 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: In the injection moulding process, plastic resin is the main material for manufacturing plastic parts. Through the manufacturing process, molten plastic flows into the mold halves, filling the mold cavity to form the desired shape.
Diferentes materiais plásticos e métodos de moldagem por injeção de borracha podem satisfazer as necessidades de várias aplicações e garantir a qualidade e o desempenho do produto acabado.

O processamento do molde é muito importante nos projectos de moldagem por injeção de plástico. É ele que decide a forma final e a qualidade da peça ou do produto que está a ser fabricado. Mas um molde de injeção não é apenas uma peça que endurece o fluxo de plástico derretido. Em vez disso, as diferentes partes do molde de injeção fazem coisas diferentes numa estrutura de design apertada ao longo do processo.
Neste artigo, vamos falar sobre os diferentes sistemas e componentes do molde de injeção e a forma como afectam a estrutura e o funcionamento geral do molde.

Qual é o significado de molde de injeção?
Um molde de injeção é uma ferramenta para fabricar produtos de plástico. É também uma ferramenta que confere aos produtos de plástico uma estrutura completa e dimensões precisas. Uma vez que o principal método de produção consiste em injetar plástico fundido a alta temperatura no molde através de alta pressão e acionamento mecânico, é também designado por molde de injeção de plástico.
Quais são os materiais para os moldes de injeção?
Há uma série de metais e ligas diferentes que pode utilizar para fazer moldes de injeção, como o aço-carbono, o aço inoxidável, o alumínio, o titânio, o cobre-berílio, etc. Mas também pode utilizar moldes de cerâmica para materiais que têm pontos de fusão muito elevados.
O material que utiliza para o seu molde depende de uma série de coisas, como o número de peças que está a fazer, o tipo de plástico que está a utilizar, a complexidade da peça, a facilidade de maquinação e o rigor das tolerâncias.
Por exemplo, o aço inoxidável pode suportar até um milhão de ciclos, enquanto o alumínio é bom para alguns milhares de ciclos. Em resumo, o requisito mínimo para os materiais de molde é que o seu ponto de fusão seja superior ao do plástico de injeção.
Segue-se uma breve descrição dos materiais comuns dos moldes de injeção;
Ferro
O aço é um ótimo material para fazer moldes porque é resistente. Pode durar 5.000 ciclos e funciona com ABS, nylon, PP, PC, acrílico e muitos outros plásticos. Pode utilizar o aço A-2, D-2 e M-2 para fazer núcleos, cavidades e outras peças de moldes de injeção.
Aço inoxidável
A adição de mais crómio e carbono melhora a resistência à corrosão, ao desgaste e à abrasão. Assim, os tipos de aço inoxidável como 420, 316-L, 174-PH podem produzir moldes mais complexos e duradouros. Mas, como a taxa de decomposição térmica é baixa, o tempo de ciclo pode ser mais longo.

