 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução
O fabrico de moldes de injeção é um processo longo e complicado. Há muitas etapas envolvidas no que parece ser uma operação simples. Sabe o que é o processo de fabrico de moldes de injeção?
Agora vou contar-vos em pormenor. O plástico moldagem por injeção O processo de fabrico de moldes de injeção inclui principalmente: aceitação das necessidades personalizadas dos clientes, conceção de moldes pela equipa de engenharia, fabrico de moldes de injeção de plástico fundido, inspeção e ensaio de moldes, modificação e reparação de moldes e manutenção de moldes. Abaixo, levá-lo-ei a compreender um por um.

Aceitar as necessidades personalizadas dos clientes
Quando se pretende fazer um molde de plástico, dá-se ao fabricante do molde um desenho ou uma amostra do produto que se pretende fabricar. O fabricante de moldes precisa de saber como vai utilizar a peça, como vai processá-la e qual a precisão que precisa que tenha.

Para satisfazer os requisitos da produção de moldes de plástico, temos de recolher, analisar e digerir os dados do produto para satisfazer as necessidades personalizadas dos clientes.
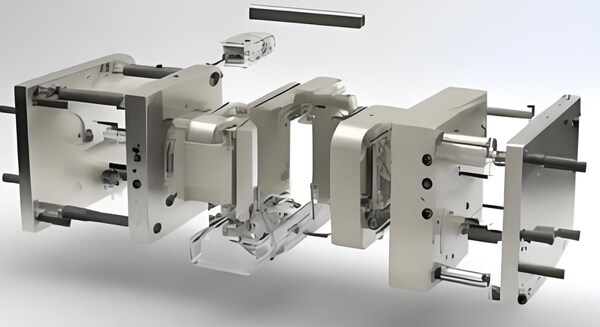
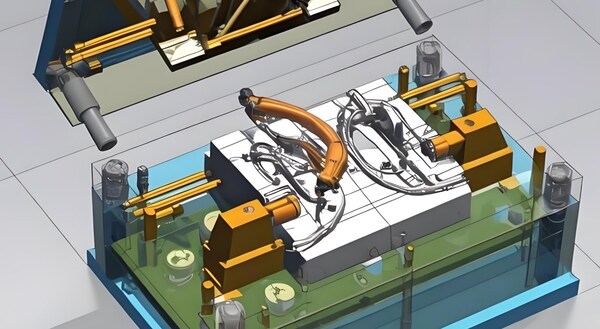
Conceção de moldes
A conceção do molde de injeção é a parte mais importante de todo o processo de fabrico do molde. A estrutura e o tamanho do molde devem ser determinados de acordo com os requisitos e as caraterísticas do produto. Seguem-se os passos para conceber um molde de injeção.
Trabalhos de preparação antes da conceção
Livro de tarefas de conceção; familiarização com peças de plástico, incluindo a sua forma geométrica, requisitos de utilização de peças de plástico e matérias-primas de peças de plástico; verificação da capacidade de processamento de moldagem de peças de plástico; clarificação do modelo e especificações da máquina de moldagem por injeção.
Etapas de conceção da estrutura do molde de injeção
Contar o número de furos. Condições: volume máximo de injeção, força de aperto, requisitos de precisão do produto, economia; escolha onde dividir. O princípio deve ser uma estrutura de molde simples, fácil de dividir e sem impacto no aspeto e na utilização das peças de plástico; decidir onde colocar os orifícios.

Decidir como retirar a peça do molde, incluindo o canal principal, o canal de derivação, a porta, o poço de escoamento a frio, etc. Conceba diferentes formas de retirar a peça do molde, dependendo de onde a peça de plástico é deixada no molde.

Decidir como controlar a temperatura. O sistema de controlo da temperatura é decidido principalmente pelo tipo de plástico. Quando decidir utilizar uma inserção no molde ou no núcleo, divida as inserções em secções e faça as inserções e fixe-as ao mesmo tempo.

Descobrir o método de exaustão. Em geral, a exaustão pode ser conseguida pelo intervalo entre a superfície de separação do molde e o mecanismo de ejeção e o molde. Para moldes de injeção grandes e de alta velocidade, o método de exaustão correspondente deve ser projetado; determinar as principais dimensões do molde de injeção.

