 Saltar para o conteúdo
Saltar para o conteúdo 







Etapa 1: Seleção e preparação do material:
A seleção do material PA correto é o primeiro passo no processo de moldagem por injeção. Diferentes tipos de materiais PA, como o PA6, PA66 e PA12, têm diferentes resistências à temperatura, resistência química, resistência ao impacto e fluidez. Escolha o material que se adequa aos requisitos específicos da sua aplicação. Além disso, os materiais PA são altamente higroscópicos, pelo que têm de ser secos antes da moldagem por injeção para garantir que o teor de humidade é inferior a 0,3%. Para o PA6, recomenda-se a secagem a vácuo a 105°C durante 8 horas. Para o PA66, deve ser seco a vácuo a 105°C durante 12 horas. Para PA12, a secagem a 85°C durante 4-5 horas é suficiente. Se necessário, aditivos como corantes, modificadores de impacto ou retardadores de chama podem ser incorporados no material PA, assegurando uma distribuição uniforme para uma óptima qualidade do produto.

Passo 2: Configuração da máquina de moldagem por injeção:
Ao configurar a máquina de moldagem por injeção, é importante ajustar a temperatura, a pressão e a velocidade de injeção de acordo com o material PA utilizado. Para PA6, a temperatura de fusão deve situar-se entre 230°C e 280°C, enquanto que para PA66, deve variar entre 260°C e 290°C. Para a PA12, a temperatura de fusão deve ser definida entre 240°C e 300°C, mas não deve exceder 310°C. A pressão de injeção para PA6 e PA66 varia normalmente entre 750 e 1250 bar, enquanto que para PA12, a pressão máxima de injeção pode atingir 1000 bar. A velocidade de injeção