Aço para ferramentas
O aço para ferramentas é uma liga de ferro fundido que contém carbono e outros elementos de liga. As diferentes ligas e graus de aço para ferramentas conferem aos moldes das máquinas propriedades personalizadas. Os exemplos incluem os aços para ferramentas H-10, H-13, T-15, A6 e M2.
Materiais de alumínio
O alumínio não aguenta vários disparos, mas é um material popular para ferramentas rápidas. Isto significa que pode fazer moldes de injeção de alumínio de forma barata e rápida porque o material é barato e fácil de maquinar. Além disso, a elevada condutividade térmica do 6061 e do 7075 também reduz o tempo de ciclo.
Cobre-berílio
Esta liga de cobre é conhecida pela sua excelente condutividade térmica e resistência à corrosão, o que a torna um ótimo material de molde para peças de plástico de alta precisão. Os fabricantes utilizam este metal para canais quentes, inserções de moldes, núcleos e outros materiais.
Quais são os principais componentes de um molde de injeção?
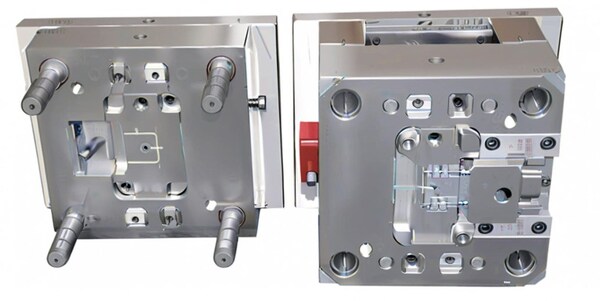
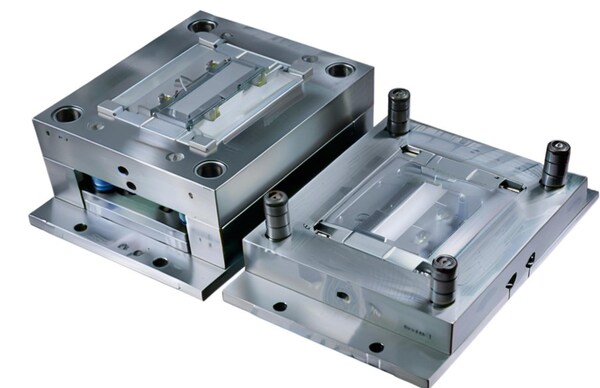
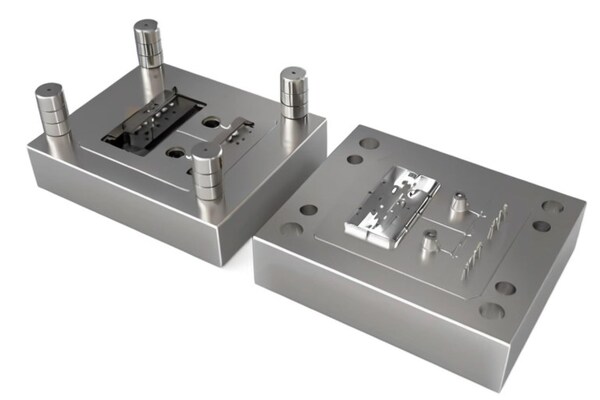
Existem duas partes básicas em qualquer molde de injeção: o lado da cavidade A (estacionário) e o lado da cavidade B (móvel). A parte estacionária define o contorno exterior da peça e forma a cavidade para encher o material, enquanto o lado B se move para a linha de separação.

Lado A da cavidade (lado estacionário)
O lado da cavidade A está ligado à placa fixa da máquina de moldagem e não se move durante o processo de moldagem. Aloja o sistema de canais e é mantido em alinhamento preciso com o lado móvel B utilizando pinos de guia e casquilhos. Por conseguinte, este lado também contém canais de refrigeração para o fluxo de líquido de refrigeração durante a solidificação.

Lado B da cavidade (lado móvel)
O lado B do molde é importante para abrir e fechar o molde. Tem normalmente um sistema de ejeção e uma forma de segurar a inserção. Além disso, a placa móvel da máquina de moldagem liga-se a este lado para ajudar a abrir e a fechar o molde. É importante que este lado se mova e se alinhe corretamente para que a peça tenha o tamanho certo e saia facilmente do molde.

O que é que o molde de injeção inclui por função?
Após os componentes principais, eis os vários componentes do molde de injeção, classificados pelas suas funções. Alguns destes componentes transportam a matéria-prima plástica, guiam a abertura e proporcionam arrefecimento. Isto significa que um conjunto específico de componentes desempenha algumas funções específicas para alcançar o resultado desejado.

