 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A moldagem por injeção é um método de fabrico bastante interessante. Já existe há algum tempo e torna o fabrico mais rápido. A velocidade e a facilidade de produção são considerações fundamentais no fabrico, especialmente na produção em massa, uma vez que esta traz muitas vantagens. Estas vantagens incluem custos de desenvolvimento mais baixos, maior precisão de previsão, inovação mais rápida e maior quota de mercado.
O que significa moldagem por injeção?
A moldagem por injeção é um processo de fabrico em que se pega num material derretido e o esguicha para um molde. Depois, deixa-se arrefecer e endurecer. Depois disso, retira-se o material do molde. Este processo pode ser utilizado para fabricar uma coisa, mas normalmente é utilizado para a produção de grandes volumes.
O material que se esguicha para dentro do molde é normalmente plástico ou borracha. Porque produz uma grande quantidade de material muito rapidamente e é sempre bom, moldagem por injeção é utilizado em todo o lado para fabricar peças eléctricas, peças de automóveis, material plástico barato, peças de mobiliário e todo o tipo de outras coisas.
Quais são os principais parâmetros de moldagem por injeção?
O ciclo de moldagem por injeção tem uma série de aspectos que é necessário verificar para produzir boas peças de plástico. Algumas dessas coisas são:

Pressão de injeção: Esta é a força com que se empurra o plástico para dentro do molde. É importante garantir que o molde enche corretamente e que as peças saem bem.
Temperatura do molde: É a temperatura a que o molde está quando se fazem as peças. Afecta a forma como o plástico flui, a forma como as peças arrefecem e a qualidade das peças.
Pressão do bocal: Esta é a força com que se empurra o plástico para dentro do molde a partir do bocal. Faz parte da pressão de injeção, mas é apenas a pressão no molde.
Taxa de recuperação: A rapidez com que o material recupera após ter sido esmagado durante o processo de injeção.
Taxa de retração: O quanto a peça moldada encolhe do estado fundido para o estado sólido.
Força de aperto: A força que mantém as metades do molde juntas enquanto o plástico está a ser injetado e arrefecido.

Velocidade do parafuso: A velocidade a que gira o parafuso no interior do cilindro da máquina de moldagem por injeção. A velocidade do parafuso controla a rapidez com que o plástico é empurrado para dentro da cavidade do molde e afecta o tempo que demora a encher e a arrefecer.
Quais são as condições do processo de moldagem por injeção?
Controlo da temperatura
Temperatura do barril
As temperaturas que têm de ser controladas no processo de moldagem por injeção incluem a temperatura do cilindro, a temperatura do bocal e a temperatura do molde. As duas primeiras temperaturas afectam principalmente a plastificação e o fluxo do plástico, enquanto a última temperatura afecta principalmente o fluxo e o arrefecimento do plástico. Cada tipo de plástico tem uma temperatura de fluxo diferente.
Fontes ou marcas diferentes do mesmo tipo de plástico têm temperaturas de escoamento e temperaturas de decomposição diferentes. Isto deve-se ao facto de terem pesos moleculares médios e distribuições de peso molecular diferentes. O processo de plastificação dos plásticos em diferentes tipos de máquinas de injeção também é diferente, pelo que a temperatura do cilindro também é diferente.

Temperatura do bico
A temperatura do bocal é normalmente ligeiramente inferior à temperatura máxima do cilindro. Isto é para evitar o "fenómeno de baba" que pode ocorrer no bocal de passagem direta. A temperatura do bocal não pode ser demasiado baixa, caso contrário, provocará a coagulação prematura da massa fundida e bloqueará o bocal, ou afectará o desempenho do produto devido à injeção de coagulação prematura na cavidade do molde.
Temperatura do molde
A temperatura do molde é muito importante para o desempenho intrínseco e a qualidade aparente do produto. A temperatura do molde é determinada pela presença ou ausência de cristalinidade do plástico, pelo tamanho e estrutura do produto, pelos requisitos de desempenho e por outras condições do processo (temperatura de fusão, velocidade de injeção e pressão de injeção, ciclo de moldagem, etc.).