é normalmente elevada, mas para materiais com enchimento de vidro, deve ser ligeiramente reduzida para evitar a degradação do material. Garantir que a máquina está corretamente calibrada é crucial para obter resultados consistentes e de alta qualidade.
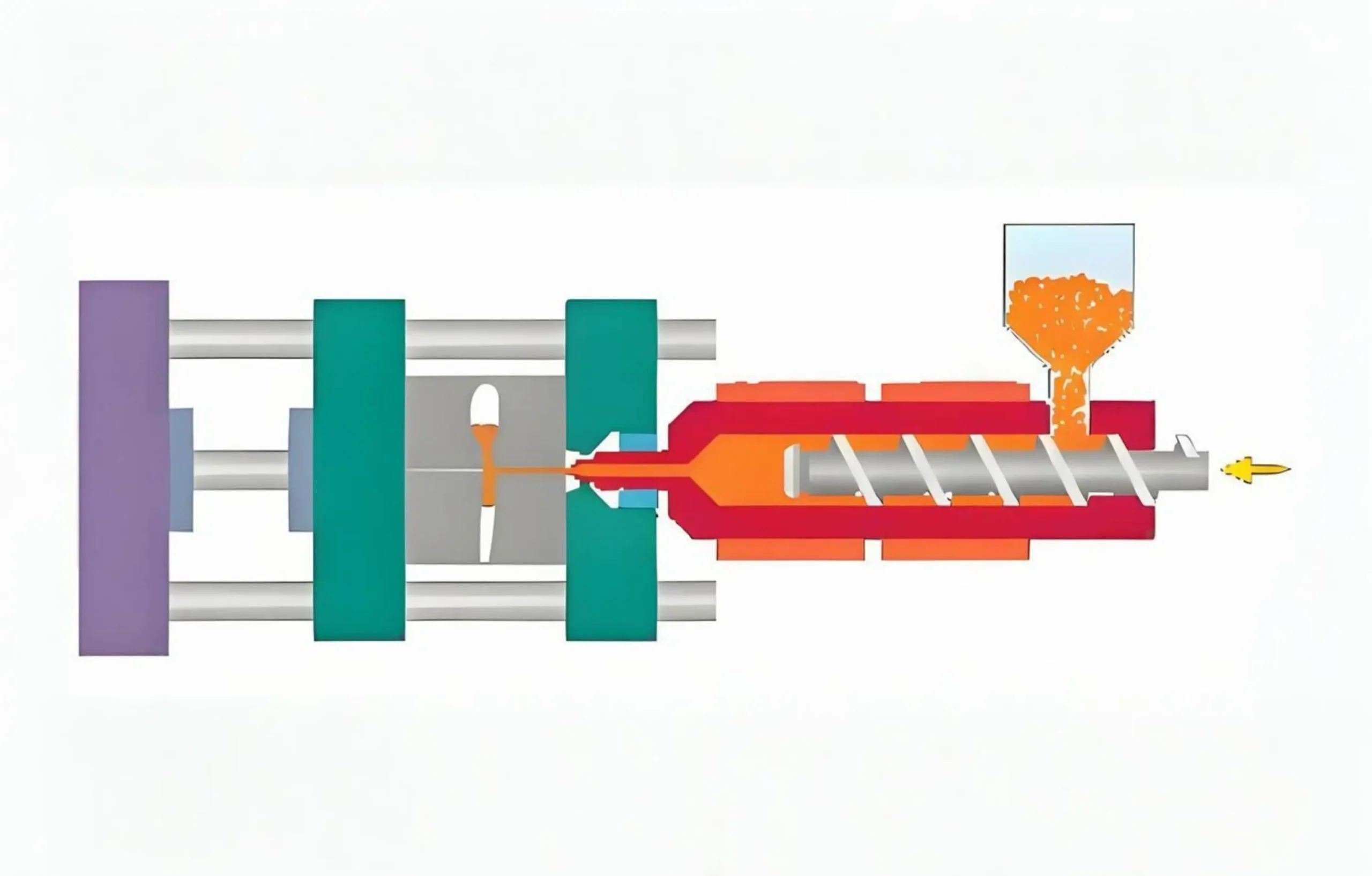
Passo 4: Processo de moldagem por injeção:
O processo de moldagem por injeção começa com o fecho do molde para garantir o alinhamento e a vedação adequados. O material PA fundido é então injetado na cavidade do molde sob pressão controlada. Para garantir o preenchimento completo das cavidades do molde, a pressão de injeção tem de ser mantida de forma consistente. Durante a injeção, a velocidade de injeção é cuidadosamente controlada para evitar defeitos como bolhas de ar ou enchimento incompleto. Após a injeção, é aplicada uma pressão de retenção para compensar a contração do material durante o arrefecimento e para assegurar a densidade e a estabilidade dimensional do produto. O tempo de retenção é normalmente curto, cerca de 3-5 segundos. O processo de arrefecimento demora geralmente entre 10 a 30 segundos, dependendo da espessura da peça e do material PA específico utilizado. Depois de o produto ter arrefecido e solidificado, o molde abre-se e a peça é ejectada da cavidade.
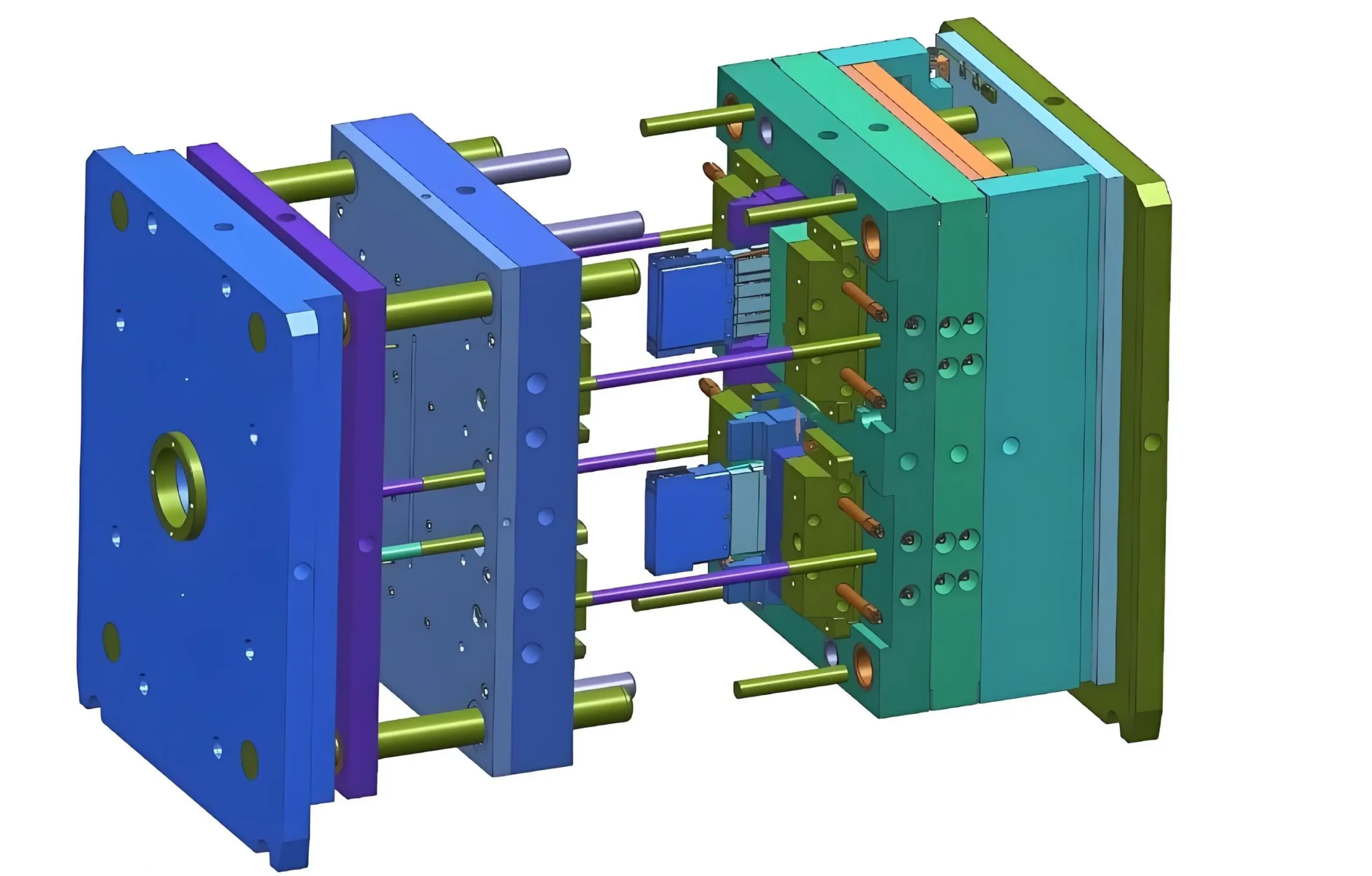
Etapa 3: Conceção do molde:
A conceção do molde é fundamental para garantir o sucesso do processo de moldagem por injeção. A conceção correta dos sistemas de porta e de canais é essencial para assegurar um enchimento uniforme da cavidade do molde. Para a PA6, o diâmetro da porta