Sistema de corredores
Pense nisso desta forma: O cilindro lança o material fundido para fora do bico e são necessários canais para levar o fluxo do bico do cilindro para a porta de injeção, onde o material entra na peça. O sistema de canais ajuda o material a chegar à porta. Além disso, o sistema de canais pode ter uma série de canais para espalhar o material se tiver um molde com mais do que uma peça.
Casquilho de jito: É normalmente um canal cónico ou cilíndrico que transfere o plástico fundido da ponta do bico para o ponto de entrada do canal. Nos moldes de cavidade única, a porta principal estende-se diretamente para o local da porta.
Rede de corredores: O portão principal divide a fusão em diferentes portões de cavidade através de uma rede de corredores.
Portão: A rede de canais alimenta a massa fundida até à porta, que é uma pequena abertura na cavidade do molde. A porta pode ser de borda, de pino, em forma de leque ou de outro tipo.

When you talk about these runner components of injection molds, you think about pressure and temperature. The nozzle itself maintains a high injection pressure. So, the material flows evenly within the desired viscosity level.

Os corredores podem ser divididos em dois tipos: canais frios e canais quentes. Os canais quentes têm canais de alta temperatura e dispositivos de aquecimento adicionais para manter a temperatura do fluxo de modo a não solidificar demasiado cedo. Por outro lado, os canais frios apenas têm o fluxo de ar de entrada sem qualquer aquecimento adicional.
Sistema de arrefecimento
A fase de arrefecimento é responsável por 50% a 80% do tempo do processo de moldagem por injeção, pelo que se pode imaginar como é importante produzir peças de plástico sem defeitos.

Basicamente, um sistema de arrefecimento é uma rede de tubos de água à volta do conjunto do molde de injeção, principalmente à volta da cavidade principal onde a alimentação fundida é moldada. Embora a água seja o líquido de arrefecimento mais comum, o glicol ou outros óleos circulam na moldagem a alta temperatura.

O sistema de arrefecimento regula e ajusta a temperatura e o caudal, permitindo um melhor controlo da operação. Assim, um arrefecimento adequado evita o emaranhamento, aumenta a eficiência da produção e abranda o desgaste do molde.
Para moldes grandes e complexos (por exemplo, tamanhos de núcleo de 50 mm ou mais), a circulação de água é conformal, não linear. A seguir estão os componentes do molde de injeção que pertencem ao sistema de arrefecimento;
Bufos: Redireccionam o líquido de refrigeração para os sub-canais e são normalmente tiras de metal em forma de lâmina.
Borbulhadores: São tubos ocos que ligam os canais dentro dos orifícios perfurados.
Pins quentes: São cilindros cheios de líquido que absorvem e dissipam o calor através de uma circulação contínua.
Bomba externa: Fornece pressão suficiente para o caudal determinado e mantém o ciclo de arrefecimento.

Sistema de componentes de moldagem
Estas são as partes principais do molde de injeção e são responsáveis pela forma, tamanho, ajuste e precisão finais. Como o nome indica, moldam as peças, dando-lhes os pormenores da superfície da cavidade e das caraterísticas internas. Os componentes de moldagem incluem núcleos, cavidades, barras de moldagem, elevadores, etc.
Estas peças podem ser rapidamente identificadas. Cada peça que toca no material de alimentação quando este entra na cavidade a partir da porta.

Aqui estão as partes comuns do sistema de peças de moldagem;
Cavidade do molde: Mantém-se fixo na máquina e recebe a pressão de injeção do êmbolo.

Núcleo: A outra metade que se move e bloqueia com a cavidade durante o processo para criar uma caraterística interior completa.
Haste de moldagem: Um pino de núcleo utilizado para fazer caraterísticas finas e longas como veios ou furos na peça.
Elevadores: Mantêm os ângulos de inclinação fixos das diferentes caraterísticas para ajudar o molde a fechar e a abrir.
Sistema de ventilação
Quando o plástico flui, introduz ar na cavidade. Quando o plástico solidifica, produz gases de moldagem. Estes gases podem causar vazios, bolhas, pontos fracos, marcas de queimadura e enchimento incompleto.