Controlo da pressão
A pressão no processo de moldagem por injeção inclui a pressão de plastificação e a pressão de injeção, que afectam diretamente a plastificação do plástico e a qualidade do produto.
Pressão de plastificação
(Contrapressão) Quando se utiliza uma máquina de injeção de parafuso, a pressão no topo do parafuso quando este roda para trás é chamada pressão de plastificação, também conhecida como contrapressão. A dimensão desta pressão pode ser ajustada através da válvula de descarga no sistema hidráulico.
Quando se injecta, o tamanho da pressão de plastificação não muda com a velocidade da rosca. Se aumentar a pressão de plastificação, aumentará a temperatura da massa fundida, mas abrandará a plastificação. Além disso, aumentar a pressão de plastificação pode muitas vezes tornar a temperatura da massa fundida uniforme, o corante misturar-se uniformemente e descarregar o gás na massa fundida.

Em geral, o objetivo é utilizar a menor pressão possível para derreter o plástico e criar uma boa peça. O número exato depende do plástico, mas normalmente é inferior a 20 kg/cm2.
Pressão de injeção
Na maioria das máquinas de injeção actuais, a pressão de injeção é determinada pela pressão aplicada pelo êmbolo ou pela parte superior do parafuso ao plástico (convertida a partir da pressão do circuito de óleo). O objetivo da pressão de injeção na moldagem por injeção é ultrapassar a resistência do fluxo de plástico do cilindro para a cavidade, controlar a taxa de enchimento da massa fundida e embalar a massa fundida.

Ciclo de moldagem
O ciclo de moldagem está diretamente relacionado com a produtividade do trabalho e a utilização do equipamento. Por conseguinte, no processo de produção, o tempo relevante no ciclo de moldagem deve ser encurtado tanto quanto possível, garantindo a qualidade. Em todo o ciclo de moldagem, o tempo de injeção e o tempo de arrefecimento são os mais importantes e têm uma influência decisiva na qualidade do produto.
O outro momento do ciclo de moldagem está relacionado com o facto de o processo de produção ser contínuo e automatizado, bem como com o grau de continuidade e automatização.

Quais são os materiais habitualmente utilizados para a moldagem por injeção?
A escolha dos materiais plásticos não é aleatória; é uma decisão estratégica baseada no que se está a fazer. Quer se trate da transparência do policarbonato em peças ópticas ou da resistência ao desgaste do nylon em peças mecânicas, cada material desempenha um papel vital no sucesso do processo de moldagem por injeção.

Polipropileno (PP)
O PP, ou polipropileno, é um termoplástico versátil que é utilizado em moldagem por injeção. É leve, resistente a produtos químicos e pode suportar muito desgaste. É por isso que é tão popular para fabricar coisas como embalagens, contentores e peças de automóveis.

Acrilonitrilo Butadieno Estireno (ABS)
O ABS é conhecido pela sua força, resistência ao impacto e estabilidade dimensional. Estas propriedades, juntamente com a sua capacidade de ser facilmente moldado e colorido, fazem do ABS uma escolha de topo para o fabrico de bens de consumo, peças para automóveis e caixas electrónicas.
Polietileno (PE)
O polietileno (PE) é um plástico leve, conhecido por ser flexível e barato. Tem diferentes tipos, como o PEAD e o PEBD, que podem ser utilizados numa série de indústrias diferentes, desde embalagens e contentores a produtos agrícolas e brinquedos.

Poliestireno (PS)
O poliestireno (PS) é transparente, duro e barato. O PS é frequentemente utilizado em materiais descartáveis, como embalagens, recipientes para alimentos e talheres descartáveis, e é apreciado pela sua facilidade de moldagem e baixo custo.
Nylon (PA 6)
O nylon, especialmente o nylon 6 ou PA 6, é conhecido por ser forte, duro e resistente à abrasão. É ótimo para fazer peças mecânicas e é muito utilizado em coisas como engrenagens, rolamentos e outras peças que precisam de ser feitas em grandes quantidades, durar muito tempo e ser feitas com muita precisão.