Utilize a fórmula para calcular as dimensões de trabalho das peças moldadas. Determine a espessura da parede lateral da cavidade do molde, a espessura da placa de fundo da cavidade, a almofada do núcleo, a espessura da placa móvel, a espessura da placa da cavidade da cavidade do tipo bloco e a altura de fecho do molde de injeção.

Com base nas dimensões projectadas e calculadas do molde de injeção, escolha uma base de molde padrão para o molde de injeção e tente escolher componentes de molde padrão; esboce a estrutura do molde.
Ao projetar um molde, é muito importante desenhar um esboço estrutural completo do molde e desenhar um diagrama da estrutura do molde. Verifique as dimensões relevantes do molde e da máquina de injeção.

Verifique os parâmetros da máquina de moldagem por injeção utilizada: incluindo o volume máximo de injeção, a pressão de injeção, a força de aperto e o tamanho da peça de instalação do molde, o curso de abertura do molde e o mecanismo de ejeção.
Revisão de peças moldadas por injeção conceção. Realizar uma revisão preliminar e obter o consentimento do utilizador. Ao mesmo tempo, é necessário confirmar e modificar os requisitos do utilizador; desenhar o desenho de montagem do molde.

Indicar claramente a relação de montagem, as dimensões necessárias, os números de série, as listas pormenorizadas, as barras de título e os requisitos técnicos de cada peça da moldagem por injeção (os requisitos técnicos incluem os seguintes elementos).

requisitos de desempenho para a estrutura do molde, tais como os requisitos de montagem do mecanismo de ejeção e do mecanismo de extração do núcleo; requisitos para o processo de montagem do molde, tais como a folga de encaixe da superfície de separação e o paralelismo das superfícies superior e inferior do molde.

requisitos de utilização do molde; tratamento anti-oxidação, numeração do molde, letras, vedantes de óleo e requisitos de armazenamento; requisitos para moldes de ensaio e inspecções).
Fazer desenhos das peças do molde. A ordem para fazer os desenhos das peças é: primeiro o interior, depois o exterior, primeiro as peças complexas, depois as simples, e primeiro as peças do molde, depois as peças estruturais. Verificar os desenhos de projeto.

A verificação final do design do molde de injeção é a verificação final do design do molde de injeção, e deve ser dada mais atenção ao desempenho de processamento das peças.
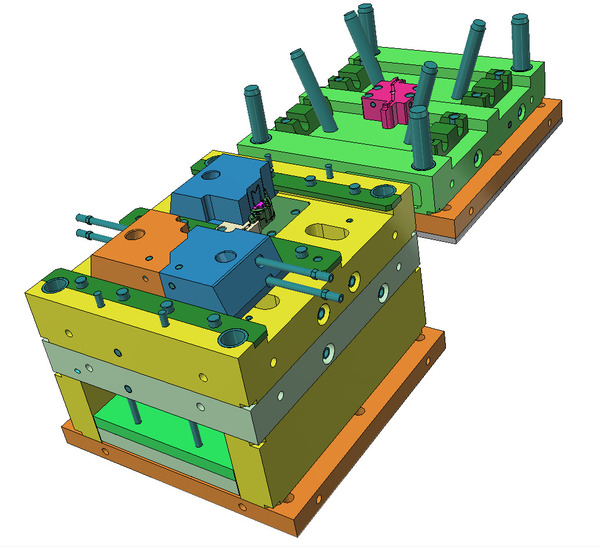
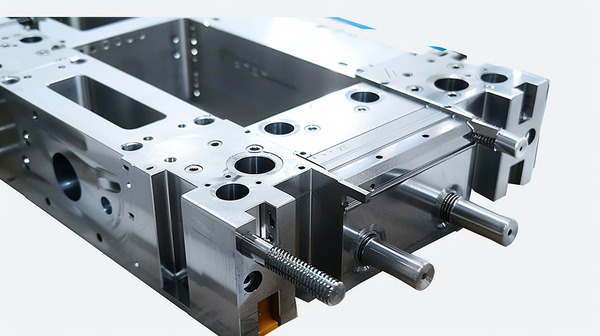
Fabrico de moldes
Programação, remoção de eléctrodos
Uma vez concluída a conceção do molde, é necessário elaborar o programa CNC com base nas condições de processamento de cada peça e se o elétrodo tem de ser retirado para EDM.

