 Saltar para o conteúdo
Saltar para o conteúdo 

A moldagem por injeção é um processo utilizado para fabricar peças de plástico. Embora seja um processo bastante simples, podem ocorrer algumas armadilhas comuns.
Esta publicação do blogue descreve os moldagem por injeção defeitos do processo e como evitá-los.
Um dos defeitos da moldagem por injeção: Fuga a frio
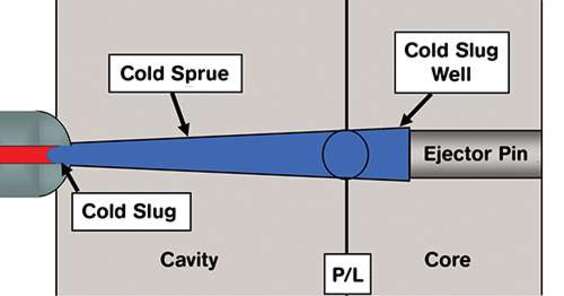
Lesma fria
Aparência: Isto significa que existe um pedaço de material frio preso ou colado à superfície perto da cabeça do material. A cabeça fria provocará vestígios na superfície dos produtos, o que reduzirá seriamente as propriedades mecânicas dos produtos.

Razões físicas
As cabeças frias ocorrem frequentemente quando a massa fundida pode ser arrefecida perto de um bico da máquina ou de um canal quente.
Os defeitos podem ocorrer nesta área porque o material fundido injetado primeiro acumula-se sempre perto da porta.
É causada por um controlo de temperatura não razoável em torno do bocal da máquina ou do bocal do canal quente.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
Se a temperatura do canal quente for demasiado baixa, aumentar a temperatura do canal quente.
A temperatura do bico é demasiado baixa. Medir a temperatura do bico, aumentar a temperatura do bico e reduzir a área de contacto do bico.
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
A secção transversal do bocal é demasiado pequena para aumentar a secção transversal do bocal.
A geometria incorrecta da comporta altera a geometria da comporta e deixa a cabeça fria na passagem.
A geometria incorrecta da câmara quente altera a geometria do bico da câmara quente.
Defeitos de moldagem por injeção dois: Gramofone Rippie
Gramofone Rippie
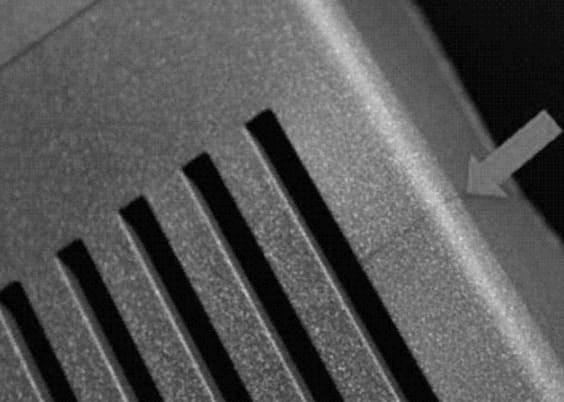
Podem ser observadas ranhuras profundas em toda a direção do fluxo de material, mesmo até ao fim da passagem do fluxo.
Este fenómeno ocorre na produção de produtos feitos de materiais altamente viscosos (ilíquidos) e de paredes espessas, em que as ranhuras se assemelham às ranhuras de um disco. É muito nítido nos produtos de material PC, mas é maior nos produtos ABS e é cinzento.

Razões físicas
Se durante moldagem por injeçãoSe o material fundido em contacto com a superfície do molde se condensar demasiado depressa e a resistência ao fluxo for demasiado elevada, ocorrerá uma distorção na extremidade dianteira do fluido, especialmente a baixas velocidades de injeção. O material exterior solidificado não entra completamente em contacto com a parede da cavidade e forma uma forma ondulada. O material ondulado congela e a pressão de retenção deixa de o achatar.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
A velocidade de injeção é demasiado baixa: aumentar a velocidade de injeção
Se a temperatura de fusão for demasiado baixa: aumentar a temperatura do cilindro e aumentar a contrapressão do parafuso
Aumentar a temperatura do molde: se a temperatura da superfície do molde for demasiado baixa
Se a pressão for demasiado baixa, aumentar a pressão
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. A secção transversal da porta é demasiado pequena para aumentar a secção transversal da porta, encurtar a porta
2. O orifício do bico é demasiado pequeno para aumentar o orifício do bico