Policarbonato (PC)
O PC, ou policarbonato, é conhecido por ser transparente, resistente e capaz de suportar altas temperaturas. É por isso que é utilizado para fazer coisas como lentes de óculos, peças de computador e material transparente que não se parte em muitas indústrias diferentes.
Polioximetileno (POM)
O POM, também conhecido como acetal ou Delrin, é um plástico de engenharia super-resistente com grande estabilidade dimensional. É perfeito para o fabrico de engrenagens, casquilhos e outras peças de precisão porque tem baixa fricção e desgaste e é bom com produtos químicos.

O que é o equipamento de moldagem por injeção?
Que tipos de máquinas de moldagem por injeção existem?
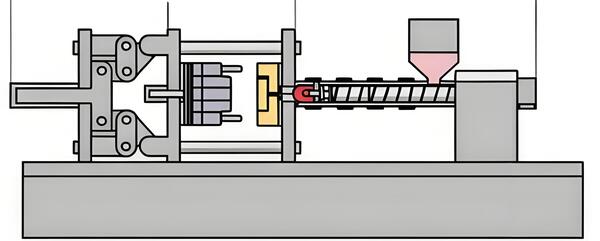
Existem tipos de máquinas de moldagem por injeção verticais, horizontais, de ângulo reto, rotativas e excêntricas, de acordo com as suas caraterísticas de aparência. Atualmente, o tipo horizontal é o mais utilizado. De acordo com a forma como os plásticos de engenharia são derretidos e plastificados no barril, existem dois tipos normalmente utilizados: tipo de êmbolo e tipo de parafuso.

A máquina de injeção de êmbolo raramente se desenvolveu nos últimos anos devido às suas desvantagens, como a baixa capacidade de plastificação, a plastificação irregular, a grande perda de pressão de injeção e a baixa velocidade de injeção. A mais utilizada é a máquina de injeção de parafuso alternativo.
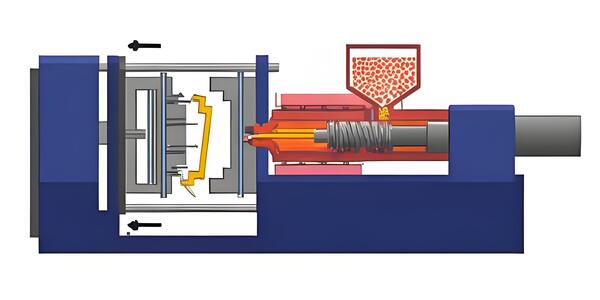
Quais são os componentes de uma máquina de moldagem por injeção?
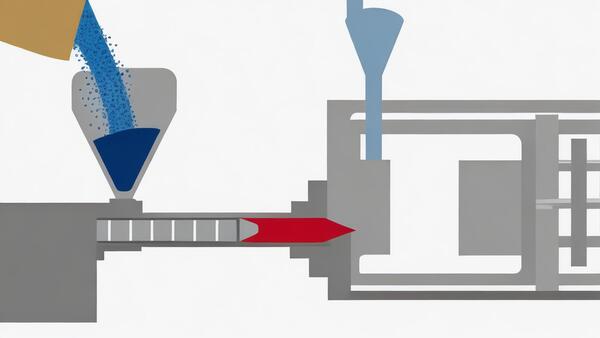
Saltitão: É um recipiente na parte superior da máquina de moldagem por injeção que contém as matérias-primas (normalmente granulados de plástico ou resina). Este alimenta o material no cilindro da máquina de moldagem.

Barril: É um tubo comprido no interior da máquina de moldagem por injeção onde as matérias-primas são fundidas e misturadas. Tem o parafuso e o aquecedor.
Parafuso: É a coisa que anda para trás e para a frente dentro do barril. Derrete e mistura as matérias-primas e depois esguicha-as no molde.