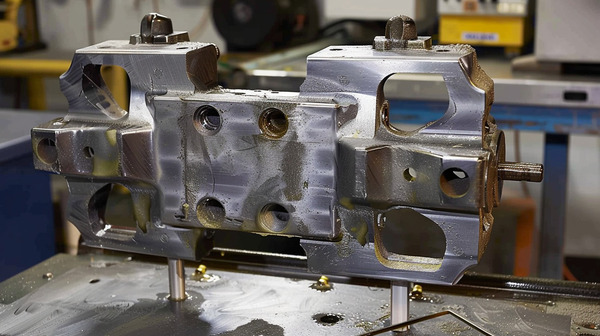
Maquinação
O processamento mecânico do molde inclui processamento CNC, processamento EDM, processamento de corte de fio, processamento de perfuração profunda, etc. Depois de encomendada a base do molde e os materiais, o molde encontra-se apenas num estado de processamento bruto ou apenas em material de aço.
Nesta altura, deve ser efectuada uma série de processos mecânicos de acordo com a intenção do desenho do molde para fazer várias peças

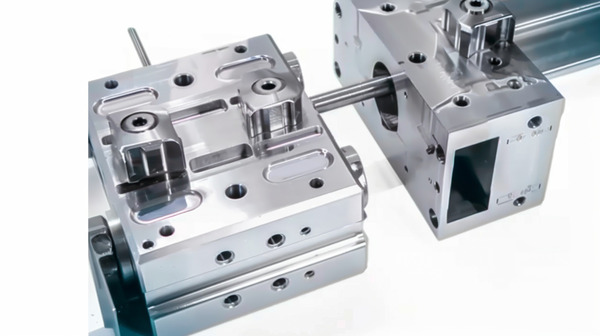
A maquinação CNC, ou maquinação por controlo numérico computorizado, é um centro de maquinação que utiliza controlo numérico. Requer vários processos de maquinação, seleção de ferramentas, parâmetros de maquinação e outros requisitos.

A maquinagem EDM, ou maquinagem por descargas eléctricas, é um processo de maquinagem que utiliza descargas eléctricas para corroer o material até ao tamanho necessário, pelo que só pode processar materiais condutores. Os eléctrodos utilizados são geralmente feitos de cobre e grafite.
Montagem do fixador
Um montador é uma função muito importante no processo de fabrico de moldes, e o seu trabalho tem de ser executado ao longo de todo o processo de fabrico de moldes. O trabalho de um montador é competente na montagem de moldes, torneamento, fresagem, retificação e perfuração.
Poupança e polimento de moldes
A poupança e o polimento do molde é o processo de utilização de lixa, pedra de óleo, pasta de diamante e outras ferramentas para processar as peças do molde depois de o molde ser processado por CNC, EDM e montador antes de o molde ser montado.

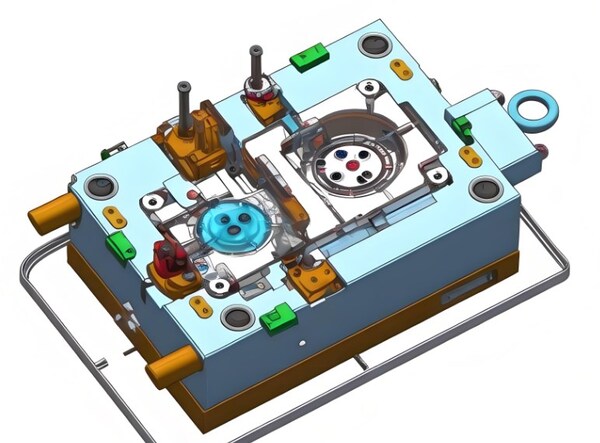
Inspeção de moldes de injeção
Aspeto do molde
A placa de identificação do molde tem um conteúdo completo, caracteres claros e uma disposição correta. A placa de identificação deve ser fixada no pé do molde perto do modelo e do ângulo de referência. A placa de identificação é fixada de forma fiável e não é fácil de descolar.