Defeitos de moldagem por injeção três: Linhas de soldadura
Linhas de soldadura
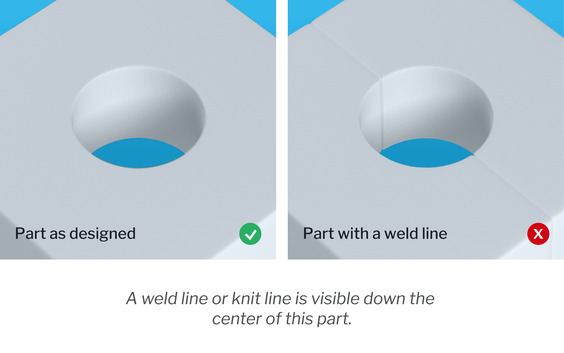
No modo de enchimento, a junta de fusão refere-se a uma linha onde as extremidades frontais de cada fluido se encontram. Especialmente quando o desenho do molde tem uma superfície altamente polida, a junta de fusão no produto parece um risco ou ranhura, especialmente em produtos escuros ou transparentes. A posição da junta de fusão é sempre na direção do fluxo do material.
Razões físicas
As juntas de fusão são formadas quando os fluxos de material fundido se bifurcam e são unidos, tipicamente em torno do núcleo do fluxo fundido ou da utilização de múltiplos produtos de jito.
Onde os fluxos se encontram novamente, a superfície forma juntas de fusão e linhas de fluxo. Quanto maior for o núcleo à volta da fusão ou quanto mais longo for o corredor entre as portas, mais óbvia será a junta de fusão formada. As pequenas juntas de fusão não afectam a resistência do produto.
No entanto, quando o processo de fabrico for muito longo ou a temperatura e a pressão forem insuficientes, o enchimento incorreto resultará em ranhuras visíveis.
A principal razão é o ponto fraco causado pela fusão desigual da extremidade dianteira do fluido. Podem ocorrer pontos onde o pigmento é adicionado ao polímero porque existe uma diferença acentuada na orientação. O número e a localização das portas determinam o número e a localização das juntas de fusão. Quanto mais pequeno for o ângulo de encontro da frente de fluido, mais evidente será a junta de fusão.
Na maioria dos casos, não é possível evitar completamente as juntas de fusão ou as linhas de fluxo durante a entrada em funcionamento do processo. O que se pode fazer é reduzir o seu brilho ou deslocá-los para um local discreto ou completamente invisível.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. A velocidade de injeção é demasiado baixa. Aumentar a velocidade de injeção
2. Se a temperatura de fusão for demasiado baixa, aumentar a temperatura do cilindro.
3. Se a temperatura da superfície do molde for demasiado baixa, aumente a temperatura do molde.
4. Se a pressão for demasiado baixa, aumentar a pressão e comutar a pressão o mais rapidamente possível.
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. A localização do portão não é razoável para o relocalizar e deslocá-lo para um local invisível.
2. Não há orifício de escape na passagem do fluxo de material. A dimensão do orifício de escape deve estar em conformidade com as caraterísticas do material.
Defeitos de moldagem por injeção quatro: Estrias de humidade
Estrias de humidade
A marca de água de superfície é um longo fio de prata na superfície do produto. A direção de abertura da marca de água é ao longo da direção do fluxo do material. Quando o produto não está cheio, a parte da frente do fluido é rugosa.