Aquecedores: São utilizados para aquecer o cilindro da máquina de moldagem por injeção, mantendo a temperatura necessária para fundir as matérias-primas. Asseguram que o material flui corretamente e que o molde é adequado.
Prato: Esta é uma das duas placas que mantêm as duas metades juntas durante o processo de moldagem por injeção. Pode mover-se para trás e para a frente para abrir e fechar o molde, para que possa retirar a peça e mudar o molde.
Bocal: É aqui que o plástico derretido sai do cilindro e entra no molde. Assegura que o plástico entra no molde de uma forma agradável e uniforme.

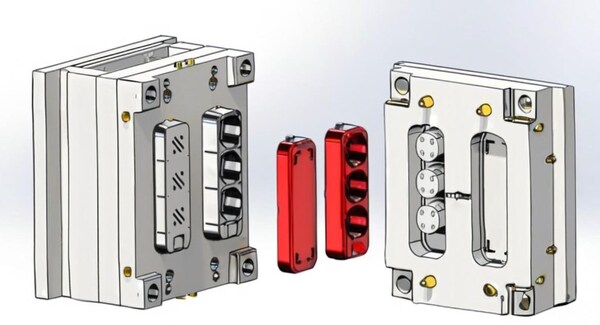
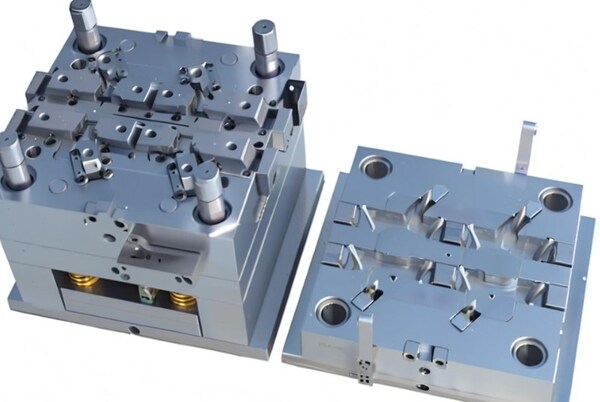
Moldes de injeção de plástico: Uma ferramenta sofisticada, normalmente feita de aço ou alumínio, que dá forma a uma peça de plástico. Tem duas metades (núcleo e cavidade) que se juntam para fazer um buraco onde o plástico derretido passa e depois endurece.
Cavidade do molde: Este é o buraco ou mossa no molde para onde vai o plástico derretido para fazer a peça final. Tem a forma exacta da peça que se pretende fazer.
Quais são os tipos de moldagem por injeção?
Sobremoldagem
A sobremoldagem é um processo em que se utilizam dois materiais diferentes para fazer uma peça. Molda-se o primeiro material e, em seguida, molda-se o segundo material sobre a primeira moldagem antes de esta arrefecer. Isto cria uma forte ligação entre os dois materiais. Pode utilizar esta tecnologia para fabricar peças com melhor aspeto e melhor funcionamento, sem ter de efetuar qualquer trabalho adicional para terminar a peça.
Moldagem por inserção
A moldagem por inserção é semelhante à sobremoldagem. Nesta técnica de moldagem por injeção, coloca-se um objeto pré-formado no molde antes de se verter o material fundido. A ideia é colocar o material pré-formado no objeto moldado. Uma das utilizações da moldagem por inserção é a colocação de orifícios para parafusos de metal em peças de plástico.

Moldagem por injeção de metal
Neste método, mistura-se metal em pó fino com cera, aglutinante de polipropileno ou outros polímeros para fazer uma mistura de matéria-prima. Depois, injeta-se no molde e arrefece-se. Depois de endurecer, retira-se parte da máscara utilizando processos catalíticos e solventes.
A fundição injetada, também conhecida como fundição sob alta pressão, é o processo de forçar o metal fundido numa cavidade sob alta pressão. Eis como funciona:

Em primeiro lugar, prepara-se o molde (matriz), o que significa que se lubrifica a cavidade do molde para que a peça fundida saia facilmente e se controla a temperatura. Depois, fecha-se o molde e injecta-se o metal fundido a uma pressão relativamente elevada, entre 1500 e 25400 psi. Os produtos fundidos sob pressão são feitos de metais não ferrosos como o cobre, o zinco, o alumínio e o chumbo.
Injeção de paredes finas
Este processo de moldagem por injeção é utilizado para fabricar peças de plástico com paredes muito finas, tais como embalagens de alimentos, peças de equipamento e instrumentos de laboratório. O tamanho destas peças é superior à sua espessura. Este processo de fabrico de paredes finas é mais difícil do que outros processos.