não deve ser inferior a 0,5 vezes a espessura da peça de plástico. Para PA12, o diâmetro da calha para materiais não preenchidos deve ser de aproximadamente 30mm, enquanto que para materiais preenchidos, é necessário um diâmetro de calha maior de 5-8mm. A forma do canal deve ser circular e a porta de injeção deve ser tão curta quanto possível para minimizar a perda de material. A temperatura do molde também precisa de ser ajustada com base no material utilizado. Para o PA6, a temperatura do molde é normalmente definida entre 80°C e 90°C, enquanto que para o PA66, é normalmente de cerca de 80°C. Para a PA12, a temperatura do molde pode variar entre 30°C e 100°C, dependendo do facto de o material estar cheio ou não.

Etapa 5: Operações de pós-moldagem:
Após a moldagem, são necessários passos adicionais de pós-processamento. Estas podem incluir o corte, a rebarbação ou o polimento para remover o excesso de material, o brilho ou os defeitos da superfície, melhorando o aspeto e a funcionalidade da peça. Algumas peças de PA podem também necessitar de recozimento ou condicionamento para aumentar a resistência e a estabilidade dimensional. O recozimento implica aquecer a peça a uma temperatura ligeiramente abaixo do ponto de fusão do material e mantê-la a essa temperatura durante um período de tempo. O condicionamento, por outro lado, envolve a exposição da peça a um ambiente húmido para permitir a absorção de humidade, o que pode melhorar o seu desempenho. Estes tratamentos pós-moldagem garantem que o produto final cumpre as normas de qualidade e tem o desempenho esperado na sua aplicação.