Razões físicas
Alguns plásticos como PA, ABS, PMMA, SAN e PBT são fáceis de absorver água. Se o plástico não for bem armazenado, a humidade pode entrar nas partículas ou aderir à superfície. Quando as partículas derretem, a humidade transforma-se em vapor, formando bolhas. Durante moldagem por injeção estas bolhas são expostas à superfície da frente de fluido, rebentando e produzindo padrões irregulares
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
A humidade residual nas partículas é demasiado elevada para verificar as condições de armazenamento das partículas, encurtar o tempo das partículas na tremonha e fornecer pré-secagem suficiente para o material.

Defeitos de moldagem por injeção cinco: Craias de cor
Riscas de cor
O desequilíbrio de cor aparente é a cor da superfície do produto que não é a mesma, pode estar perto da cabeça e longe, ocasionalmente na borda afiada da área de fluxo de material.

Razões físicas
A cor irregular é causada pela distribuição desigual dos pigmentos, especialmente quando se adiciona cor através de masterbatch, toner ou cor líquida.
Quando a temperatura é mais baixa do que a temperatura de processamento recomendada, o mestre da cor não pode ser completamente homogeneizado. Quando a temperatura de moldagem é demasiado elevada, ou o tempo de permanência do barril é demasiado longo, é fácil causar a degradação térmica do pigmento ou do plástico, resultando numa cor irregular.
Quando o material é plastificado ou homogeneizado à temperatura correta, se for injetado muito rapidamente através da secção transversal da cabeça, o calor de fricção pode resultar na degradação do pigmento e na alteração da cor.
Normalmente, quando se utiliza masterbatch de cor, é necessário assegurar a compatibilidade das propriedades químicas e físicas do pigmento e da resina a ser colorida pela sua solução.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. O material não é misturado uniformemente para reduzir a velocidade do parafuso; Aumentar a temperatura do barril e a contrapressão do parafuso.
2. Se a temperatura de fusão for demasiado baixa, aumentar a temperatura do cilindro e reduzir a pressão.
3. A pressão de retorno do parafuso é demasiado baixa para aumentar a pressão de retorno do parafuso.
4. A velocidade do parafuso é demasiado elevada para reduzir a velocidade do parafuso.
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. Se o curso do parafuso for demasiado longo, deve ser utilizado o cilindro com um diâmetro grande ou uma comparação de diâmetro longo.
2. Utiliza-se a garrafa de grande diâmetro ou com grande relação comprimento-diâmetro, devido ao curto tempo de permanência do material fundido na garrafa.
3. Se o parafuso L: D for demasiado baixo, utilizar o tambor com um diâmetro maior.
4. A taxa de compressão do parafuso é baixa, o parafuso de alta taxa de compressão.
5. Sem corte e secções mistas fornecer um corte e/ou secções mistas.
Defeitos de moldagem por injeção seis: Estrias carbonizadas
Estrias carbonizadas
A superfície do produto aparente apresenta estrias muito escuras de prata e castanho claro.

Razões físicas
As marcas escuras chamuscadas são causadas pela degradação térmica excessiva da massa fundida. As marcas castanhas claras devem-se à oxidação ou decomposição da massa fundida. As linhas prateadas são geralmente causadas por fricção no parafuso, anel de verificação, bocal, cabeça do material, secção transversal estreita ou área de arestas vivas no produto.
Em geral, a degradação ou decomposição grave dos plásticos ocorrerá quando a máquina for desligada e o tambor continuar a ser aquecido.
Se forem encontradas riscas apenas perto da cabeça, a causa não é apenas uma otimização inadequada do controlo da temperatura do canal quente, mas também está relacionada com o bico da máquina.
Mesmo que a temperatura da massa fundida seja ligeiramente superior, o tempo residual da massa fundida no tambor é relativamente longo, o que levará ao declínio das propriedades mecânicas do produto.
Devido à reação em cadeia de degradação causada pelo movimento térmico das moléculas, a fluidez da massa fundida aumentará, pelo que o fenómeno de transbordamento do molde ocorre inevitavelmente. Tenha especial cuidado com os produtos complexos moldes de injeção.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. Se a temperatura de fusão for demasiado elevada, reduzir a temperatura do tambor.
2. Se a temperatura da câmara quente for demasiado elevada para verificar a temperatura da câmara quente, reduzir a temperatura da câmara quente.
3. O cilindro de pequeno diâmetro é utilizado quando o material fundido permanece no cilindro durante demasiado tempo.
4. A velocidade de injeção é demasiado elevada para reduzir a velocidade de injeção: injeção em várias fases: rápida-lenta.
Defeitos na moldagem por injeção: Estrias de fibra de vidro
Estrias de fibra de vidro
A superfície do material fundido produtos de moldagem por injeção de plástico com fibra de vidro aparece uma variedade de defeitos: cinzento, áspero, alguns dos pontos brilhantes de metal e outras caraterísticas óbvias, especialmente a parte convexa da área de fluxo de material, convergência de fluido perto da linha de junção.

