 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A contrapressão da máquina de moldagem por injeção é também conhecida como pressão de plastificação. É a força utilizada para manter a pressão na moldagem por injeção. Ocorre principalmente quando o material fundido continua a entrar no barril. A pressão formada empurra o parafuso para trás. A contrapressão é a força de reação ao recuo do parafuso.
Pode abrandar a velocidade de recuo do parafuso para assegurar que o material fundido pode ser injetado uniformemente no tambor e torná-lo totalmente cheio. O ajuste adequado e a utilização da contrapressão podem uniformizar o controlo da temperatura de fusão, compactar o material fundido e produzir melhores produtos de plástico. Portanto, como ajustar a contrapressão e que tipo de contrapressão é adequada, a Zetar Mold responder-lhes-á uma a uma.
Qual é a definição de contrapressão?
A chamada contrapressão é a pressão aplicada à extremidade traseira da velocidade do parafuso da máquina de moldagem por injeção. Tomando a máquina de moldagem por injeção como exemplo, o ajuste da contrapressão divide-se principalmente em três partes: a primeira é a pressão de injeção, que é utilizada para reforçar o fluxo do material fundido; a segunda é a pressão de compactação, que é utilizada para encher o material fundido na cavidade do molde; a terceira é a pressão de retenção, que é utilizada para remover o gás no material fundido.

Como é formada a contrapressão?
Quando o plástico é derretido e amolecido, continua a avançar no cilindro (na secção de dosagem) e aumenta gradualmente a pressão, o que empurra o parafuso para trás. Para evitar que o parafuso recue demasiado depressa e para garantir que o plástico derretido é comprimido de forma uniforme, é necessário exercer alguma pressão para trás. Esta pressão para trás, que impede o parafuso de recuar, é designada por contrapressão.

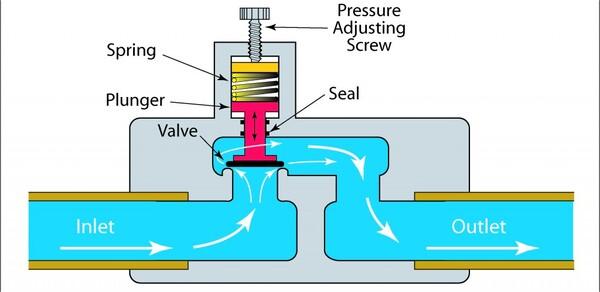
A contrapressão, também conhecida como pressão de plastificação, é controlada através do ajuste da válvula de retorno de óleo do cilindro de injeção. A válvula de contrapressão é instalada na parte de trás do cilindro de injeção da máquina de moldagem por injeção de parafuso pré-plastificante para ajustar a velocidade de descarga do óleo do cilindro de injeção quando a rotação do parafuso recua, de modo a que o cilindro mantenha uma certa pressão; a velocidade de recuo do parafuso (resistência) do motor completo é controlada pela servo-válvula AC.
Onde está a posição de ajuste da contrapressão?
A válvula de contrapressão da máquina de moldagem por injeção está normalmente localizada junto à válvula de fusão. A válvula de contrapressão também está instalada na parte de trás do cilindro de injeção da máquina de moldagem por injeção de parafuso pré-plastificante. A contrapressão é controlada através do ajuste da válvula de aceleração do óleo de retorno do cilindro de injeção.

Como determinar o valor de ajuste da contrapressão?
Ao fabricar máquinas de moldagem por injeção, o valor de ajuste da contrapressão não é fixo, normalmente 3-15kg/cm. Para além da natureza das matérias-primas e da qualidade estrutural do produto, o ajuste da contrapressão deve também ser efectuado ao longo de todo o processo de produção.
Na produção, quando o bocal deixa escapar cola, baba, a fusão é excessivamente decomposta, o produto muda de cor e o material de retorno é demasiado lento, é necessário considerar a redução da contrapressão de forma adequada.

Quando uma pequena flor de gás, mistura de cores, encolhimento e grandes mudanças no tamanho e peso do produto são encontrados na superfície do produto, a contrapressão deve ser adequadamente aumentada. Por conseguinte, a contrapressão tem de ser devidamente ajustada de acordo com o estado da produção e a sua própria experiência de produção.
Qual é o mecanismo da contrapressão?
A contrapressão na moldagem de plásticos é quando se coloca pressão na parte de trás do cilindro antes de fechar o bico ou depois de fechar o molde para evitar que o plástico volte para trás e para impedir a entrada de ar. Está relacionada com coisas como a pressão de injeção, a velocidade de injeção e o tempo de espera, e é importante para fazer boas peças de plástico e fazê-las rapidamente. Eis como funciona:

Soprar o ar: Quando se está a fazer moldagem por injeçãoPor vezes, surgem bolhas ou espaços vazios no plástico. Isto acontece porque o plástico é irregular ou porque há algo de errado com o bocal. Pode soprar o plástico com contrapressão para se livrar do ar preso, reduzir a possibilidade de bolhas e fazer peças melhores.
Sem resíduos de extrusão: Quando a parte da frente da seringa não está fechada ou o rotor começa a mover-se, o plástico fundido fica na parte de trás do cilindro de injeção para formar um espaço e o gás preso no interior da peça moldada por injeção é espremido.

