

**As nervuras** são elementos finos, semelhantes a paredes, integrados em peças de plástico para aumentar a resistência estrutural e a rigidez sem aumentar a espessura total da parede. A regra de ouro da conceção de nervuras é manter uma espessura de nervura de **40% a 60%** da espessura nominal da parede. A violação deste rácio conduz frequentemente a defeitos estéticos como **marcas de afundamento**. Os ângulos de inclinação adequados (0,5°-1,5°) e os raios da base são essenciais para a ejeção do molde e para a redução da tensão.
Definição: Costelas de plástico
No contexto de Moldagem por injeção, a Costela é uma caraterística estrutural que se estende perpendicularmente a uma parede ou plano de uma peça de plástico. A sua principal função é aumentar a rigidez à flexão (momento de inércia) do componente sem aumentar significativamente o peso ou o tempo de ciclo, o que ocorreria se toda a espessura da parede fosse aumentada.
As nervuras também são utilizadas como guias de fluxo para ajudar o plástico fundido - como Polipropileno (PP) ou Acrilonitrilo Butadieno Estireno (ABS)-no enchimento de secções finas da cavidade do molde.
Parâmetros e diretrizes fundamentais de conceção
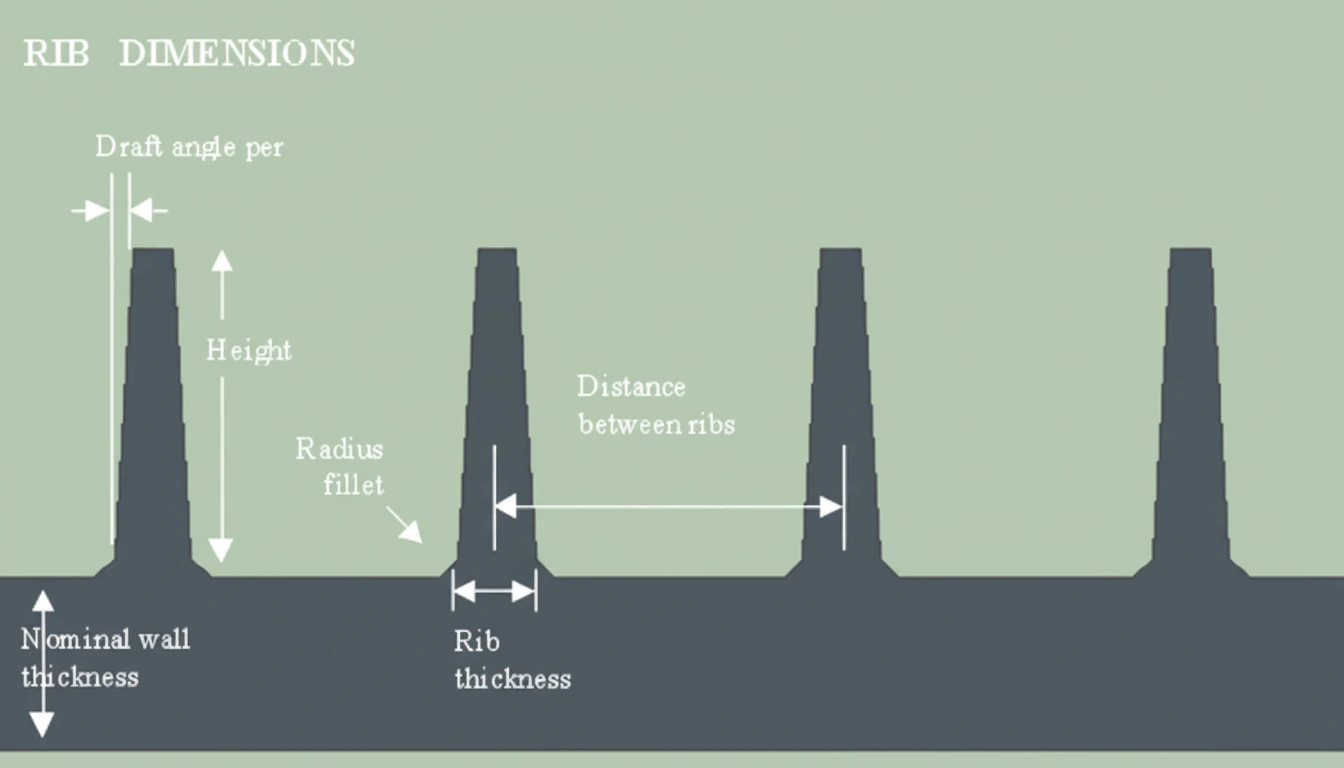
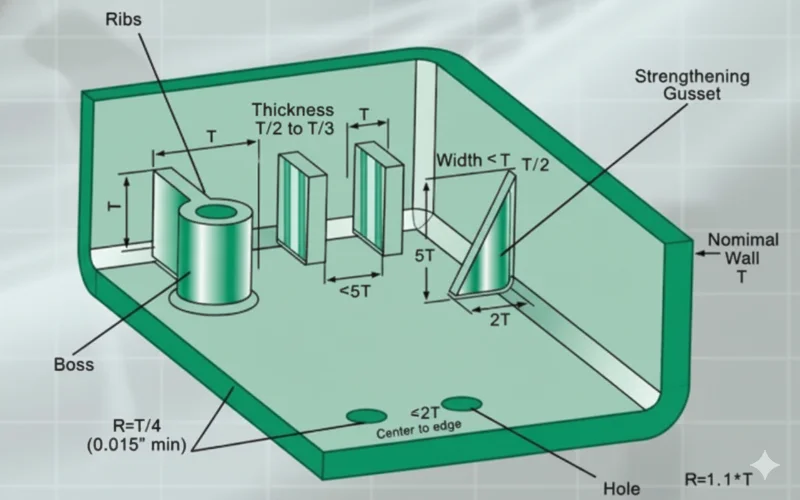
Para evitar defeitos de fabrico, a geometria das nervuras deve respeitar rigorosamente rácios específicos em relação à Espessura nominal da parede (t).
| Parâmetro | Valor Recomendado / Intervalo | Notas chave |
|---|---|---|