Razões físicas
Se a temperatura de injeção for demasiado baixa e a temperatura do molde for demasiado baixa, o material que contém a fibra de vidro tende a condensar-se demasiado rapidamente na superfície do molde, após o que a fibra de vidro deixa de estar incorporada na massa fundida.
Quando duas linhas frontais de fluxo de material se encontram, a orientação da fibra de vidro está na direção de cada fluxo fino, resultando em material de superfície irregular na intersecção, resultando na formação de juntas ou linhas de fluxo.
Estes fenómenos são mais evidentes quando a massa fundida no tambor não está completamente misturada, por exemplo, o curso do parafuso é demasiado longo, o que resulta numa mistura desigual da massa fundida que também é injectada.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. A velocidade de injeção é demasiado baixa para aumentar a velocidade de injeção: considerar a utilização de injeção em várias fases: lenta primeiro e rápida depois.
2. A temperatura do molde é demasiado baixa para aumentar a temperatura do molde.
3. Se a temperatura de fusão for demasiado baixa, aumentar a temperatura do cilindro e reduzir a pressão.
4. A mudança de temperatura de fusão é elevada, tal como a fusão desigual aumenta a pressão de retorno do parafuso; Reduzir a velocidade do parafuso; Usar o barril mais longo para encurtar o curso.
Defeitos de moldagem por injeção oito: Transbordamento (Flash)
Transbordamento (Flash)
Uma borda fina aparece em torno do recesso, ao longo da linha de separação ou na superfície de vedação da matriz.

Razões físicas
Na maioria dos casos, o transbordo ocorre porque a força de aperto da máquina é insuficiente para bloquear e selar o molde ao longo da linha de separação durante a injeção e a manutenção da pressão. Se existir uma pressão elevada na cavidade, a deformação do molde pode causar o transbordo do molde.
Sob a condição de alta temperatura de moldagem e velocidade de injeção, a massa fundida ainda pode fluir totalmente no final do canal de fluxo, se o toque não estiver bloqueado, produzirá uma borda de transbordamento.
Se um transbordo for encontrado apenas num ponto do molde, isso indica um defeito no próprio molde: o molde não está completamente selado nesse ponto. Caso típico de transbordo: o transbordo local deve-se a defeitos do molde e a propagação a toda a área circundante deve-se a uma força de aperto insuficiente.
É preciso ter atenção! Para evitar o transbordo, devemos ter cuidado ao aumentar a força de aperto, porque uma força de aperto excessiva é fácil de danificar o molde.
Recomenda-se que a verdadeira causa do extravasamento seja cuidadosamente identificada. Especialmente antes de utilizar um molde multi-cavidades, é boa ideia preparar alguns dados de análise do molde para dar a resposta correta a todas as perguntas.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. a força de aperto não é suficiente para aumentar a força de aperto
2. A velocidade de injeção é demasiado rápida para reduzir a velocidade de injeção: injeção em várias fases: rápida - lenta
3. o interrutor de pressão tardio um pouco mais cedo
4. A temperatura de fusão é demasiado elevada para reduzir a temperatura do tambor
5. A temperatura da parede do molde é demasiado elevada para reduzir a temperatura da parede do molde
6. A pressão é demasiado elevada para reduzir a pressão
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. a resistência da cavidade do molde não é suficiente para aumentar a resistência do molde
2. o molde não é suficientemente vedado na linha de separação ou na borda convexa para redesenhar o molde
Defeitos na moldagem por injeção: Retração (marcas de afundamento)
Retração (marcas de afundamento)
Existem amolgadelas na zona de acumulação de material na superfície do peças moldadas por injeção de plástico. A água de retração ocorre principalmente em peças de plástico onde a parede é espessa ou onde a espessura uniforme da parede muda.