Elimina o plástico que sobra do processo de extrusão e impede que o plástico se transforme em cristais durante o processo de fabrico.
Melhorar o plástico e produzir mais: Quando se ajusta corretamente a contrapressão, o plástico fica escorregadio e macio, pelo que flui melhor. Também evita que o plástico volte a subir pelo parafuso e escorregue. Quando se faz isto, a peça de plástico que se está a fazer fica com melhor aspeto, não fica toda torta e não demora tanto tempo a arrefecer. Isto é muito importante quando se está a fazer coisas.

Quais são os métodos de regulação da contrapressão?
O nível de contrapressão afecta a pressão moldagem por injeção efeito e qualidade do produto, e o seu valor deve ser ajustado de acordo com diferentes materiais, moldes e processos. De acordo com os requisitos de produção e a experiência de ajuste, o valor de ajuste da contrapressão é geralmente 20% a 50% da pressão de injeção. Segue-se o método de ajuste para ajustar a configuração ideal da contrapressão.
Ajustar a pressão de injeção
Ligue a máquina de moldagem por injeção, regule a pressão de injeção para algumas unidades e, em seguida, injecte um produto para ver como a superfície é lisa e se existem bolhas. Finalmente, é possível determinar a melhor pressão de injeção através de vários testes.

Ajustar a pressão de compactação e a pressão de retenção
Tal como a pressão de injeção, ajuste os parâmetros relevantes para os valores predefinidos, injecte um produto, verifique a suavidade da superfície, a situação das bolhas, a textura da peça de plástico e outros parâmetros e, em seguida, ajuste gradualmente até que a qualidade do produto cumpra os requisitos.
Determinar o tamanho da contrapressão de acordo com o tipo de plástico
Diferentes plásticos têm diferentes requisitos de contrapressão. Geralmente, os plásticos com pontos de fusão baixos necessitam de uma contrapressão baixa, enquanto os plásticos com pontos de fusão altos necessitam de uma contrapressão alta. Assim, o tamanho da contrapressão deve ser ajustado de acordo com o tipo específico de plástico durante o processo de fabrico. moldagem por injeção processo.

Ajustar de acordo com o tamanho e a forma da peça moldada por injeção
Os diferentes tamanhos e formas das peças moldadas por injeção têm requisitos diferentes para a contrapressão. Em geral, as peças moldadas por injeção maiores requerem uma contrapressão mais elevada, enquanto as peças moldadas por injeção mais pequenas requerem uma contrapressão mais baixa. Por conseguinte, ao ajustar a contrapressão, as definições de pressão começam normalmente a ser determinadas pelo tipo de plástico específico.
Ajustar a temperatura do molde
A temperatura do molde é um dos factores importantes que afectam o tamanho da contrapressão. Ao ajustar a contrapressão, pode primeiro ajustar a temperatura do molde e, em seguida, efetuar as modificações correspondentes com base no efeito da contrapressão ajustada.

Ajuste da regulação da pressão da máquina de moldagem por injeção
A regulação da pressão da máquina de moldagem por injeção também afecta a dimensão da contrapressão. De um modo geral, um ajuste de pressão mais elevado requer uma contrapressão mais elevada, e um ajuste de pressão mais baixo requer uma contrapressão mais baixa. Ao ajustar a contrapressão, pode primeiro ajustar a definição de pressão da máquina de moldagem por injeção de forma adequada e, em seguida, fazer as modificações correspondentes com base no efeito da contrapressão ajustada.

Seleção da contrapressão adequada
Escolher a contrapressão correta de acordo com a estrutura do molde e as matérias-primas plásticas. Ao ajustar a contrapressão, a superfície do produto é lisa e o tamanho é estável, evitando defeitos como fissuras e bolhas no produto.
Ajuste dinâmico
O tamanho da contrapressão durante o processo de moldagem por injeção deve ser ajustado dinamicamente, e o tamanho da contrapressão deve ser ajustado de acordo com a situação real. Quando ocorrem defeitos durante o processo de moldagem por injeção, o tamanho da contrapressão tem de ser ajustado a tempo.

O que ére as Precauções para ajustar a contrapressão?
Ajustar a pressão de injeção
Normalmente, a pressão de injeção é definida para 1,5 a 2 vezes a contrapressão, dependendo dos requisitos específicos do produto. Se for demasiado elevada, a massa fundida será espremida na extremidade dianteira do parafuso, causando fugas e bolhas; se for demasiado baixa, a massa fundida ficará solta e propensa a bolhas.

Ajustar a pressão de compactação
Esta pressão deve ser determinada em função da espessura, do comprimento, da largura, da espessura da parede e de outros parâmetros do produto moldado por injeção. Normalmente, este valor pode ser definido de acordo com os parâmetros do manual da máquina de moldagem por injeção.
Ajustar a pressão de manutenção
A razão pela qual mantemos a pressão é para retirar o máximo de gás possível da fusão, para que não haja bolhas. Normalmente, este valor é fixado em 50% da pressão da embalagem.