| Espessura da nervura (w) | 40% - 60% de parede nominal (t) | Exceder o valor de 60% aumenta o risco de marcas de afundamento1 na superfície visível (lado A). |
| Altura da nervura (h) | Máximo 3,0 × parede nominal (t) | Uma altura excessiva exige uma pressão de injeção mais elevada e cria riscos de retenção de gás; as nervuras profundas são difíceis de arrefecer. |
| Ângulo de inclinação | 0,5° a 1,5° por lado | Essencial para a ejeção. Reduzir a tiragem apenas se a superfície da nervura for texturizada ou polida com um grau elevado. |
| Raio de base (filete) | 0,25 × parede nominal (t) | Aconselha-se um raio mínimo de 0,25 mm para reduzir as concentrações de tensão e melhorar o fluxo. |
| Espaçamento entre nervuras | Mínimo 2,0 × parede nominal (t) | O espaçamento demasiado próximo cria áreas "seguras para o aço" no molde que são difíceis de arrefecer (dissipadores de calor). |
| Espessura da ponta | Mínimo 0,75 mm | Certifique-se de que a ponta é suficientemente espessa para permitir a saída de gás e evitar disparos curtos. |
A espessura da nervura deve ser mantida entre 40% e 60% da espessura da parede adjacente para evitar marcas de afundamento.Verdadeiro
Manter a nervura mais fina do que a parede minimiza a massa de material na intersecção, assegurando um arrefecimento uniforme e evitando depressões na superfície.
Fazer nervuras tão grossas como a parede principal cria a peça mais forte com o melhor acabamento de superfície.Falso
As nervuras espessas criam pontos quentes que arrefecem lentamente, fazendo com que o material encolha para dentro e crie marcas de afundamento visíveis na superfície oposta.