O bocal da água de arrefecimento deve ser um bocal de encaixe de bloco de plástico, e o cliente tem outros requisitos. O bocal da água de arrefecimento não deve sair da superfície da estrutura do molde. O bocal da água de arrefecimento tem de ser processado com orifícios escareados.

O diâmetro do furo escareado é de 25mm, 30mm e 35mm. O chanfro do furo deve ser consistente. O bocal da água de arrefecimento deve ter marcas de entrada e saída.

Os caracteres e números ingleses marcados devem ser superiores a 5/6, e a posição deve ser 10 mm diretamente abaixo do bocal de água. A caligrafia deve ser clara, bonita, limpa e uniformemente espaçada.

Os acessórios do molde não devem afetar o içamento e o armazenamento do molde. Durante a instalação, existem cilindros de óleo expostos, bocais de água, mecanismos de pré-configuração, etc., que devem ser protegidos por pernas de apoio.

A instalação das pernas de apoio deve ser fixada à estrutura do molde com parafusos através das pernas de apoio. As pernas de apoio demasiado compridas podem ser fixadas à estrutura do molde através da maquinação de colunas roscadas externas. O tamanho do orifício de ejeção do molde deve cumprir os requisitos da especificação moldagem por injeção máquina.

Não é possível utilizar apenas uma ejeção central, a menos que se trate de um molde pequeno. O anel de posicionamento deve ser fixado de forma fiável, com um diâmetro de anel de 100mm e 250mm. O anel de posicionamento é 10~20mm mais alto do que a placa inferior, a menos que o cliente tenha outros requisitos.

As dimensões externas do molde devem cumprir os requisitos da máquina de moldagem por injeção especificada. Os moldes com requisitos de instalação direcional devem ser marcados com setas no modelo frontal ou traseiro para indicar a direção de instalação.

Ao lado da seta deve estar escrito "UP". A seta e o texto são ambos amarelos e a altura é de 50 mm. Não deve haver buracos, ferrugem, anéis de elevação extra, entrada e saída de vapor de água, orifícios de óleo, etc. na superfície da estrutura do molde, bem como defeitos que afectem o aspeto.

O molde deve ser fácil de levantar e transportar. As peças do molde não devem ser desmontadas durante a elevação e os anéis de elevação não devem interferir com a torneira, o cilindro de óleo, a haste de pré-ajuste, etc.

Material e dureza do molde
A estrutura do molde deve utilizar uma estrutura de molde normalizada que cumpra as normas. Os materiais das peças que formam o molde e do sistema de vazamento (núcleo, inserto móvel do molde, inserto móvel, cone de desvio, haste de pressão, manga da porta) são feitos de materiais com desempenho superior a 40Cr.

Quando se moldam plásticos que são facilmente corroídos pelo molde, as peças moldadas devem ser feitas de materiais resistentes à corrosão, ou devem ser tomadas medidas anti-corrosão nas suas superfícies de moldagem. A dureza das peças moldadas não deve ser inferior a 50HRC, ou a dureza do tratamento de endurecimento da superfície deve ser superior a 600HV.

Ensaio de moldes de injeção
Precauções antes do ensaio
A estrutura do molde deve utilizar uma estrutura de molde normalizada que cumpra as normas. Os materiais das peças que formam o molde e do sistema de vazamento (núcleo, inserto móvel do molde, inserto móvel, cone de desvio, haste de pressão, manga da porta) são feitos de materiais com desempenho superior a 40Cr.

Quando se moldam plásticos que são facilmente corroídos pelo molde, as peças moldadas devem ser feitas de materiais resistentes à corrosão, ou devem ser tomadas medidas anti-corrosão nas suas superfícies de moldagem. A dureza das peças moldadas não deve ser inferior a 50HRC, ou a dureza do tratamento de endurecimento da superfície deve ser superior a 600HV.

Depois de confirmar que as várias partes do molde estão a mover-se corretamente, é necessário selecionar uma máquina de moldagem por injeção de molde de ensaio adequada. Ao selecionar, deve prestar atenção a: qual é o volume máximo de injeção da máquina de moldagem por injeção.

se a distância interior do tirante pode acomodar o molde; se o curso máximo de movimento do modelo móvel cumpre os requisitos; se outras ferramentas e acessórios relacionados com o molde de ensaio estão totalmente preparados.

