 Saltar para o conteúdo
Saltar para o conteúdo 

O reforço é uma parte essencial das peças de plástico. O reforço é eficaz como uma forma em "I", aumentando a rigidez e a resistência do produto sem aumentar significativamente a área de superfície do produto, mas sem a forma em "I", a estrutura invertida seria difícil de moldar, especialmente para produtos de plástico que são frequentemente sujeitos a pressão, binário e flexão.
Além disso, o reforço também pode atuar como um corredor interno para ajudar a preencher o molde de injeção cavidade, o que é muito útil para ajudar o plástico a fluir para a parte do ramo da peça.
O reforço é geralmente colocado no lado sem contacto do produto plástico e a sua direção de extensão deve seguir a direção da tensão máxima e da deflexão máxima do produto. A localização do reforço está também sujeita a algumas considerações de produção, tais como o enchimento de cavidades, a contração e a desmoldagem.
O comprimento do reforço pode ser igual ao comprimento do produto, com ambas as extremidades ligadas à parede exterior do produto, ou pode ocupar apenas uma parte do produto para aumentar parcialmente a rigidez de uma parte do produto.
Se o reforço não estiver fixado à parede exterior do produto, a secção final não deve terminar abruptamente, mas deve ser gradualmente reduzida em altura até estar concluída, reduzindo assim os problemas de aprisionamento de ar, enchimento insuficiente e marcas de queimaduras, que ocorrem frequentemente em locais pouco ventilados ou fechados.
A forma mais simples do reforço é uma coluna retangular fixada à superfície do produto, mas para satisfazer algumas considerações de produção ou estruturais, a forma e o tamanho do reforço têm de ser alterados.
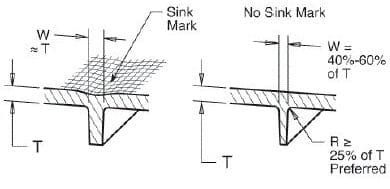
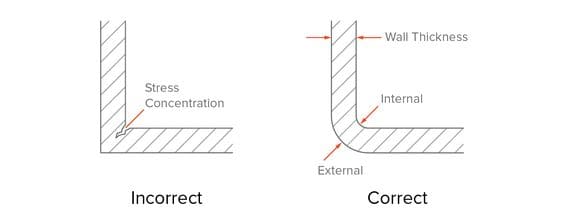
A parte inferior do reforço deve ser arredondada para eliminar a concentração excessiva de tensões. Os cantos agudos arredondados também dão ao canal de fluxo uma forma gradual para fazer com que a cavidade seja preenchida mais suavemente.
Se a largura da parte inferior da armadura for reduzida para metade em relação à espessura do produto (Figura b), o aumento da espessura em relação à posição é reduzido para cerca de 20%, e a possibilidade de contração é muito reduzida.
Isto leva à utilização de duas ou mais barras de reforço curtas do que a utilização de uma única barra de reforço alta é preferível, mas ao utilizar várias barras de reforço, a distância entre as barras de reforço deve ser maior do que a espessura da parede exterior adjacente.
A forma dos varões de reforço é geralmente fina e comprida, e a conceção geral dos varões de reforço ilustra os princípios básicos da conceção de varões de reforço.
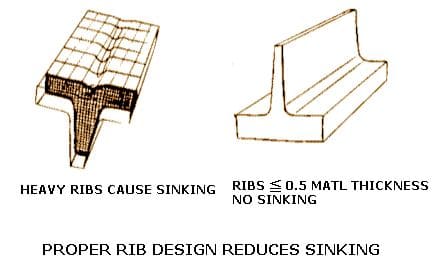
Note-se que uma conceção de reforço demasiado espessa é suscetível de produzir padrões de retração, cavidades, deflexão de deformação, padrões de pinças e outros problemas, o que também prolongará o ciclo de produção e aumentará os custos de produção.