Por conseguinte, o sistema de ventilação no molde de injeção e no molde é importante para remover o ar preso e resolver estes problemas. Além disso, a ventilação ajuda a limitar a pressão de injeção excessiva.

Em pequenos processos de moldagem padrão, os orifícios de ventilação são colocados na linha de revestimento do corpo da cavidade média juntamente com o pino de ventilação, mas à medida que o molde se torna mais complexo, as partes do sistema do molde de injeção estão a tornar-se cada vez mais complexas.
Alguns outros sistemas de ventilação típicos incluem:

Ranhuras e canais: Canais estreitos ou ranhuras na linha de separação e nos pinos e pontos de ventilação:
Evacuação aérea: O ar é removido com uma bomba de vácuo externa antes da injeção.
Válvulas de ventilação: As microválvulas estão localizadas tanto no interior como no exterior da cavidade.
Respiros à volta dos componentes: Geralmente, as aberturas de ventilação estão localizadas em todas as partes relacionadas com o fluxo de aquecimento, tais como o portão principal, as corrediças e os portões.
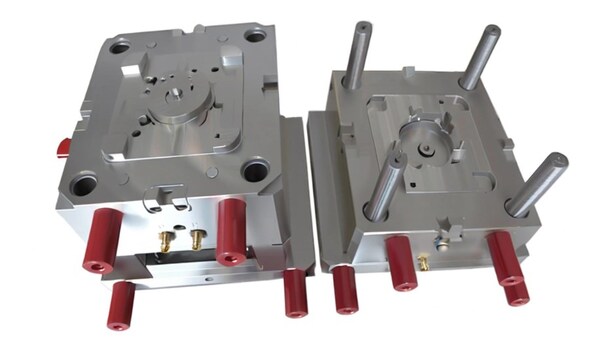
Sistema de guias
Os componentes do sistema de guia asseguram que as duas metades do molde e outros componentes estão alinhados quando o molde abre e fecha. Por isso, são importantes para garantir que cada ciclo seja preciso e consistente.
Por este motivo, a força de fixação pode deslocar-se para fora da posição ao longo do tempo. Os componentes do sistema de guias, como pinos-guia, casquilhos e placas-guia, podem ajudar a evitar esta situação.

Pinos-guia e casquilhos: Estas duas coisas trabalham em conjunto para orientar o movimento das duas metades do molde. Os pinos-guia são pequenas varas de metal que saem de uma metade do molde e encaixam nos orifícios correspondentes (casquilhos) na outra metade do molde.
Sistema de ejeção
Uma vez terminado o tempo de arrefecimento, o molde abre-se e o sistema de ejeção ajuda a retirar a peça e os canais de forma segura e suave. Normalmente, são utilizados pinos ejectores para este fim. Estes pinos cilíndricos finos são fixados na placa de ejeção ligada ao lado móvel. O ponto de contacto do pino é a superfície plana, pelo que a força é distribuída uniformemente e não há danos na peça.
Outros componentes incluem:
Pinos de retorno: Estes componentes ajudam a posicionar e estabilizar o molde quando este abre. Limitam a força do pino ejetor no lado estacionário.

Mangas de ejeção: As mangas são utilizadas para remover peças de cavidades cilíndricas. A manga fina cobre a superfície do molde e a força de ressalto ejecta a peça do molde.
O que é que o molde de injeção inclui por classificação estrutural?
A classificação dos componentes do molde de injeção divide-se em bases de molde, núcleos de molde e várias peças e sistemas auxiliares.
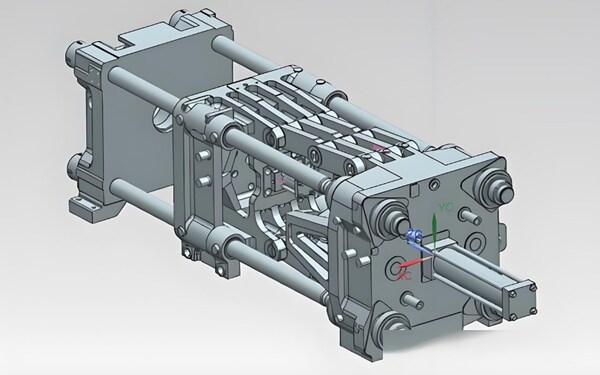
Base do molde
É a base para todas as outras partes do molde. A base do molde é normalmente feita de um material duro e rígido, como o aço endurecido. No entanto, o termo "base" não se refere a um único componente. Em vez disso, diferentes tipos de placas são combinados numa única placa com várias funções de montagem, tais como a perfuração de orifícios.

