ter em conta a contração do material.
Diferentes materiais têm diferentes taxas de contração devido a espessuras desiguais. Para reduzir este fenómeno, deve ter em conta os seguintes pontos ao conceber o molde.

Arrefecimento de ferramentas
O arrefecimento é um fator importante na moldagem científica. É o que faz a diferença entre uma peça boa e uma peça má. O arrefecimento é o processo de arrefecer o plástico depois de ter sido aquecido e antes de ser ejectado.
O arrefecimento tem de ser uniforme. Se não for, haverá retração, marcas de afundamento, problemas de ejeção, deformação e todo o tipo de outros problemas. Estes problemas podem afetar o aspeto da peça, o seu encaixe e o seu funcionamento.
Para obter o arrefecimento correto, é necessário colocar os canais de arrefecimento nos locais certos do molde. Também pode ser necessário ter em atenção aspectos como a pressão de injeção, a espessura da resina e o tempo que demora a encher o molde.

Tolerâncias de ferramentas
Os moldes de injeção são normalmente fabricados utilizando maquinagem CNC, o que permite obter tolerâncias apertadas, mantendo assim a precisão ao longo dos ciclos de aquecimento e arrefecimento do processo.

As tolerâncias garantem que a peça arrefece corretamente sem prejudicar a precisão. Não é comum devido à maquinagem CNC, mas se não controlar as tolerâncias quando faz moldes, pode obter alguns defeitos graves como empenos, retracções e afundamentos.
Localização do pino ejetor
O pino ejetor é uma caraterística do molde de injeção que empurra o produto final para fora do molde. O pino tem diferentes formas (de preferência planas) através das quais é aplicada uma determinada força para empurrar o produto para fora.
Por conseguinte, se for colocado numa posição incorrecta, pode causar reentrâncias desnecessárias no produto acabado.
Além disso, em materiais não rígidos ou materiais que arrefecem de forma irregular, os pinos ejectores podem causar fissuras nos produtos inacabados, resultando em alguns defeitos cosméticos e anomalias físicas.
Localização do portão
O portão é onde o plástico entra no molde. Quando decidir onde colocar o portão, deve pensar em: Colocar a porta onde o plástico é mais grosso: Isto fará com que a peça seja mais forte e tenha um melhor aspeto.

Coloque o portão onde o plástico é mais espesso: Isto tornará a peça mais forte e com melhor aspeto. Coloque a porta onde o plástico é mais espesso: Isto tornará a peça mais forte e terá um melhor aspeto. Não coloque a porta onde haja coisas no caminho, como pinos e outras peças.
Não coloque o portão num local onde o corredor fique com mau aspeto ou a peça fique com mau aspeto. O portão tem de estar no sítio certo, porque se estiver no sítio errado, a peça ficará com mau aspeto e não funcionará corretamente.
Implementar o controlo de processos repetíveis
O controlo do processo é a forma como os fabricantes calibram as variáveis que podem afetar a qualidade das peças. Estas variáveis são parte integrante de cada processo de fabrico e a sua calibração ajuda a reduzir os desvios. As variáveis mais comuns são a temperatura, a pressão e o tempo de retenção. Algumas formas de o conseguir incluem:

É possível incorporar sensores de temperatura e pressão no molde para medir o ambiente do molde e fornecer feedback em tempo real e um controlo repetível do processo.
As resinas têm um elevado coeficiente de expansão térmica e provocam alterações dimensionais devido a mudanças de temperatura.
Por conseguinte, quando a peça é processada a uma temperatura constante. O processo de fabrico envolve um grande número de variáveis que afectam a viabilidade e a qualidade de uma peça, e o controlo do processo é um meio de calibrar estas variáveis para minimizar os desvios.

Os sensores de pressão e de temperatura nas ferramentas de moldes são importantes para um bom controlo do processo, uma vez que fornecem feedback em tempo real sobre estes parâmetros.
Isto permite-lhe fazer ajustes rápidos quando vê que algo está a correr mal. Quando tiver estas variáveis sob controlo e as puder repetir, a ferramenta de molde produzirá peças com tolerâncias apertadas e pouca variação.
As resinas plásticas têm normalmente um coeficiente de expansão térmica mais elevado, o que significa que é mais provável que mudem de dimensão quando a temperatura muda.

Assim, as peças com tolerâncias mais apertadas precisam frequentemente de ser medidas à mesma temperatura para garantir que mantêm o mesmo tamanho e funcionam corretamente.
Tolerâncias de moldagem por injeção alcançáveis
Para obter tolerâncias reais de moldagem por injeção, pode colocar algumas tolerâncias viáveis de moldagem por injeção de plástico no seu projeto de molde de plástico. Eis os principais plásticos que são normalmente utilizados na moldagem por injeção de plástico:
Tolerâncias dimensionais +/- Mm
A exatidão é uma coisa difícil de manter. É por isso que os projectistas utilizam o símbolo (+/-) para indicar a gama de medições.

Cada material tem um intervalo de tolerância diferente à medida que o tamanho aumenta. A tabela acima mostra as tolerâncias dimensionais dos principais plásticos para moldagem por injeção.
Tolerância de retilinearidade/pluralidade
A deformação ocorre porque o plástico encolhe a taxas diferentes na direção do fluxo e ao longo da direção do fluxo. Pode acontecer devido a diferentes espessuras de parede, que encolhem a taxas diferentes. É possível minimizar o empeno ajustando o desenho do molde, encontrando uma melhor localização da porta e controlando o processo.

No entanto, poderá ter de ter uma tolerância prática no lado do plástico, porque é difícil retirar 100% da deformação.
Tolerância do diâmetro do furo +/- Mm
Quanto maior for o furo, maior será a tolerância a ter em conta. A imagem acima mostra-lhe as tolerâncias para diferentes tamanhos de furos.
Tolerância da profundidade do furo cego +/- Mm
Os furos cegos são furos efectuados na peça de trabalho utilizando um núcleo de inserção sem penetrar completamente. São fixados numa extremidade, o que os torna mais susceptíveis de se deformarem sob fortes forças de fluxo de fusão. A figura acima mostra as diferentes tolerâncias que podem ser utilizadas.

Tolerância de Concentricidade/Ovalidade +/- Mm
É aqui que se determina a espessura da parede (a diferença entre o diâmetro externo e o diâmetro interno). O gráfico acima mostra as diferentes tolerâncias e a diferença de custo para atingir essa tolerância.
Conclusão
Há sempre alguma variação na moldagem por injeçãoPor isso, tem de haver uma gama admissível de desvios para permitir que a peça funcione corretamente após a montagem.

É por isso que as tolerâncias da moldagem por injeção são tão importantes quando se trata de montar produtos com várias peças moldadas por injeção. Além disso, o design da moldagem por injeção segue os princípios da manufacturabilidade para otimizar a espessura da parede, os ângulos de inclinação e as caraterísticas da saliência para garantir que as peças mantêm tolerâncias apertadas durante a produção e a montagem.
Quando se controla e optimiza as tolerâncias de moldagem por injeção, é possível descobrir a gama de desvios permitida que ajudará o seu produto a funcionar no seu melhor.

Há muitas formas de o fazer, mas todas elas dependem do DfM, da seleção de materiais e do controlo do processo. Este artigo ajuda-o a simplificar algumas das formas mais úteis de o fazer para o seu projeto.