Vantagens vs. Desvantagens
A utilização eficaz das nervuras requer um equilíbrio entre as necessidades estruturais e os requisitos estéticos.
| Vantagens | Desvantagens |
|---|---|
| Maior rigidez: Aumenta significativamente a rigidez sem engrossar toda a peça. | Riscos da marca de afundamento: Rácios de espessura inadequados (>60%) conduzem a depressões visíveis na superfície. |
| Poupança de material: Utiliza menos resina plástica do que aumentar a espessura global da parede. | Complexidade do molde: Requer EDM (Maquinação por Descarga Eléctrica) para cortar ranhuras de nervuras profundas na ferramenta do molde. |
| Redução do tempo de ciclo: As nervuras mais finas arrefecem mais rapidamente do que uma parede sólida espessa. | Problemas de ejeção: As costelas profundas com corrente de ar insuficiente podem ficar coladas no molde. |
| Resistência à dobra: As nervuras corretamente colocadas (por exemplo, hachuras cruzadas) ajudam a manter a planicidade da peça. | Concentração de stress: Os cantos afiados na base da nervura podem levar à falha da peça sob carga. |
Cenários de aplicação comuns
- Caixas de eletrónica: Reforço de paredes finas em malas de computadores portáteis ou controlos remotos feitos de Policarbonato (PC) para passar nos testes de queda.
- Guarnição automóvel: reforço de painéis de instrumentos grandes e planos ou de revestimentos de portas para evitar a flexibilidade e a vibração.
- Embalagens de consumo: Reforço dos bordos e das bases de contentores ou caixas de paredes finas.
- Suportes estruturais: Suportar cargas pesadas em componentes internos de aparelhos (por exemplo, engrenagens de máquinas de lavar).
- Teias de engrenagens: Redução da massa em engrenagens de plástico, mantendo a resistência radial.
Processo de conceção passo a passo
Siga este fluxo de trabalho para integrar as nervuras no seu desenho CAD para otimizar Conceção para fabrico (DFM)2.
- Estabelecer a parede nominal (t): Defina a espessura da parede de base da sua peça (por exemplo, 3,0 mm).
- Calcular a espessura da nervura (w): Multiplicar t por 0,5 (50%). Idealmente, definir a espessura da nervura na base para 1,5 mm.
- Determinar a altura: Assegurar que a nervura não tem uma altura superior a 3 × t (por exemplo, 9,0 mm). Se for necessária mais resistência, utilizar várias nervuras mais curtas em vez de uma nervura alta.
- Aplicar o projeto: Adicionar um ângulo de inclinação de pelo menos 0,5° a cada lado da nervura para facilitar a libertação da peça.
- Adicionar filetes (raios): Adicionar um raio de 0,25 × t (por exemplo, 0,75 mm) na base onde a nervura encontra a parede para distribuir a tensão.
- Verificar o espaçamento: Se utilizar várias nervuras, certifique-se de que o espaço entre elas é de, pelo menos, 2 × t (por exemplo, 6,0 mm) para permitir canais de arrefecimento do molde adequados.
A adição de raios de base (filetes) às nervuras reduz significativamente a concentração de tensões mecânicas e ajuda no fluxo de material.Verdadeiro
Os cantos agudos actuam como pontos de tensão onde começam as fissuras; os raios distribuem a carga e ajudam o plástico derretido a fluir suavemente para a caraterística da nervura.
As nervuras devem ser sempre orientadas paralelamente à direção da abertura do molde, sem qualquer ângulo de inclinação.Falso
Embora as nervuras sejam normalmente paralelas ao desenho, é obrigatório um ângulo de inclinação. Sem a inclinação, o efeito de vácuo e a fricção farão com que a nervura fique colada no molde durante a ejeção.
FAQ: Desenho de nervuras de moldagem por injeção
Q1: Porque é que as nervuras provocam marcas de afundamento no lado oposto?
A1: As marcas de afundamento ocorrem porque a intersecção entre a nervura e a parede contém mais massa de material. Esta área retém o calor durante mais tempo e arrefece mais lentamente. À medida que solidifica, encolhe para dentro, puxando a superfície para baixo. Manter as nervuras finas (<60% da parede) minimiza esta massa.
Q2: Posso utilizar nervuras para substituir totalmente a espessura da parede sólida?
A2: Sim, este é um princípio fundamental do "coring out". Em vez de um bloco sólido de 10 mm, os designers utilizam um invólucro de 3 mm com nervuras internas. Isto reduz o peso e o tempo de arrefecimento, mantendo a integridade estrutural.
P3: E se eu precisar de uma nervura mais grossa do que a recomendada 60%?
A3: Se a análise estrutural exigir uma nervura espessa, considerar a utilização de Moldagem por injeção com assistência de gás ou moldagem de espuma estrutural. Em alternativa, utilize uma placa cosmética ou uma textura no lado A para ocultar as inevitáveis marcas de afundamento.