Micro Moldagem por Injeção
A moldagem por microinjecção é um processo de moldagem utilizado para produzir peças de plástico minúsculas com um peso de cerca de 1 a 0,1 gramas. Ajuda a fabricar micropeças de várias geometrias complexas com a máxima precisão e exatidão.
Moldagem por injeção assistida por gás
Quando se utiliza a moldagem por injeção para fabricar peças de plástico espessas, existe a possibilidade de o plástico fundido deformar as peças à medida que arrefece. A injeção assistida por gás evita que isso aconteça. Quando o plástico derretido endurece, o gás entra no molde através de um canal de gás para criar uma superfície lisa.

Como funciona a moldagem por injeção?
Para fazer moldagem por injeção, é necessária uma máquina de moldagem por injeção. O processo tem algumas etapas:
Fixação
Em primeiro lugar, o molde é fechado com um grampo para evitar que o plástico derretido saia devido à expansão térmica. A unidade de fixação aplica pressão para manter as metades do molde juntas e criar uma boa vedação. Este passo é importante porque prepara o terreno para os passos seguintes e mantém tudo estável enquanto o plástico é injetado e arrefecido.
Injeção
A fase de injeção começa com a injeção de plástico fundido na cavidade do molde sob alta pressão. O plástico fundido é o plástico que foi derretido até ao seu ponto de fusão. Esta fase requer um controlo preciso da velocidade de injeção, da pressão e da temperatura para garantir que o material preenche a cavidade de forma completa e uniforme.
Normalmente, um parafuso no interior da máquina de moldagem por injeção empurra o material fundido para dentro do molde em condições controladas. Quando a pressão de injeção é aplicada, o plástico derretido flui através do sistema de canais e para a cavidade do molde, onde toma a forma da peça pretendida.
Manutenção
Assim que o plástico quente é injetado no molde, há uma pequena pausa chamada fase de retenção. Durante esta fase, o material fica parado no molde metálico, deixando-o assentar e compactar-se uniformemente. É importante dar ao material tempo suficiente para se espalhar e preencher todos os cantos e fendas da peça. Esta fase ajuda a minimizar defeitos como bolsas de ar ou vazios e garante que a peça é sólida e uniforme.

Arrefecimento
Após a fase de retenção, o molde entra na fase de arrefecimento, onde o plástico fundido no interior da cavidade do molde endurece. O arrefecimento pode ser efectuado de várias formas, como passar um líquido de arrefecimento através de canais no molde ou deixar o molde arrefecer sozinho no ar.

O arrefecimento é muito importante para obter as propriedades da peça que se pretende, para garantir que a peça tem o tamanho correto e para evitar que se deforme ou fique estragada. Controlamos a rapidez com que a peça arrefece e certificamo-nos de que arrefece da mesma forma em todo o lado, para que não fique sob tensão no interior e para que arrefeça da mesma forma em todo o molde.
Abertura
Quando o plástico endurece, o molde passa por uma fase de abertura, em que as duas metades do molde se separam para mostrar a nova peça.

A abertura do molde é normalmente efectuada com um sistema hidráulico ou mecânico que aplica força ao mecanismo de fixação do molde, fazendo com que este se solte e abra. A precisão e a consistência são importantes nesta fase para garantir que a peça é ejectada suavemente sem qualquer dano. A abertura correta do molde também ajuda a evitar qualquer deformação ou distorção da peça à medida que esta sai da cavidade.
Ejeção (remoção do produto)
Uma vez aberto o molde, a peça final de plástico é expulsa da cavidade do molde, que é o último passo do processo de moldagem por injeção de plástico. A peça expulsa pode ser retirada manualmente por um operador ou automaticamente, utilizando pinos ou placas ejectoras incorporadas no desenho do molde.