Etapa 6: Controlo de qualidade e embalagem:
Na fase de controlo de qualidade, as peças são inspeccionadas quanto a defeitos e verificadas em relação a requisitos dimensionais, estéticos e mecânicos. São frequentemente utilizadas ferramentas de medição de precisão, como máquinas de medição por coordenadas (CMM), para garantir que as peças cumprem as tolerâncias especificadas. Podem também ser efectuados testes mecânicos, como a resistência à tração ou ao impacto, para verificar a durabilidade e o desempenho das peças. Quando as peças passam na inspeção, são embaladas adequadamente para as proteger de danos ou contaminação durante o transporte e o armazenamento. A embalagem correta garante que o produto mantém a sua qualidade e integridade até chegar ao cliente.






Componentes do motor:
O PA é utilizado para fabricar peças como colectores de admissão. A sua resistência a altas temperaturas e a sua força mecânica asseguram a estabilidade e a durabilidade no ambiente agressivo do motor. Em comparação com os colectores de admissão metálicos tradicionais, os colectores moldados por injeção de PA reduzem o peso, melhorando a eficiência do combustível e o desempenho do veículo.

Interiores de automóveis:
O PA é utilizado para produzir peças como reguladores de assento, puxadores de porta e componentes do painel de instrumentos. A sua excelente resistência ao desgaste e acabamento de superfície tornam-no ideal para peças frequentemente utilizadas e visíveis, como os reguladores de assento, que têm de suportar tensões mecânicas repetidas.
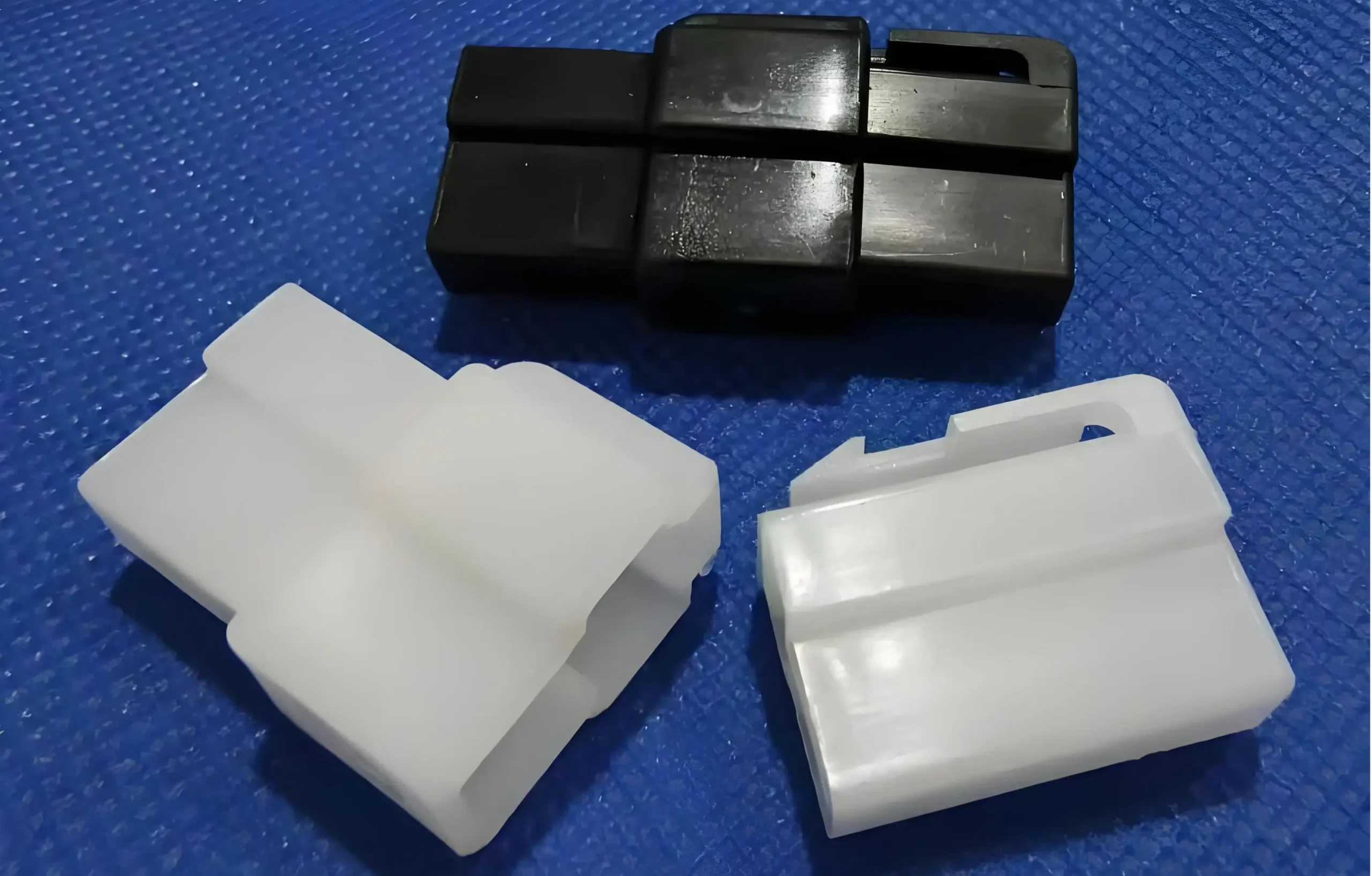
Conectores:
Os conectores moldados por injeção PA proporcionam excelentes propriedades de isolamento elétrico e estabilidade mecânica, garantindo ligações fiáveis em dispositivos electrónicos como computadores, telemóveis e electrodomésticos. O processo preciso de moldagem por injeção permite a miniaturização e a conceção de conectores de alta densidade.

Caixas de equipamentos electrónicos:
O PA é utilizado para os invólucros de produtos electrónicos de consumo, como câmaras e ferramentas eléctricas. A sua resistência ao impacto e aos produtos químicos protege os componentes internos contra danos físicos e corrosão.

Brinquedos:
Os brinquedos moldados por injeção de PA, tais como figuras de ação e veículos de brinquedo, são duráveis e podem suportar brincadeiras difíceis. A flexibilidade e a resistência do material reduzem a quebra, garantindo uma vida útil mais longa para os brinquedos.

Objectos de uso doméstico:
O PA é utilizado em produtos como cabos de vassouras, peças de aspiradores e utensílios de cozinha. A sua resistência à abrasão e facilidade de limpeza tornam estes artigos mais práticos, como por exemplo, utensílios de cozinha que resistem a riscos e manchas.
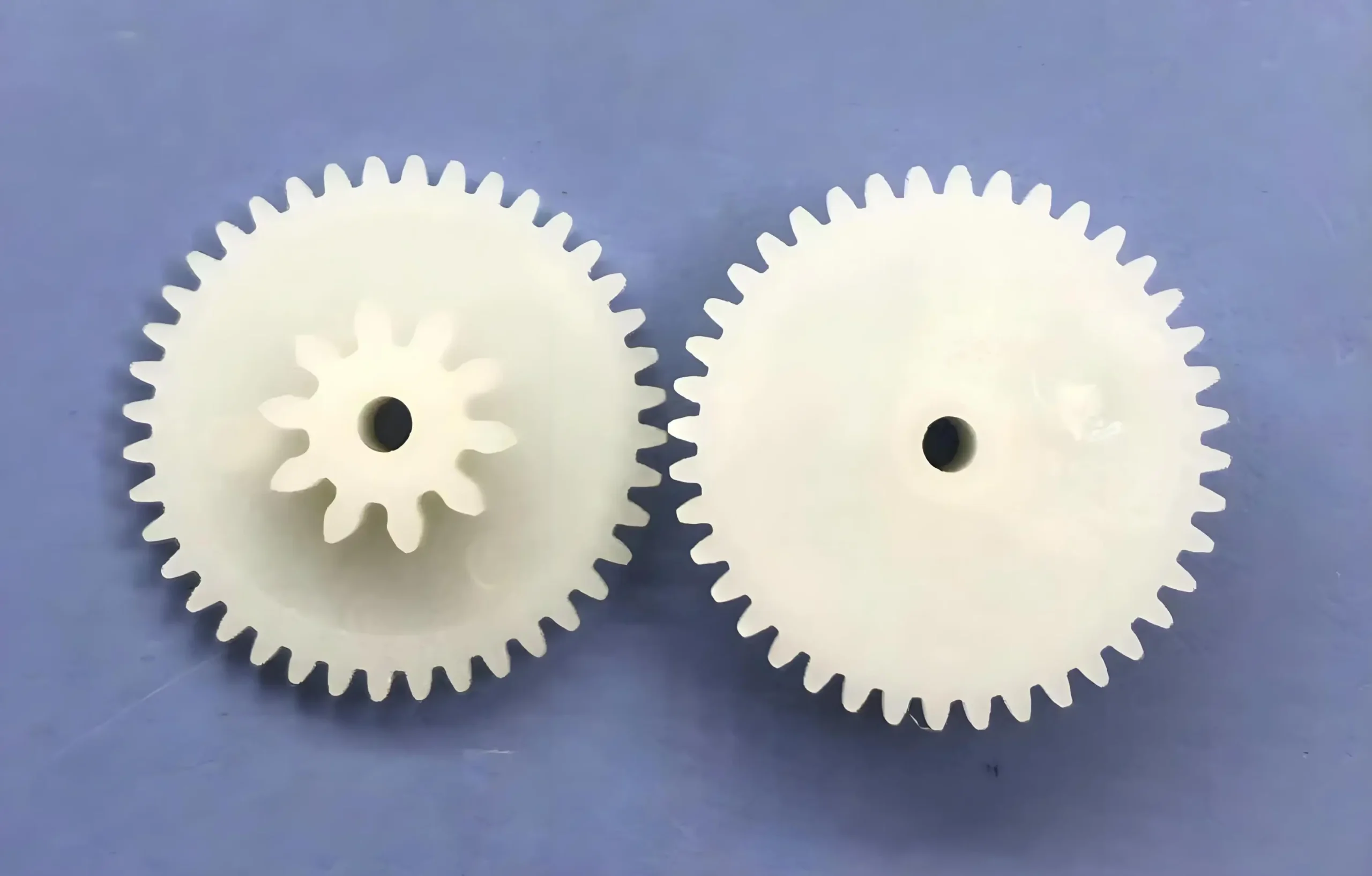
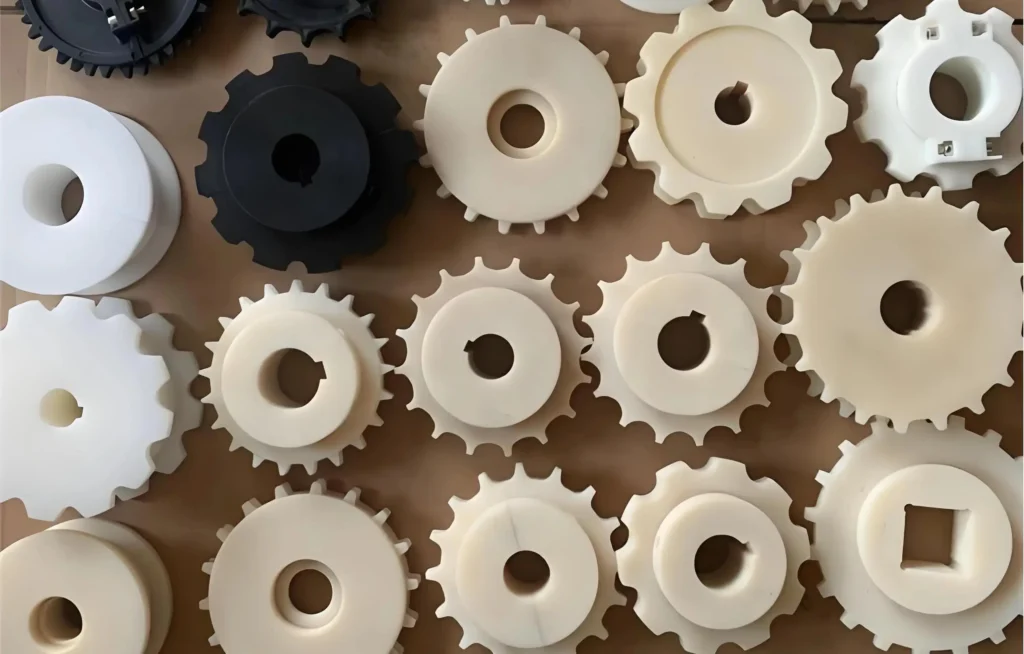
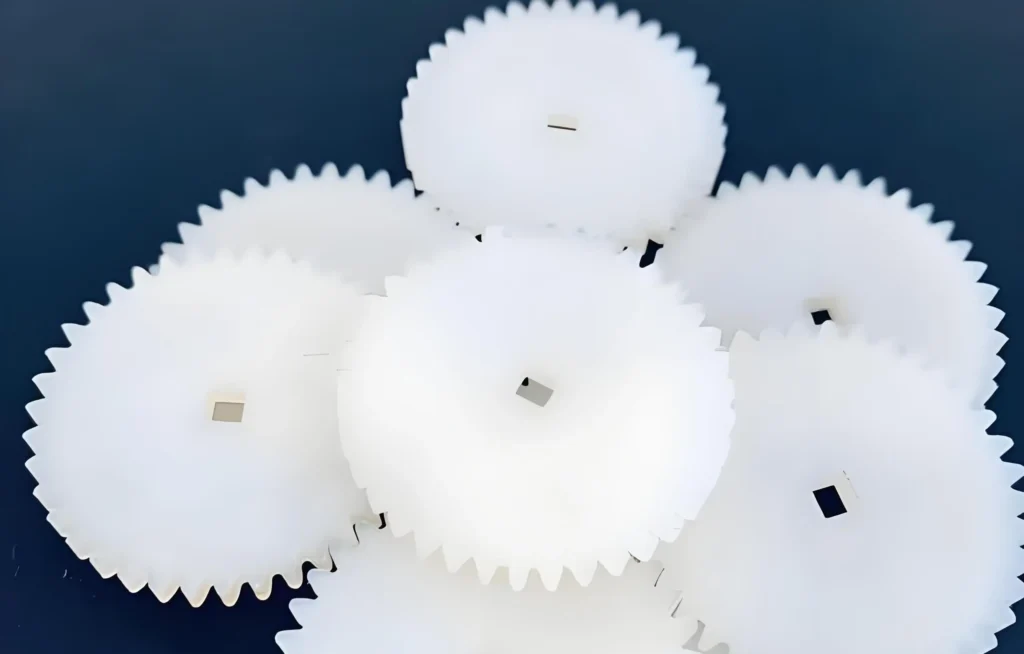
Rolamentos e engrenagens:
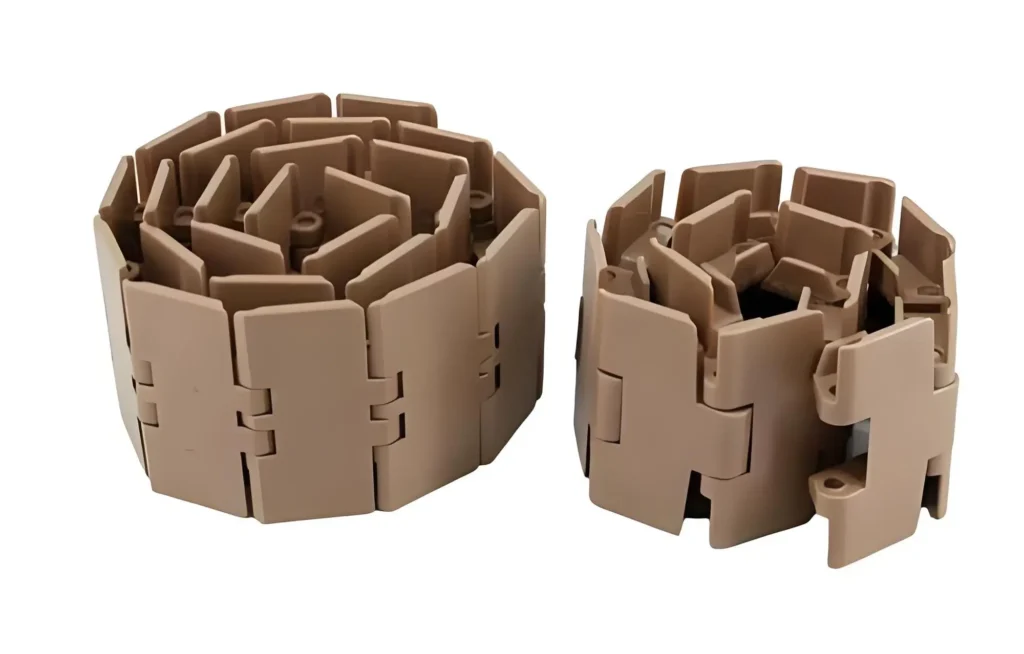
Os rolamentos e as engrenagens moldados por injeção de PA são utilizados em equipamento mecânico ligeiro. As suas propriedades auto-lubrificantes reduzem a fricção e o desgaste, melhorando a eficiência e a vida útil de equipamentos como os sistemas de transporte.