Razões físicas
Quando o produto é arrefecido, ocorre o encolhimento (redução de volume, retração), neste momento a camada exterior da parede do molde congela primeiro, formando tensão interna no centro do produto.
Se a tensão for demasiado elevada, pode provocar a deformação plástica do plástico exterior, por outras palavras, a queda da camada exterior para dentro.
Se o encolhimento ocorrer e a deformação da parede exterior não for estabilizada (porque não há arrefecimento) e a pressão de retenção não for reposta na matriz, o assentamento formar-se-á entre a parede da matriz e a camada exterior solidificada do produto.
Estas depressões são normalmente designadas por contracções. Se o produto tiver uma secção espessa, esta contração também pode ocorrer após a desmoldagem. Isto deve-se ao facto de ainda existir calor no interior, que vai atravessar a camada exterior e aquecer a camada exterior. A tensão de tração no produto faz com que a camada exterior quente assente para dentro, contraindo-se no processo.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. A pressão é demasiado baixa para aumentar a pressão
2. O tempo de espera é demasiado curto para prolongar o tempo de espera
3. A temperatura da parede do molde é demasiado elevada para reduzir a temperatura da parede do molde
4. A temperatura de fusão é demasiado elevada para reduzir a temperatura de fusão, reduzir a temperatura do barril
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. A secção transversal da cabeça é demasiado pequena para aumentar a secção transversal da cabeça
2. A cabeça do material é demasiado comprida para encurtar a cabeça do material
3. O orifício do bocal é demasiado pequeno para aumentar a abertura do bocal
4. A cabeça do material é posicionada na parede grossa na parede fina
5. Acumulação excessiva de material para evitar a acumulação de material
6. A secção parede/barra não é razoável para proporcionar uma relação parede/barra mais razoável

Defeitos na moldagem por injeção: Curto-circuito
Curto-circuito
Aspeto: A cavidade não está preenchida, principalmente longe da cabeça ou da superfície fina da parede.

Razões físicas
A pressão de injeção e/ou a taxa de injeção da massa fundida é demasiado baixa e a massa fundida arrefece no final do comprimento do fluxo. Isto acontece normalmente quando materiais de alta viscosidade são injectados a baixas temperaturas de fusão e de molde. Também pode ocorrer quando é necessária uma pressão de injeção elevada, mas as configurações de manutenção da pressão são desproporcionadamente baixas.
Quando é necessária uma pressão de injeção elevada, a pressão de retenção deve ser aumentada proporcionalmente: normalmente, a pressão de retenção deve ser de cerca de 50% da pressão de injeção, mas se for utilizada uma pressão de injeção elevada, a pressão de retenção deve ser de 70%~80%.
Se o resultado não satisfatório moldado por injeção é encontrado perto da cabeça, pode ser interpretado que a frente do fluido é bloqueada nestes pontos e as áreas mais espessas são preenchidas primeiro. Assim, depois de a cavidade estar quase cheia, a fusão na parede fina condensou-se e existe uma pequena quantidade de fluxo no centro do fluido, resultando numa injeção insuficiente.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. Aumentar a pressão de injeção se a pressão de injeção for demasiado baixa
2. A velocidade de injeção é demasiado baixa. Aumentar a velocidade de injeção
3. a pressão é demasiado baixa para aumentar a pressão
4. O interrutor de manutenção da pressão atrasa demasiado cedo a passagem da injeção para a manutenção da pressão
5. Se a temperatura de fusão for demasiado baixa, aumentar a temperatura do cilindro e reduzir a pressão
6. O tempo de espera é demasiado curto para prolongar o tempo de espera
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. A secção transversal do corredor/cabeça é demasiado pequena para aumentar a secção transversal do corredor/cabeça
2. A exaustão insuficiente do molde melhora a propriedade de exaustão do molde
3. O orifício do bocal é demasiado pequeno para aumentar a abertura do bocal
4. A espessura da parede fina não é suficiente para aumentar a espessura da secção