O papel do reforço plástico
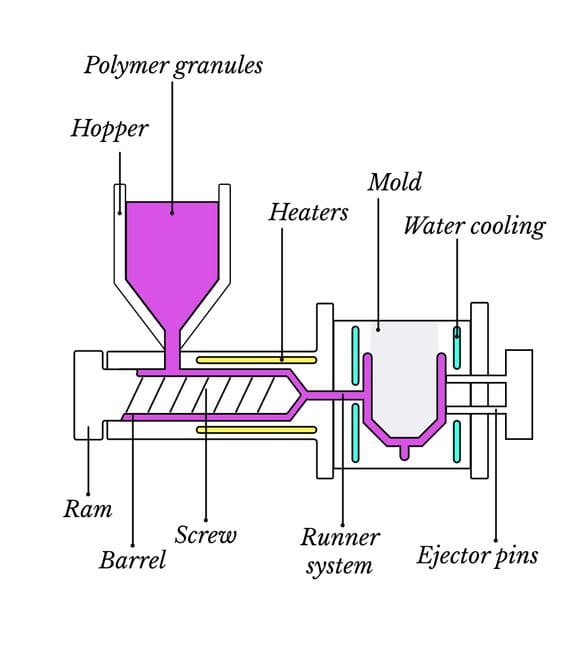
O reforço é uma parte indispensável da função das peças de plástico moldadas por injeção.
(1) Aumentar a resistência e a rigidez do produto sem aumentar a espessura da parede do produto de plástico para evitar o desperdício de plástico no processo de fabrico. moldagem por injeção processo, aumentar o peso e reduzir o custo.
(2) Pode conter a distorção e a deformação dos produtos causadas pela força desigual provocada pela diferença de espessura das paredes das garrafas de plástico.
(3) Facilitar a atividade da massa plástica fundida e proporcionar canais para o enchimento da massa fundida em algumas paredes finas peças moldadas por injeção de plástico do corpo da garrafa de plástico.
Factores a ter em conta na conceção do reforço plástico
(1) A conceção do reforço está também relacionada com o material plástico utilizado. Do ponto de vista da produção, as propriedades físicas do material, tais como a viscosidade da fusão e a contração, têm um impacto significativo na conceção do reforço.
(2) As propriedades de fluência do plástico são também uma consideração importante do ponto de vista estrutural. Por exemplo, do ponto de vista da produção, a altura do reforço é limitada pelo fluxo de fusão e pelas caraterísticas de ejeção (retração, coeficiente de fricção e estabilidade).
(3) O aumento do ângulo de saída do reforço longo ajuda geralmente a ejetar o produto; no entanto, quando o ângulo de saída aumenta enquanto a largura do fundo permanece a mesma, a rigidez, a resistência e a área ejetável do produto são reduzidas.
O problema da área de ejeção reduzida pode ser resolvido adicionando várias saliências de ejeção à parte de reforço do produto ou utilizando pinos ejectores planos mais caros, e o polimento na direção da ejeção também ajudará o produto a ejetar-se facilmente.
(4) Do ponto de vista estrutural, um reforço mais profundo pode aumentar a rigidez e a resistência do produto sem um aumento significativo do peso, mas, ao mesmo tempo, a tensão de flexão nos pontos mais altos e mais baixos do produto aumenta, o projetista do produto deve calcular e certificar-se de que a tensão de flexão nesta parte não excederá o intervalo aceitável.
(5) Do ponto de vista da produção, é melhor utilizar um grande número de barras de reforço curtas e estreitas do que várias barras de reforço profundas e largas.
(6) Quando fabrico de moldes (especialmente moldes de placas de mão): a largura (e possivelmente a profundidade) e vários reforços devem ser deixados o mais possível para que possam ser aumentados adequadamente quando a rigidez e a resistência do produto forem consideradas inadequadas durante o teste do molde, porque é mais fácil e mais barato remover o aço do molde do que utilizar métodos como a soldadura ou a adição de inserções para aumentar o aço.
Pontos de conceção para diferentes materiais
ABS
Para reduzir o encolhimento nas superfícies dos componentes principais, a espessura das nervuras não deve ser superior a 50% da espessura da borracha de intersecção, e até 70% da espessura das nervuras em algumas superfícies não determinísticas. Em peças finas de espuma estrutural de plástico, a nervura pode atingir 80% da espessura do tecido de intersecção. As nervuras de borracha espessas podem atingir 100%.