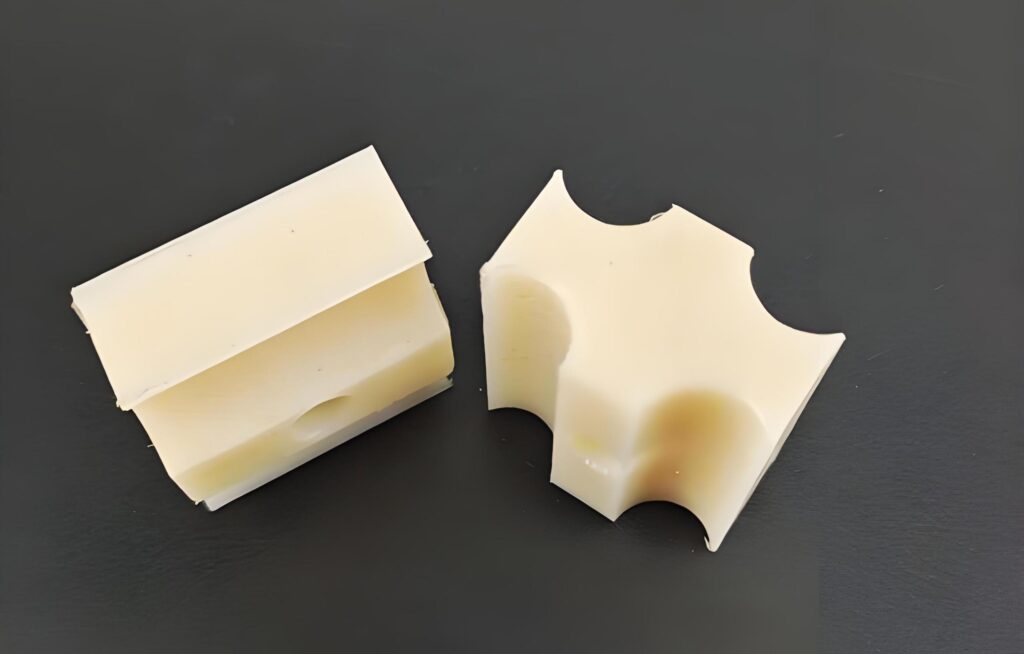
Contentores e acessórios industriais:
O PA é utilizado para fabricar tanques de armazenamento, tubos e acessórios para instalações de processamento químico. A sua resistência química garante que estes contentores podem armazenar com segurança uma variedade de produtos químicos sem se degradarem.

O PA é utilizado para produzir instrumentos cirúrgicos, próteses e caixas para dispositivos médicos. A sua biocompatibilidade e esterilização cumprem os requisitos rigorosos das aplicações médicas, tornando-o adequado para dispositivos higiénicos e de alta precisão.

A indústria aeroespacial utiliza PA para peças como painéis estruturais e acessórios interiores. A sua elevada relação resistência/peso e durabilidade tornam-no ideal para as condições exigentes dos ambientes aeroespaciais.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