Quais são os efeitos secundários de um ajuste incorreto da contrapressão?
Quando a contrapressão é demasiado baixa, o parafuso recua demasiado depressa. A densidade da massa fundida que flui para a extremidade dianteira do cilindro é pequena (solta), e mais ar fica preso. Isto conduzirá a uma má qualidade de plastificação, volume de injeção instável, grandes alterações no peso e tamanho do produto, encolhimento, flores de gás, linhas de material frio, brilho irregular e outros fenómenos indesejáveis na superfície do produto.
É fácil aparecerem bolhas no interior do produto, e a periferia e a posição óssea do produto são fáceis de mover, e a cola não está cheia.

Quando a contrapressão é demasiado elevada, a pressão de fusão na extremidade dianteira do barril é demasiado elevada, a temperatura do material é elevada, a viscosidade diminui, o refluxo da fusão na ranhura do parafuso e o fluxo de fuga entre o barril e o parafuso aumentam, o que reduzirá a eficiência da plastificação (a quantidade de material plastificado por unidade de tempo).
Para plásticos com fraca estabilidade térmica (como PVC, POM, etc.) ou corantes, a temperatura de fusão aumenta e o tempo de aquecimento no barril aumenta, causando decomposição térmica, ou a descoloração do corante aumenta, e a cor da superfície e o brilho do produto deterioram-se. Se a contrapressão for demasiado elevada, o parafuso de injeção recua lentamente e o tempo de retorno da pré-plastificação é longo, o tempo de ciclo será aumentado, resultando numa diminuição da eficiência da produção.

A contrapressão é elevada, a pressão de fusão é elevada e o bocal é propenso a derreter a baba após a injeção; da próxima vez que a cola for injectada, o material frio no canal de fluxo do bocal bloqueará o bocal ou aparecerão manchas de material frio no produto.
Durante o processo de pré-plasticização, o bocal tem frequentemente fugas de cola devido a uma contrapressão excessiva, o que desperdiça matérias-primas e provoca a combustão do anel de aquecimento junto ao bocal. O desgaste mecânico do mecanismo de pré-plastificação e do cilindro do parafuso aumenta.

A contrapressão correta da máquina de moldagem por injeção é um impulsionador para melhorar a qualidade do produto. Dominar o ajuste da contrapressão é útil para melhorar a eficiência e a qualidade da produção.
Quais são as vantagens de ajustar corretamente a contrapressão?
Ao ajustar corretamente a contrapressão, o ar no canal do molde pode ser removido. Durante o processo de moldagem por injeção, se o ar na cavidade do molde não for completamente exaurido, serão geradas bolhas quando o plástico for derretido e enchido, o que afectará a qualidade do produto e aumentará a taxa de defeitos. Ao aumentar corretamente a contrapressão, o ar na cavidade do molde pode ser removido e a qualidade da moldagem por injeção pode ser assegurada.

Ajustar a contrapressão corretamente pode ajustar o estado do fluxo de fusão. A contrapressão pode alterar a velocidade de difusão e o estado de fluxo do plástico fundido, tornando-o mais suave e reduzindo os defeitos e irregularidades causados pelo fluxo do plástico fundido.
Ajustar corretamente a contrapressão pode tornar o material fundido no cilindro compacto, aumentar a densidade e melhorar a estabilidade do peso da injeção, do peso e do tamanho do produto. Ajustar corretamente a contrapressão pode "espremer" o gás no material fundido, reduzir as flores de gás e as bolhas internas na superfície do produto e melhorar a uniformidade do brilho.
Ajustar corretamente a contrapressão pode abrandar a velocidade de recuo do parafuso, plastificar totalmente o material fundido no cilindro, aumentar a uniformidade da mistura do pó de cor, do masterbatch e do material fundido e evitar a mistura de cores no produto.
O aumento correto da contrapressão pode melhorar o encolhimento da superfície do produto e o fluxo de cola à volta do produto. Ajustar corretamente a contrapressão pode aumentar a temperatura do material fundido, melhorar a qualidade da plastificação do material fundido, melhorar a fluidez do material fundido durante o enchimento do molde e não haverá linhas de cola fria na superfície do produto.

Conclusão
Basicamente, ajustar a contrapressão da máquina de moldagem por injeção é uma questão de combiná-la com a situação específica, fazer mais testes e experiências, e fazer ajustes contínuos para alcançar o melhor efeito de moldagem por injeção e produzir alta qualidade produtos de moldagem por injeção.

Ao ajustar a contrapressão da máquina de moldagem por injeção através dos métodos acima referidos, a qualidade e a eficiência do processo de moldagem por injeção podem ser optimizadas. Para além da contrapressão, existem muitos parâmetros-chave que precisam de ser ajustados na moldagem por injeção. O pessoal de processamento pode fazer ajustes flexíveis de processamento de acordo com diferentes tipos de produtos e requisitos de processo.