As diferentes placas são fixadas entre as placas de fixação superior e inferior. A placa de fixação inferior liga o molde à máquina de moldagem por injeção: placa do molde, placa do ejetor, placa de fixação do ejetor, etc., dependendo das caraterísticas específicas do molde.
Núcleo do molde
O núcleo do molde combina-se com a cavidade para formar a cavidade com geometria oca e interna. Fornece estrutura e suporta uma certa parte da pressão de aperto. A forma do núcleo inclui normalmente filetes e arestas com ângulos de inclinação adequados. Quando o núcleo e a cavidade são encaixados no alinhamento correto, formam um espaço ou cavidade para aspirar o plástico fundido.

Após a moldagem, o núcleo é puxado para trás e o sistema de ejeção retira a peça da peça de cavidade estática. Os mecanismos comuns de extração do núcleo são a extração mecânica do núcleo, a extração hidráulica do núcleo e a extração pneumática do núcleo.
Peças auxiliares
As peças auxiliares são peças de suporte que não estão montadas por baixo da estrutura do molde. São montadas temporariamente para facilitar o funcionamento das peças do molde de injeção fechado. Embora as peças auxiliares não tenham qualquer papel na forma e na geometria, são essenciais para manter as tolerâncias apertadas, a integridade estrutural e a qualidade geral das peças de plástico moldadas por injeção.
Anel de localização: Um anel redondo no lado móvel que guia o molde e o fixa à máquina. Coloca a ponta do bico, o casquilho do jito e outras peças relacionadas com a posição do molde no sítio certo.
Casquilho de jito: Um pequeno canal entre a ponta do bico e a entrada do rotor.

Pinos ejectores: Asseguram que a peça final sai em segurança.
Pegador de materiais: Um elemento que segura e conduz os granulados de plástico para o tambor da máquina.
Colunas de apoio: Coisas sólidas verticais entre a pinça frontal e a placa superior do molde. Eles seguram as coisas e espalham a pressão ao redor.

Placa ejectora: Uma placa no fundo que segura os pinos ejectores.
Pinos-guia e buchas: Uma metade do pino longo e a outra metade do casquilho encaixam-se para garantir que tudo fica bem alinhado.
Pinos ejectores: Seguram o conjunto ejetor enquanto os pinos ejectores removem a peça.
Sistemas auxiliares
Os sistemas auxiliares são como componentes auxiliares. Exemplos típicos de moldagem por injeção são os sistemas de canais, ejeção e arrefecimento, de que falámos anteriormente neste artigo.

Definições auxiliares
Os dois principais dispositivos auxiliares nos moldes de injeção são os furos de olhal e os furos KO. Estes dispositivos permitem-lhe mover ou reposicionar o molde e ajudam-no a retirar a peça.
Orifícios para parafusos de olhal: Estes orifícios roscados são para os parafusos de olhal. São utilizados para mover moldes grandes com uma grua ou guindaste.

Buracos KO: Os orifícios KO encontram-se na placa de fixação traseira. Permitem que a placa ejectora e a peça se movam para trás quando a haste ejectora as empurra.

Estruturas de manuseamento de cantos mortos
Em primeiro lugar, os cantos mortos são áreas ou cantos difíceis de alcançar para processamento (enchimento, arrefecimento, etc.). Os exemplos incluem cortes inferiores, cantos afiados, ranhuras profundas, etc. Neste caso, estruturas como ejectores de cantos, cilindros hidráulicos e corrediças podem ajudar nesta complexidade.