Quando estiveres a retirar peças do sprue, tem cuidado para não danificares ou dobrares a peça. Também podes cortar qualquer plástico extra, chamado flash, para que a peça tenha um melhor aspeto e encaixe.
Quais são as vantagens da moldagem por injeção?
Alta precisão
A moldagem por injeção é um processo que permite fabricar peças com tolerâncias muito apertadas e dimensões consistentes. Permite aos fabricantes fabricar peças com formas complexas e detalhes intrincados com grande precisão, para que cada peça seja exatamente o que é suposto ser. A moldagem por injeção de borracha pode melhorar a eficiência da produção optimizando as definições da unidade de injeção.

Detalhes intrincados
Uma das coisas que torna a moldagem por injeção tão boa é o facto de se poderem fabricar peças com muitos detalhes e caraterísticas complicadas. Isto inclui paredes finas, padrões complicados, cortes inferiores, roscas e outros pormenores que podem ser difíceis ou impossíveis de fazer com outras formas de fabrico.
Demora mais tempo a começar
A moldagem por injeção demora normalmente mais tempo a preparar e a iniciar do que alguns métodos de prototipagem rápida, como a impressão 3D. É necessário conceber e construir moldes, efetuar ensaios de moldes e ajustar os parâmetros do processo antes de poder começar a fabricar peças em volume. Assim, o tempo desde o conceito até à peça acabada pode ser mais longo do que com métodos de prototipagem mais rápidos.

Durabilidade
As peças moldadas por injeção são resistentes. São feitas para serem fortes. O processo garante que o material é distribuído uniformemente, pelo que as peças são sólidas e aguentam bem as pancadas. Não se desgastam facilmente. Aguentam ser atingidas. Aguentam as condições climatéricas. É por isso que podem ser utilizados para todo o tipo de coisas em todo o tipo de indústrias.
Automatização
A moldagem por injeção é super automatizada, o que a torna mais rápida e poupa dinheiro em pessoal. As máquinas de moldagem por injeção automatizadas podem funcionar permanentemente com quase nenhum pessoal, pelo que as peças saem sempre bem e podem ser produzidas em grande quantidade. Isto também significa que pode fabricar muitas peças muito rapidamente, pelo que pode terminá-las a tempo e fabricá-las em grande quantidade, se necessário.
Quais são as desvantagens da moldagem por injeção?
Custos iniciais elevados do molde
Uma das grandes desvantagens da moldagem por injeção é o elevado custo de fabrico do molde. Conceber e fabricar um molde para se adaptar a uma forma de peça específica pode ser muito dispendioso, especialmente para desenhos complexos ou extravagantes. Este custo inicial pode ser um obstáculo para as empresas com produções mais pequenas ou orçamentos limitados.
Limitações de tamanho
Moldagem por injeção podem ter limitações de tamanho, especialmente para peças maiores. O tamanho da máquina de moldagem por injeção e a capacidade das cavidades podem limitar o tamanho máximo da peça que pode ser produzida. A produção de peças de grandes dimensões pode exigir equipamento especial ou múltiplas cavidades de molde, o que aumenta o custo e a complexidade.

Limitações de conceção
A moldagem por injeção é super versátil para fazer todos os tipos de formas e detalhes, mas ainda há algumas coisas em que tem de pensar quando está a desenhar a sua peça. Algumas formas, como cantos afiados, paredes finas ou orifícios profundos, podem dificultar o enchimento do molde, o arrefecimento da peça ou a sua retirada do molde.

Quando projecta uma peça moldada por injeção, tem de pensar em coisas como ângulos de inclinação, espessura da parede e outras regras de design para garantir que a sua peça pode ser fabricada e que será de boa qualidade. Por vezes, pode ser necessário utilizar material extra no molde ou passos adicionais para fabricar a peça, se esta tiver cortes inferiores ou formas estranhas no interior, o que pode torná-la mais cara e mais difícil de fabricar.
Quais são os defeitos mais comuns na moldagem por injeção?
Página de guerra
O empeno na moldagem por injeção ocorre quando a peça sai dobrada ou torcida. Isto acontece porque o plástico encolhe de forma desigual à medida que arrefece. Isto pode ser causado por um arrefecimento desigual no molde, o que coloca tensão na peça.