Uma vez confirmado que tudo está bem, o próximo passo é pendurar o molde. Ao pendurar, deve ter-se em atenção que, antes de bloquear todas as placas de fixação e abrir o molde, o gancho não deve ser retirado para evitar que a placa de fixação se solte ou parta e provoque a queda do molde.

Quando o molde estiver no lugar, verifique novamente se todas as peças mecânicas estão a funcionar corretamente. Certifique-se de que a placa deslizante, o pino ejetor, a estrutura de extração dos dentes e o interrutor de limite estão todos a funcionar corretamente. Além disso, certifique-se de que o bico de injeção e a porta de alimentação estão alinhados.

Agora, vamos falar sobre o próximo passo, que é a ação de fecho do molde. Nesta altura, a pressão de fecho do molde deve ser reduzida. Durante a ação de fecho do molde manual e a baixa velocidade, deve prestar atenção se existe algum movimento não suave e som anormal.

O processo de elevação do molde é, de facto, muito simples. A principal coisa que precisa de ser feita com cuidado é que é difícil ajustar o centro da porta do molde e do bocal. Normalmente, o centro pode ser ajustado utilizando um papel de teste.

Aumente a temperatura do molde: Dependendo do material que está a utilizar e do tamanho do seu molde, escolha um controlador de temperatura do molde que o faça atingir a temperatura necessária para produzir peças.

Após o aumento da temperatura do molde, verifique novamente o movimento de cada peça, porque o aço pode causar o encravamento do molde após a expansão térmica, por isso preste atenção ao deslizamento de cada peça para evitar tensão e vibração.

Se a fábrica não implementar a regra do plano experimental, recomenda-se que, ao ajustar as condições do molde de ensaio, apenas uma condição possa ser ajustada de cada vez, de modo a distinguir o impacto de uma única alteração de condição no produto.

Dependendo das matérias-primas, as matérias-primas utilizadas devem ser cozidas corretamente, tentando utilizar as mesmas matérias-primas para o molde de ensaio e para a futura produção em massa. Não experimentar o molde inteiramente com materiais inferiores. Se houver um requisito de cor, pode organizar um teste de cor ao mesmo tempo.
O processamento secundário é frequentemente afetado por problemas como o stress interno. Após o molde de teste, o molde deve ser processado para processamento secundário quando o produto estiver estável. Depois de fechar lentamente, ajuste a pressão de aperto e mova-o várias vezes para verificar se há pressão de aperto desigual para evitar rebarbas e deformação do molde do produto.

Depois de ter feito tudo isso, pode reduzir a velocidade e a pressão de fecho do molde, definir a haste de segurança e o curso de ejeção e, em seguida, ajustar o fecho normal do molde e a velocidade de fecho do molde. Se o interrutor de limite para o curso máximo estiver envolvido, deve ajustar o curso de abertura do molde para ser um pouco mais curto e cortar a ação de abertura do molde a alta velocidade antes de o molde atingir o seu curso máximo.

Isto deve-se ao facto de, durante o período de carregamento do molde, o curso de ação a alta velocidade ser mais longo do que o de baixa velocidade em todo o curso de abertura do molde. Na máquina de plástico, a haste ejectora mecânica também tem de ser ajustada para atuar após a ação de abertura do molde a alta velocidade, para evitar a deformação da placa ejectora ou da placa de desmoldagem devido à força.

Antes de iniciar a moldagem, verifique o seguinte: O curso de alimentação é demasiado longo ou demasiado curto? A pressão é demasiado alta ou demasiado baixa? A velocidade de enchimento é demasiado rápida ou demasiado lenta? O ciclo de processamento é demasiado longo ou demasiado curto?

Para evitar disparos curtos, quebras, deformações, rebarbas e até danos no molde. Se o tempo de ciclo for demasiado curto, o ejetor empurrará a peça ou o anel de remoção apertará a peça. Pode levar duas ou três horas para remover a peça. Se o tempo de ciclo for demasiado longo, as partes finas e fracas do núcleo podem partir-se devido ao encolhimento da borracha.