Deslizar: A corrediça está localizada no lado com o corte inferior. A inserção da corrediça e o mecanismo do parafuso suportam o rebaixo durante a solidificação e ajudam a remover o lado do rebaixo sem causar danos físicos.
Cilindro hidráulico: Um cilindro que fornece a força necessária para mover a corrediça.
Ejetor angular: Um pino ejetor que se move num ângulo específico para empurrar a peça para fora do molde a partir de áreas complicadas ou de difícil acesso.
Quais são os tipos de moldes de injeção?
There are many different types of injection molds, each with its own unique production capabilities and assembly structures of the components and systems included. Here are some popular types of injection molds.

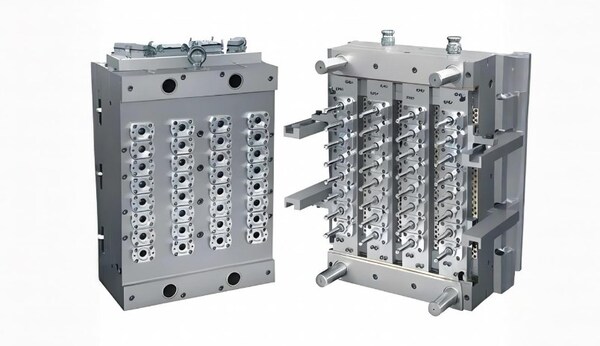
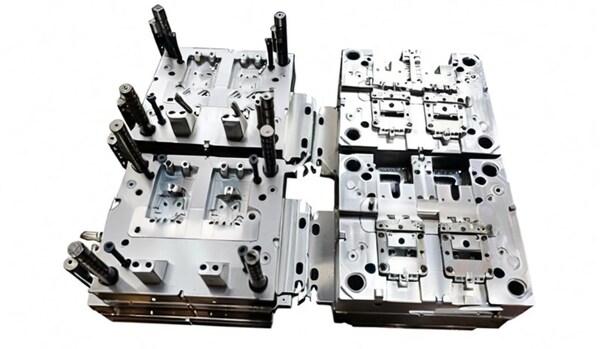
Moldes familiares
Comecemos por compreender os moldes de cavidade única e os moldes de cavidade múltipla. Os moldes de cavidade única produzem um produto num ciclo de produção, enquanto os moldes de cavidade múltipla produzem vários produtos idênticos.
Além disso, os moldes familiares têm múltiplas cavidades com diferentes geometrias. Isto significa que são feitos vários designs numa configuração de molde, por exemplo, moldar a caixa, o botão e o suporte interno de um dispositivo de diagnóstico médico utilizando o mesmo material.
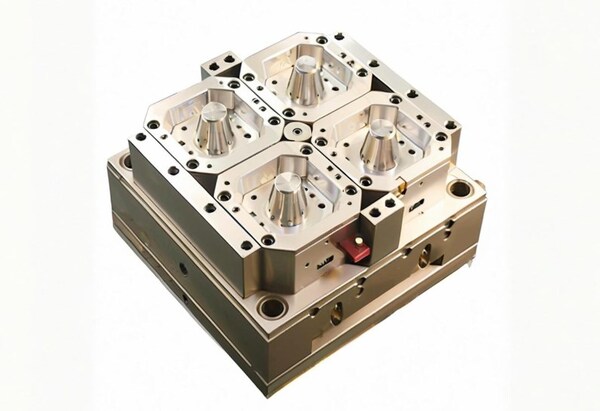
A conceção e o funcionamento do molde podem ser complexos, o que significa que existe o risco de certos defeitos, como a solidificação irregular e dimensões inconsistentes.
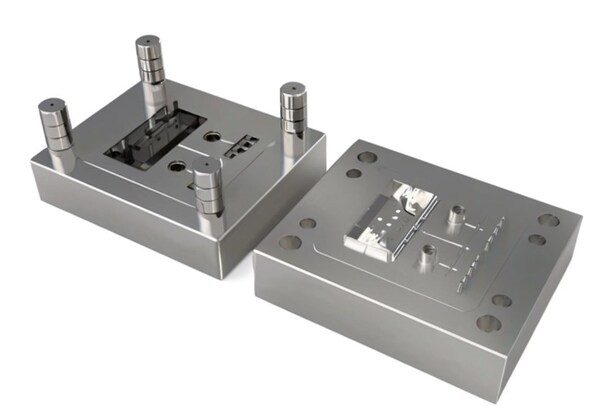
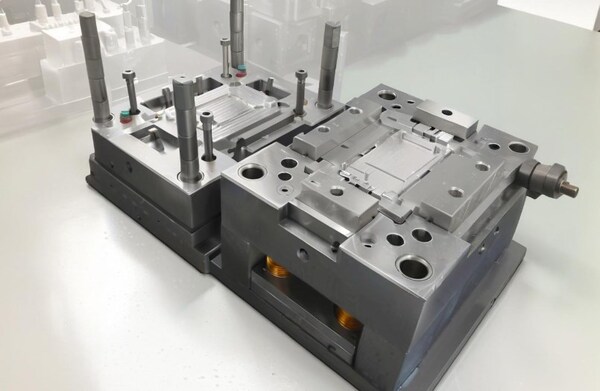
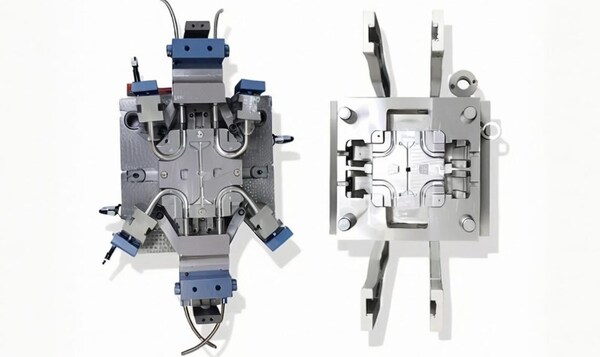
Moldes de duas placas
Esta é uma forma de molde simples que inclui apenas uma metade de molde móvel e uma metade de molde fixo, que se encontram na linha de separação. A principal caraterística dos moldes de duas placas é que uma única linha de separação facilita a abertura direta da cavidade do molde de injeção e do núcleo para ejetar a peça solidificada.