Q4: Como é que a seleção do material afecta a conceção da nervura?
A4: Materiais de elevada contração como Polietileno (PE) ou Polioximetileno (POM) são mais susceptíveis de apresentar marcas de afundamento e deformação. Para estes materiais, respeitar rigorosamente o limite inferior da relação de espessura (40%). Materiais amorfos de baixo encolhimento como ABS/PC são ligeiramente mais tolerantes.
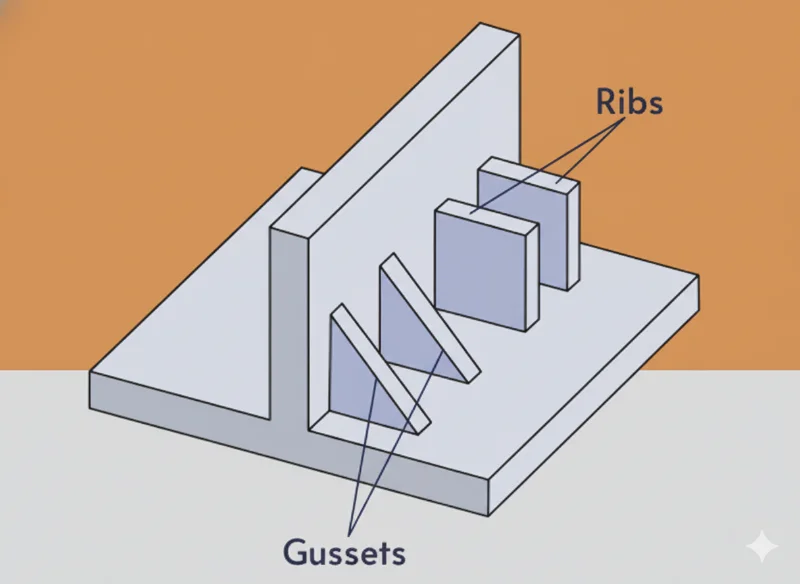
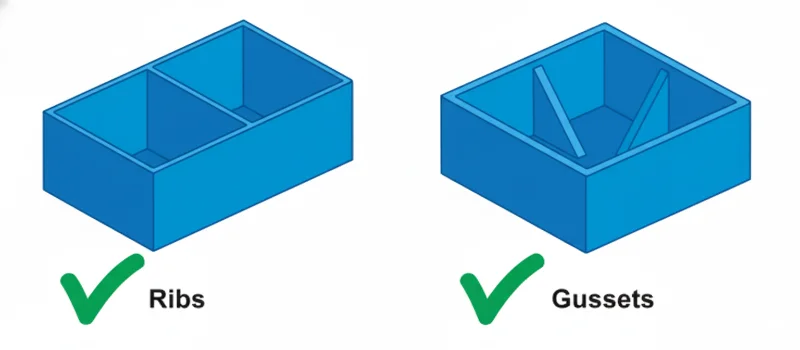
Q5: Qual é a diferença entre uma nervura e um reforço?
R5: Uma costela é geralmente um suporte longo, semelhante a uma parede. A reforço3 é um suporte triangular que liga uma saliência ou parede ao chão, utilizado especificamente para evitar a deformação numa área localizada.
Resumo
Masterização Desenho de nervuras de plástico é essencial para criar peças moldadas por injeção leves, fortes e económicas. Ao cumprir rigorosamente os 50% regra da espessura da paredeCom a aplicação de ângulos de inclinação adequados e a gestão da altura das nervuras, os engenheiros podem evitar armadilhas comuns como marcas de afundamento e deformação. Consulte sempre as diretrizes DFM no início da fase de conceção para garantir que a sua geometria é optimizada para o processo de moldagem.
-
Dicas de design da Protolabs: Este recurso fornece exemplos visuais de marcas de afundamento e cálculos pormenorizados para rácios de espessura de nervuras e paredes. ↩
-
Diretrizes de costelas Xometry: Um guia completo sobre a normalização da geometria das nervuras para reduzir os custos das ferramentas e melhorar a qualidade das peças. ↩
-
Guia de moldagem fictícia: Explica a distinção entre nervuras, reforços e bossas, oferecendo estratégias práticas para o reforço estrutural. ↩