Não é possível prever todos os problemas que podem ocorrer durante um ensaio de moldes, mas pensar com antecedência e tomar medidas ajudá-lo-á a evitar problemas grandes e dispendiosos.

As principais etapas do ensaio de moldes
Para evitar o desperdício de tempo e esforço durante a produção em massa, é necessário ser paciente e ajustar e controlar várias condições de processamento, encontrar as melhores condições de temperatura e pressão e estabelecer procedimentos de ensaio de moldes padrão que podem ser utilizados todos os dias.

Verificar se a resina plástica no cilindro está correta e se foi cozida de acordo com os regulamentos (se forem utilizados materiais plásticos diferentes para o ensaio e produção do molde, podem ser obtidos resultados diferentes).

Certifique-se de que limpa bem o tubo de material para não injetar borracha estragada ou material estranho no molde. A borracha estragada e os materiais estranhos podem encravar o molde. Verifique se a temperatura do tubo de material e a temperatura do molde são adequadas para o material que está a utilizar.

Altere a pressão e o volume de injeção para obter um bom aspeto do produto. Mas não o deixe piscar, especialmente quando algumas peças não estão totalmente solidificadas. Pense nisso antes de alterar todas as definições de controlo, porque uma pequena alteração na taxa de enchimento pode fazer uma grande diferença no enchimento.

Basta ser paciente e esperar até que as condições da máquina e do molde estabilizem. Mesmo uma máquina de tamanho médio pode ter de esperar mais de 30 minutos. Este tempo pode ser utilizado para verificar possíveis problemas com o produto.

O tempo de avanço do parafuso não deve ser inferior ao tempo necessário para o plástico do portão solidificar, caso contrário o peso do produto será reduzido, o que prejudicará o desempenho do produto. E quando o molde é aquecido, o tempo de avanço do parafuso também deve ser alargado para compactar o produto.

Um ajuste razoável reduz o ciclo total de processamento. Execute as condições recém-ajustadas durante pelo menos 30 minutos até ficarem estáveis e, em seguida, produza continuamente pelo menos uma dúzia de amostras de moldes completos, marque a data e a quantidade no recipiente e coloque-as separadamente de acordo com a cavidade do molde para testar a sua estabilidade de funcionamento real e obter tolerâncias de controlo razoáveis (especialmente valiosas para moldes com várias cavidades).
Medir e registar as dimensões importantes das amostras contínuas (esperar que as amostras arrefeçam até à temperatura ambiente antes de medir).
Verifique o tamanho de cada amostra de molde e procure: se o tamanho do produto é estável; se algumas dimensões têm tendência para subir ou descer, o que significa que as condições de processamento da máquina ainda estão a mudar, como um mau controlo da temperatura ou da pressão do óleo; se a alteração do tamanho está dentro do intervalo de tolerância.

Se o tamanho do produto não se alterar e as condições de processamento forem normais, é necessário verificar se a qualidade do produto em cada cavidade é aceitável e se o seu tamanho está dentro da tolerância permitida. Anote os números das cavidades que são consistentemente maiores ou menores do que a média para verificar se o tamanho do molde está correto.

Registar os parâmetros obtidos durante o ensaio do molde
Registar e analisar os dados conforme necessário para modificar o molde e as condições de produção, e como referência para a futura produção em massa.

Aumentar o tempo de processamento para estabilizar a temperatura de fusão e a temperatura do óleo hidráulico.
Ajustar as condições da máquina de acordo com o tamanho de todos os produtos que são demasiado grandes ou demasiado pequenos. Se a taxa de encolhimento for demasiado elevada e o produto parecer estar a ser mal cortado, pode também referir-se ao aumento do tamanho do portão.

Se o tamanho da cavidade for demasiado grande ou demasiado pequeno, é necessário corrigi-lo. Se a cavidade e o tamanho da porta ainda forem bons, tente alterar as condições da máquina, como a taxa de enchimento, a temperatura do molde e a pressão de cada peça, e verifique se algumas cavidades estão a encher lentamente.
Faça correcções com base nas condições de correspondência de cada produto da cavidade ou no deslocamento do núcleo e talvez tente ajustar novamente a taxa de enchimento e a temperatura do molde para o tornar mais uniforme.