Se o molde tiver várias cavidades, os canais e as portas são mantidos perto da linha de separação. Os fabricantes utilizam estes moldes para produzir peças pequenas sem quaisquer caraterísticas complexas a um baixo custo. No entanto, a alta pressão causa flashing e a estrutura simples limita a flexibilidade do projeto do molde.
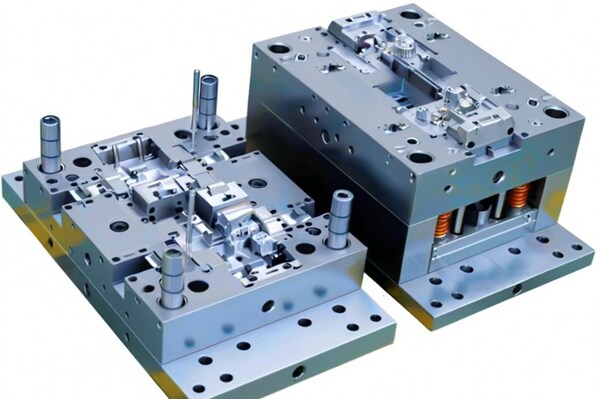
Moldes de três placas
Os moldes de três placas têm duas ou mais linhas de separação; não se pode simplesmente abrir a cavidade e o núcleo para obter a peça final. Em vez disso, a placa extra do canal separa o canal e o portão para que possa retirar a peça moldada do canal por si só.