Para evitar deformações, certifique-se de que as paredes do seu molde têm a mesma espessura a toda a volta e dê à sua peça tempo suficiente para arrefecer lentamente. Os materiais que têm uma estrutura semi-cristalina são especialmente propensos ao empeno.
Delaminação da superfície
A delaminação da superfície é quando a superfície de uma peça se separa em camadas finas, semelhante a um revestimento que se pode descascar. Este problema é causado por contaminantes no material ou pela utilização de demasiados agentes de libertação do molde.
A delaminação pode estragar o aspeto e a resistência do seu material. Pode impedir que isso aconteça alterando a temperatura do molde, utilizando menos desmoldante e certificando-se de que o plástico está seco antes de o moldar.
Marcas de pia
As marcas de afundamento são aquelas pequenas amolgadelas ou depressões que por vezes se vêem na superfície de uma peça moldada. São causadas por um arrefecimento desigual ou pelo facto de o material não preencher completamente o molde. Neste artigo, vamos explicar o que são marcas de afundamento, o que as causa e como corrigi-las para que possa ter uma superfície lisa e perfeita.

Tecer ou soldar linhas
As linhas de fusão ou linhas de soldadura são linhas onde dois fluxos de resina fundida se encontram durante a sua viagem através do molde. Estas linhas formam-se normalmente à volta de buracos numa forma geométrica. À medida que o plástico flui à volta do orifício, a intersecção dos dois fluxos forma uma linha visível.
As linhas de soldadura são más. Tornam a peça fraca e quebrável. Podem surgir linhas de soldadura se a resina estiver demasiado fria, se a injeção for demasiado lenta ou se não houver pressão suficiente. Pode corrigir as linhas de soldadura mudando o seu molde. Pode retirar as coisas que fazem as linhas de soldadura.
Quais são as principais utilizações das peças moldadas por injeção?
Indústria automóvel
As peças de plástico tornam a carroçaria e várias partes do veículo mais aerodinâmicas. Com a evolução das necessidades desta indústria, a moldagem por injeção para aplicações automóveis é o caminho a seguir pelos fabricantes.

Indústria de embalagens
A indústria de embalagens utiliza componentes que são eficazes no desenvolvimento de designs de embalagens criativos que apelam aos clientes. Para além de uma aparência e estética atractivas, os produtos também têm de cumprir normas rigorosas de segurança e higiene. Moldagem por injeção pode melhorar a qualidade geral do produto sem causar problemas de maior.
Indústria médica
Os componentes médicos utilizam frequentemente peças de plástico personalizadas que têm excelentes propriedades mecânicas e tolerâncias apertadas. A indústria médica está na vanguarda da precisão e da sustentabilidade. O fabrico de peças de plástico para a indústria médica é altamente regulamentado. As peças médicas também necessitam dos compostos e das propriedades estruturais corretas para serem duradouras e resistirem a temperaturas mais elevadas.

Indústria de bens de consumo
A indústria de fabrico de mobiliário para casa depende fortemente da tecnologia de moldagem de plástico. A principal vantagem deste método para os bens de consumo é a capacidade de proporcionar o acabamento e a estética desejados.
Resumo
A moldagem por injeção é uma excelente forma de fabricar muitas peças de plástico de uma só vez. É rápida e pode produzir muitas peças ao mesmo tempo. Também é muito boa para fazer peças sempre iguais. Mas é caro fazer o molde e demora muito tempo a começar.

Por vezes, as peças não têm bom aspeto porque ficam dobradas ou com buracos. As pessoas utilizam a moldagem por injeção para fazer muitas coisas, como peças de automóveis, embalagens e material médico. É uma forma muito importante de fazer coisas.