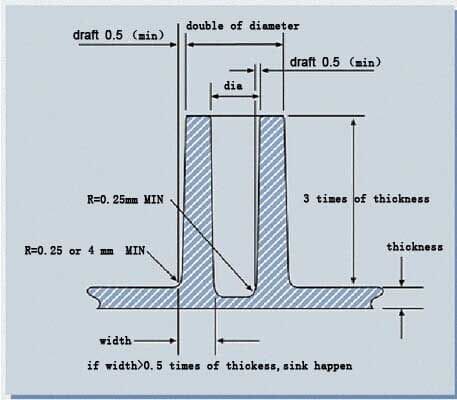
A altura das nervuras não deve ser superior a três vezes a espessura do adesivo. Quando houver mais de duas nervuras, a distância entre elas não deve ser inferior ao dobro da espessura da borracha. O ângulo de saída das nervuras deve estar entre um lado e o outro para facilitar a libertação.
PA
A altura das costelas individuais não deve ser igual ou superior a três vezes a espessura da base das costelas. Devem existir pequenas nervuras ou ranhuras por detrás de qualquer uma das nervuras, uma vez que as nervuras provocarão reentrâncias na parte de trás quando arrefecerem.

PBT
As nervuras espessas são evitadas tanto quanto possível para evitar bolhas de ar, padrões de contração e concentrações de tensão. A forma de consideração é limitar o tamanho das nervuras. A espessura das nervuras não deve exceder 60% da espessura da parede inferior a 3,2 mm (1/8 in). As nervuras com espessuras de parede superiores a 3,2 mm não devem exceder 40%.
A altura das nervuras não deve exceder 3 vezes a espessura do osso. As nervuras são ligadas à parede de plástico fundido com um R de 0,5 mm (0,02 pol.) em ambos os lados para permitir um fluxo plástico suave e reduzir a tensão interna.
PC
A espessura geral recomendada para as nervuras depende do fluxo do material plástico e da espessura da parede. O desenho das nervuras de PC pode ser visto na figura seguinte para nervuras de PS.
PS
A espessura das nervuras não deve exceder 50% da espessura da parede da junta. A experiência diz-nos que a violação das diretrizes acima referidas resultará num brilho inconsistente na superfície.
PSU
A RIBS pode aumentar a resistência ao impacto do produto e obter resultados eficazes ao custo mais económico. Uma conceção deficiente pode resultar em marcas de retração e numa resistência ao impacto indesejada.

Pontos de conceção da armadura
(1) Substituir uma única armadura por uma única armadura de maior altura com uma altura mais baixa e um número ligeiramente maior de barras para evitar a depressão da superfície quando a parte inferior das barras grossas arrefece e encolhe. Quando a parte de trás dos tendões apresenta uma depressão que afecta a estética, a conceção da estrutura decorativa da nervura de reforço pode ser utilizada para cobrir.
(2) A direção de disposição dos tendões deve ser a mesma que a direção de enchimento do material fundido.
(3) A raiz do tendão com uma transição arredondada, para evitar a força externa quando a concentração de tensões e a destruição. Mas se o raio de arredondamento da raiz for demasiado grande, a depressão aparecerá.
(4) De um modo geral, não colocar quaisquer peças sobre os tendões.
(5) Os separadores situados na parede interior da garrafa de plástico não devem estar demasiado próximos da parede interior para evitar um enchimento insuficiente da massa fundida na parte dos separadores, a fim de melhorar a aplicação dos tendões para evitar a deformação do produto e aumentar a rigidez da garrafa de plástico.
Princípios de conceção do reforço:
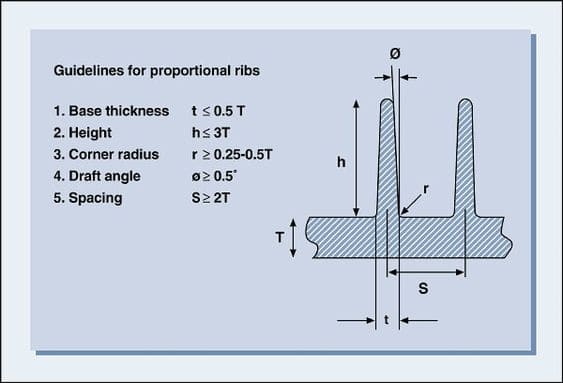
(1) A espessura do reforço deve ser inferior à espessura uniforme da parede do produto que está a ser reforçado para evitar a depressão na junta.