A secção ou placa de alimentação não exige que a localização do canal e da comporta se situe perto da linha de separação da cavidade e do núcleo, pelo que a comporta pode ser colocada separadamente do canal. Estes tipos de moldes são adequados para formas complexas e requisitos de portas multiponto. No entanto, as ferramentas do molde de injeção e os custos de produção são relativamente caros.
Moldes empilhados
Pegamos em vários moldes e empilhamo-los. Assim, a cavidade é maior do que a de um molde de injeção normal. Quando um molde está a ejetar a peça, o outro molde está a injetar a peça, e o ciclo decorre ao mesmo tempo.

É assim que se duplica o número de peças num ciclo. Além disso, a cavidade não precisa de ter a mesma forma ou tamanho em todos os lados. Isto é muito bom quando se tem diferentes componentes de moldes de injeção que têm de ser montados.
Os moldes em pilha são uma óptima forma de melhorar a eficiência da produção, especialmente para a moldagem de grandes volumes. Com a ajuda de máquinas avançadas, é possível automatizar o processo de moldagem por injeção de plástico e manter tolerâncias apertadas.

Molde Twist-Out
Os moldes de torção são utilizados para fabricar superfícies roscadas, como rolhas de garrafa. Têm um núcleo roscado que empurra a peça sólida para fora através do ciclo de torção. Ao mesmo tempo, um mecanismo de cremalheira e pinhão ajuda o núcleo interno a torcer para fora.

Se precisar de muitas peças roscadas de precisão com caraterísticas de superfície semelhantes, então o molde de torção é a melhor escolha.
Molde de inserção
Estes moldes especiais têm peças de metal no interior da peça de plástico. O plástico envolve as peças metálicas e mantém-nas no lugar quando arrefece. A moldagem por inserção é utilizada para parafusos em peças de plástico e peças de metal para eletrónica.

A inserção é colocada e fixada no interior do molde por meios manuais ou automáticos. Quando feito manualmente, é colocado no molde à mão. O alinhamento e o posicionamento correto são conseguidos utilizando pinos, ranhuras ou suportes magnéticos. Em alternativa, os sistemas robóticos ou os alimentadores efectuam automaticamente as inserções antes de cada ciclo de moldagem.
Molde Multi-Shot
Este molde é utilizado para fabricar peças com várias cores e materiais. O molde tem várias máquinas de injeção que podem injetar material fundido na cavidade ao mesmo tempo. Depois de a primeira injeção ser moldada, são feitas mais injecções em cima dela. Para facilitar as injecções múltiplas, o molde está ligado a um mecanismo rotativo, móvel ou de retorno do núcleo.

Os moldes de injeção múltipla são óptimos para combinar materiais termoendurecíveis e materiais termoplásticos. Pode combinar vários materiais termoplásticos numa só peça ou pode combinar vários materiais termoplásticos numa só peça. Por exemplo, pode utilizá-los para adicionar pegas a cabos de ferramentas termoendurecíveis, cerdas de escovas de dentes, vedantes, juntas, O-rings, etc.
Resumo
Os moldes de injeção são ferramentas utilizadas para fabricar produtos de plástico. Decidem a forma e o tamanho do produto e têm muitas peças e sistemas. As peças principais são as bases do molde, os núcleos do molde, os sistemas de arrefecimento, os sistemas de canais, os sistemas de ejeção e os sistemas de guia.
Existem muitos tipos de plástico moldes de injeçãoOs moldes de duas placas, os moldes de três placas, os moldes de empilhamento, os moldes de rotação, os moldes de disparo múltiplo, etc., são adequados para diferentes necessidades de produção. Cada tipo de molde tem caraterísticas estruturais e capacidades de produção específicas.
O material do molde de injeção é normalmente selecionado a partir de metais de alta resistência para satisfazer os requisitos de produção de produtos de plástico duráveis e precisos.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