Defeitos de moldagem por injeção onze: Página de guerra
Página de guerra
A forma da peça aparente roda ou torce depois de a peça ser desmoldada ou durante algum tempo depois. Normalmente, a parte plana do produto é ondulada e a aresta reta dobra-se ou torce-se para dentro ou para fora.

Razões físicas
Produto - devido às suas propriedades - a cadeia molecular congelada desloca-se internamente sob tensão. Na desmoldagem, de acordo com a forma dos diferentes produtos, a tensão provoca frequentemente diferentes graus de deformação.
A tensão interna faz com que o produto encolha de forma desigual, as pequenas partículas deslocam-se, o arrefecimento nas partículas não é equilibrado ou a pressão excessiva nas partículas.
Em particular, os produtos fabricados com materiais parcialmente cristalinos, como PE, PP e POM, são mais susceptíveis de encolher e deformar do que os materiais amorfos, como PS, ABS, PMMA e PC.
Os motivos relacionados com os parâmetros de processamento e as medidas de melhoria são apresentados a seguir:
1. A pressão no interior do molde é demasiado elevada para reduzir a pressão, o interrutor de pressão antecipadamente
2. A temperatura do molde é demasiado baixa para aumentar a temperatura do molde
3. Frente de fluido, a viscosidade é demasiado baixa para aumentar a velocidade de injeção
4. Se a temperatura de fusão for demasiado baixa, aumentar a temperatura do cilindro e reduzir a pressão
As razões relacionadas com a conceção e as medidas de melhoria são apresentadas a seguir:
1. A temperatura do molde não é estável para proporcionar um equilíbrio entre o arrefecimento e o aquecimento dos agentes de libertação do molde
2. Espessura da secção irregular de acordo com as caraterísticas da resina redesenhar o tamanho da forma do produto

Defeitos de moldagem por injeção do décimo segundo: Branco superior (marcas de ejeção)
Branco superior (marcas de ejeção)
Aparências O branqueamento por tensão e a elevação da tensão são encontrados no lado do produto voltado para o bico, ou seja, onde a haste ejetora está localizada no lado ejetor do molde.

Físico razões
Se a força de libertação necessária for demasiado elevada ou se a superfície da barra ejectora for relativamente pequena, a pressão da superfície será elevada e ocorrerá deformação, causando eventualmente o branqueamento da área ejectora.
As causas e as medidas de melhoria relacionadas com os parâmetros de processamento são apresentadas em seguida:
1. Se a pressão de retenção for demasiado elevada Reduzir a pressão de retenção
2. Se o tempo de espera for demasiado longo, encurtar o tempo de espera
3. Interruptor do tempo de retenção demasiado tarde para mudar a pressão de retenção antes do tempo
4. O tempo de arrefecimento é demasiado curto Prolongar o tempo de arrefecimento
As razões relacionadas com a conceção e as medidas de melhoria são enumeradas a seguir:
1. Inclinação de desmoldagem insuficiente Selecionar a inclinação de desmoldagem de acordo com as especificações
2. Superfície rugosa na direção da desmoldagem Polimento do molde na direção da desmoldagem
3. Vácuo formado no lado do ejetor Válvula de ar instalada no núcleo
Resumo
Os defeitos na moldagem por injeção podem ser dispendiosos e demorados de resolver e corrigir. Ao compreender os defeitos mais comuns, pode tomar precauções para os evitar antecipadamente.
Esperamos que este artigo tenha sido útil para delinear algumas das moldagem por injeção defeitos. Se tiver dúvidas ou quiser obter mais informações sobre a forma de evitar estes problemas, pode contactar ZetarMold.