(2) A altura do reforço não deve ser demasiado elevada, caso contrário o reforço será danificado pela força e reduzirá a sua rigidez. Para aumentar a rigidez do produto, o número de barras de reforço deve ser aumentado em vez da sua altura.
(3) A inclinação das barras de reforço pode ser maior, e geralmente deve ser superior a 1,5 °, para evitar lesões no topo, para facilitar a libertação do molde.
(4) As barras de armadura múltiplas devem ser corretamente distribuídas e escalonadas para reduzir a retração irregular.
(5) Geralmente, o reforço é adicionado ao osso oblíquo, o objetivo é evitar o aprisionamento de ar, conducente a moldagem por injeção de plástico e força.
Disposição dos varões de reforço
Os varões para betão têm as seguintes formas: barra, poço, forquilha, leque, círculo ou forma integrada
Forma da barra
A casca pode ser concebida na área da barra de reforço é pequena, e não precisa de suportar uma carga de alta resistência, apenas para aumentar a resistência de uma única casca pode ser, barras de reforço não muito densas, uma é afetar a resistência do molde, uma é fácil de colar após o molde quando fora do molde.
Em geral, o espaçamento entre o reforço é concebido para reforçar a espessura constante da parede do invólucro no local do reforço 3 vezes ou mais, a altura do reforço de acordo com as necessidades reais do produto e o design, não há nenhum absoluto para ser inferior a quanto, dependendo do molde é para ir corte de linha ou fazer bloco de emenda.
No entanto, no caso de satisfazer as necessidades estruturais do produto, quanto menor for a altura do reforço, melhor será o reforço da coluna de parafusos, porque o reforço é seguido pela saída da coluna de parafusos.
Por conseguinte, a altura da barra de reforço pode ser concebida muito mais elevada do que a barra de reforço normal, a conceção estrutural específica da barra de reforço da coluna de parafusos, colocada na conceção estrutural da altura da barra de reforço da coluna de parafusos é demasiado elevada tem vários problemas.

Problemas de formação
Quanto maior for a altura do reforço, mais difícil é jogar cola completa, o desenho geral do reforço não é concebido e a espessura do material da casca é espessa, a espessura do reforço pode ser aumentada ou diminuída de acordo com as necessidades reais do produto.
Problema fora do molde: quanto maior for a altura do reforço, maior é a probabilidade de ficar colado depois do molde.
Problema de resistência: quanto maior for a altura do reforço, quanto mais fina for a parte superior da borracha, menor será a resistência.
Em forma de poço, em forma de forquilha
O invólucro pode ser concebido com uma grande área de reforço e tem de suportar cargas de elevada resistência.
Em forma de leque, redondo
O invólucro pode ser concebido na área de reforço para ser grande, em forma de leque, e a carga circular é o ponto central para o ponto de força mais forte, carga bem formada e em forma de garfo para o ponto de força uniforme.
Forma integrada
Como o reforço da forma de poço e garfo é demasiado espesso na parte transversal devido à espessura do material, existe o risco de defeitos de indentação na superfície da concha, o que afecta a aparência, pelo que o reforço redondo é adicionado ao desenho para formar um tipo abrangente de reforço.
Como o número de reforços em forma de poço e garfo é demasiado grande, o produto cola-se facilmente ao molde posterior. Depois de adicionar o reforço redondo, este pode ser ejectado com um pino de seringa, o que pode evitar a situação de molde pegajoso ou pode ser entendido como tal.
É necessário adicionar um certo número de colunas na posição de reforço denso para ajudar o produto a sair do molde, especialmente quando a altura do reforço é relativamente elevada.
Resumo
Ao fazer a conceção do produto, otimizar a conceção do reforço do produto de acordo com os princípios de conceção do reforço acima referidos, o papel do reforço do produto não só pode melhorar a resistência e a rigidez dos produtos de plástico, reduzir o fenómeno de torção, mas também pode fazer a moldagem de plástico fácil de encher o molde de injeção para a conceção ideal do produto e a forma mais económica de realizar o seu projeto de produto.