Resolver os problemas do moldagem por injeção máquina, como a bomba de óleo, a válvula de óleo, o controlador de temperatura, etc. Se não resolver estes problemas, as condições de processamento alterar-se-ão. Mesmo que tenha o melhor molde, este não funcionará bem numa máquina que não seja cuidada.
Depois de rever todos os valores registados, mantenha um conjunto de amostras para verificar e comparar se as amostras corrigidas melhoraram. Guardar corretamente todos os registos de inspeção de amostras durante o ensaio do molde, incluindo várias pressões no ciclo de processamento da moldagem por injeção, fusão e temperatura do molde.

temperatura do tubo de material, tempo de ação da injeção, período de alimentação do parafuso, etc. Em suma, guarde todos os dados que ajudarão a estabelecer com êxito as mesmas condições de processamento no futuro para obter produtos que cumpram as normas de qualidade.
Atualmente, a temperatura do molde é frequentemente ignorada durante os ensaios de moldes nas fábricas. Nos ensaios de moldes a curto prazo e na futura produção em massa, a temperatura do molde é a mais difícil de controlar. Uma temperatura incorrecta do molde pode afetar o tamanho, o brilho, o encolhimento, as linhas de fluxo e a falta de material da amostra. Se o controlador da temperatura do molde não for utilizado para a controlar, podem ocorrer dificuldades na futura produção em massa.

Modificação de moldes de injeção
Preparação antes da modificação do molde
Compreender o que o cliente pretende e os requisitos para fabricar o novo produto; analisar todo o produto para ver que partes têm de ser alteradas, testar e anotar de que tipo de aço é feito o molde, qual a sua dureza, etc.

Desenhe a estrutura original do molde, encontre as partes que precisam de ser alteradas e marque o tamanho, a posição, o chanfro, etc.
Projeto de modificação de moldes
Com base nos requisitos do produto, fazer o projeto de modificação do molde; modificar a estrutura do molde e considerar totalmente a dificuldade de processamento e o custo no projeto; fazer novos desenhos da estrutura do molde e determinar parâmetros como o tamanho, o material, a dureza, etc.

Processamento e fabrico de modificação de moldes
Executar o processamento e o fabrico com base nos desenhos de projeto para a modificação do molde, o que inclui fresagem, EDM, corte por fio e outros processos.

Além disso, efectue um processamento fino utilizando uma bancada e rebarbadoras. Depois de concluído o processo de modificação do molde, efectue uma inspeção dimensional completa e testes para verificar se a estrutura do molde cumpre os requisitos de produção de novos produtos.
Modificação e depuração de moldes
Uma vez terminado o processamento do molde, este é depurado. Isto inclui o ajuste da temperatura de moldagem por injeção, pressão, velocidade e outros parâmetros do molde. O molde é seco e polvilhado para garantir que não há poluição durante o processo de moldagem por injeção. O molde é testado e depurado no moldagem por injeção máquinas para verificar o tamanho, defeitos, fugas e outras condições do molde.

Manutenção após a modificação do molde
Após a utilização do molde, este deve ser limpo e mantido para evitar ferrugem e danos. O molde deve ser mantido e reparado regularmente, incluindo a substituição de peças gastas e a limpeza da tubagem do aquecedor.

Quando o molde já não estiver a ser utilizado, deve ser armazenado corretamente e inspeccionado regularmente.
Reparação de moldes de injeção
Preparação preliminar
Antes de iniciar a reparação do molde de injeção, é necessário efetuar uma série de inspecções para compreender as condições específicas do molde que necessita de ser reparado, de modo a garantir o bom andamento dos trabalhos de reparação do molde.

Verificar os componentes estruturais do molde para compreender a localização específica e o grau de reparação necessário. Compreender o processo e as condições de produção quando o molde é utilizado para verificar se são necessárias alterações. Preparar as ferramentas e materiais necessários para a reparação.
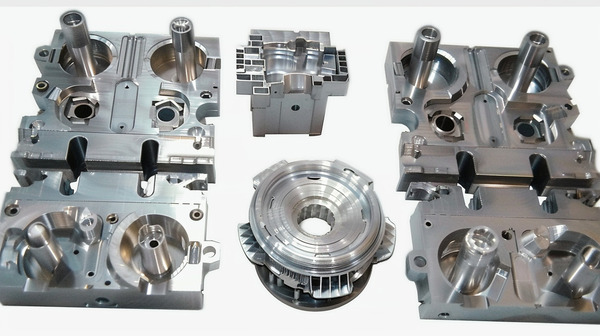
Desmontagem do molde
Quando se efectua um trabalho de reparação de moldes, é necessário desmontar primeiro o molde. Este processo inclui principalmente a remoção da placa móvel e da placa fixa do molde. Divida o molde em duas partes, esquerda e direita, e separe-as do tirante. Retire os acessórios, o núcleo, a cavidade, o bocal, o ejetor e outras peças do molde.

Reparar o bolor
Depois de o molde ser removido, pode entrar na fase de reparação. A reparação inclui principalmente a limpeza e o tratamento térmico: jato de areia no molde para remover a ferrugem e, em seguida, tratamento térmico. Renovação dos orifícios de passagem: Renovar e reparar os orifícios de passagem do molde e fechar os orifícios de passagem antigos.

Molde: Reparar as partes danificadas do molde, utilizar uma mó para o alisar e polir. Pulverização: Pulverizar a superfície do molde para formar uma película protetora na superfície do molde para aumentar a vida útil do molde.
Montar o molde
Quando a reparação estiver concluída, pode voltar a montá-lo. Os passos de montagem servem principalmente para verificar se as várias partes do molde foram reparadas. Realizar um teste de molde no molde para verificar a sua fiabilidade. Verificar e ajustar a instalação e o ajuste do molde.

Ajuste do teste
Depois de concluída a montagem, é necessário efetuar o trabalho de teste e ajuste. Este processo testa principalmente as máquinas e equipamentos utilizados em conjunto com o molde para garantir que os dois trabalham em conjunto e obtêm melhores resultados de produção.
Manutenção de moldes
Os moldes de injeção de plástico necessitam de manutenção e conservação regulares para garantir o seu bom funcionamento e uma longa vida útil.

Métodos corretos de manutenção do molde
Mantenha o molde limpo: Quando se utiliza o molde, alguns resíduos de fluxos de plástico fundido ou impurezas aderem à superfície do molde. Se não o limpar a tempo, isso afectará a qualidade do produto. Por isso, a limpeza regular do molde é um trabalho de manutenção muito importante.

Repare os danos a tempo: O molde pode ficar danificado ou desgastado durante a utilização, como fissuras, rebarbas e outros problemas. Encontrar e resolver estes problemas rapidamente pode fazer com que o molde dure mais tempo e impedir que aconteçam coisas piores devido aos danos.
Manter o molde lubrificado: As partes do molde precisam ser lubrificadas durante o trabalho para reduzir o atrito e o desgaste. A lubrificação e manutenção regulares do molde podem prolongar efetivamente a vida útil do molde.

Competências essenciais para a manutenção de moldes
Utilize o molde corretamente: Quando utilizar o molde, siga as instruções de conceção e funcionamento para não o sobrecarregar ou utilizar incorretamente e estragar tudo.
Guarde o molde corretamente: Os moldes que não utiliza devem ser guardados corretamente para evitar que se molhem, que apanhem sol e outras coisas más no ar. Além disso, tenha cuidado para não chocar com eles e parti-los.

Vigiar o bolor: Vigiar o bolor, resolver problemas à medida que surgem, prevenir problemas futuros e garantir que o bolor continua a funcionar.
Conclusão
Os moldes para plásticos são ferramentas utilizadas na indústria de transformação de plásticos para combinar com as máquinas de moldagem de plásticos e dar aos produtos de plástico configurações completas e dimensões precisas. Uma vez que existem muitos tipos e estruturas de plásticos, métodos de processamento, máquinas de moldagem de plásticos e produtos de plástico, existem também muitos tipos e estruturas de moldes para plásticos.

O processo principal de fabrico de moldes de injeção inclui principalmente a aceitação das necessidades de personalização do cliente, o design do molde, o fabrico do molde, a inspeção do molde de injeção, o ensaio do molde de plástico, a modificação do molde de injeção, a reparação do molde de injeção e a manutenção do molde.







