 Saltar para o conteúdo
Saltar para o conteúdo 

In addition to the single tooling, the molde de injeçãoing machine also offers the option of multiple molds by retrofitting so that the number of molds can be increased from five to six or more. This greatly improves the production efficiency of the injection molding machine, which meets the needs of modern industry for increased productivity. The function of a multi-mold injection machine that uses several molds to work at the same time is called multi-mold injection molding production, which achieves high speed, low cost, and ultimately, increased productivity.
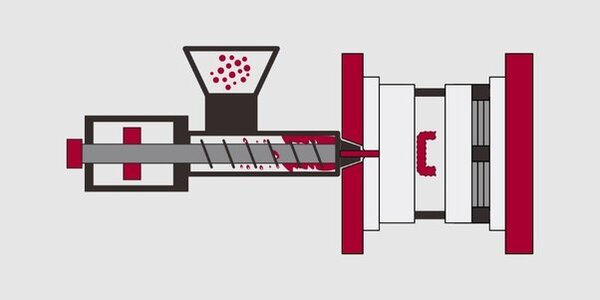
A moldagem por injeção é uma das formas de fabricar peças de plástico. É um processo em que derretemos material plástico, injectamo-lo numa cavidade do molde e deixamo-lo arrefecer e endurecer na forma definida pelo molde. Uma das perguntas mais comuns que recebo quando falo sobre moldagem por injeção é se uma máquina pode executar mais do que um molde ao mesmo tempo. Neste artigo, vou explorar a execução de vários moldes numa máquina de moldagem por injeção: É possível? Quais são as vantagens? Quais são os desafios que se colocam? E o que é necessário ter em conta?
Viabilidade do suporte de múltiplos moldes numa máquina de moldagem por injeção
A capacidade de uma máquina de moldagem por injeção para executar vários moldes depende de factores como a capacidade da máquina, o tamanho do molde e a complexidade das peças que estão a ser produzidas. Muitas das modernas máquinas de moldagem por injeção estão equipadas com moldes múltiplos que podem suportar mais do que uma refinação... Estas caraterísticas incluem um CME, uma mesa rotativa e peças moldáveis que são substituídas periodicamente.
Vantagens e desvantagens da utilização de vários moldes
Vantagens
1. Melhoria da eficiência da produção: Ao utilizar uma máquina de moldagem por injeção para produzir peças individuais, pode otimizar o tempo gasto em operações de várias fases, o que melhora a eficiência da produção. A utilização de um molde de mesa giratória permite-lhe fazer vários moldes e variações em diferentes posições, o que acaba por melhorar a produção de vários modelos e especificações.
2. Poupança de custos: Ao utilizar vários moldes para produzir produtos, pode poupar o custo de aquisição de outras máquinas de moldagem por injeção, o que também reduz o investimento de capital.
3. Redução dos custos de produção: A moldagem por injeção de múltiplos disparos tem a vantagem de produzir várias formas ao mesmo tempo, o que poupa tempo de inatividade e o custo de produção de produtos defeituosos, reduzindo assim os custos de produção.

4. Melhoria da qualidade do produto: As caraterísticas dos moldes múltiplos permitem uma fricção mais uniforme, o que reduz a necessidade de desgaste mecânico durante a abertura e o fecho do molde, aumenta a estabilidade do molde na produção e prolonga a vida útil do molde.
5. Requisitos reduzidos para o equipamento de moldagem por injeção: A moldagem por injeção de múltiplos moldes é um processo que utiliza plenamente a capacidade de produção das máquinas de moldagem por injeção, encurta os ciclos de produção e prolonga a vida útil da máquina.
Desvantagens
1. Tempos longos de mudança de molde: Quando se tem moldes diferentes, é preciso alternar entre eles, e isso leva tempo.
2. Aumento das taxas de insucesso: Quando se tem mais do que um molde no processo de moldagem por injeção, coloca-se mais pressão sobre as máquinas, o que pode realmente perturbar os sistemas de manutenção e reparação.
Considerações sobre a utilização de vários moldes
1. São necessários operadores qualificados: A utilização de vários moldes no processo de moldagem por injeção torna o funcionamento da máquina de moldagem por injeção mais complicado, pelo que são necessários operadores experientes para evitar acidentes.
2. Manutenção do equipamento: A utilização de múltiplos moldes significa que o fabricante de moldes tem de prestar mais atenção à manutenção da máquina de moldagem por injeção e ao funcionamento normal do molde para evitar interrupções frequentes da produção e aumentar a vida útil do molde.
3. Planeamento da produção: Neste caso, a razão pela qual é importante utilizar vários moldes para fabricar produtos antes do prazo previsto é para que o plano de produção decorra sem problemas.
4. Compatibilidade da máquina: Nem todas as máquinas de moldagem por injeção estão equipadas para utilizar vários moldes ao mesmo tempo. Os fabricantes têm de verificar se o seu equipamento, como as máquinas de moldagem por injeção, consegue realizar todas as tarefas necessárias para a operação com vários moldes.
5. Alinhamento e sincronização dos moldes: O encaixe e a ligação exactos do molde são importantes para obter um tamanho de peça consistente, evitando defeitos como o flash e o empeno, etc.
6. Custos dos moldes: O custo de aquisição de um conjunto de moldes para uma peça complexa ou de alta precisão pode ser muito elevado. As fábricas têm de considerar os principais indicadores de viabilidade, a vida útil do molde e os factores de amortização.
7. Manutenção e tempo de inatividade: O funcionamento de vários moldes numa máquina ao mesmo tempo aumenta a probabilidade de desgaste, o que pode levar a necessidades de manutenção mais frequentes e a um potencial tempo de inatividade para reparações e manutenção.

Estudo de caso: Solução de moldagem por injeção da Tandem Molding
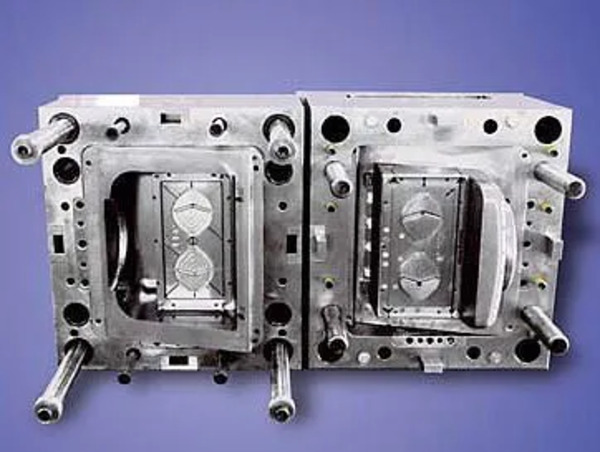
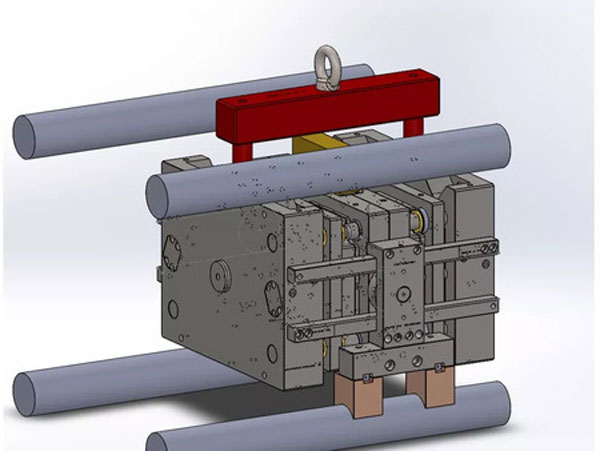
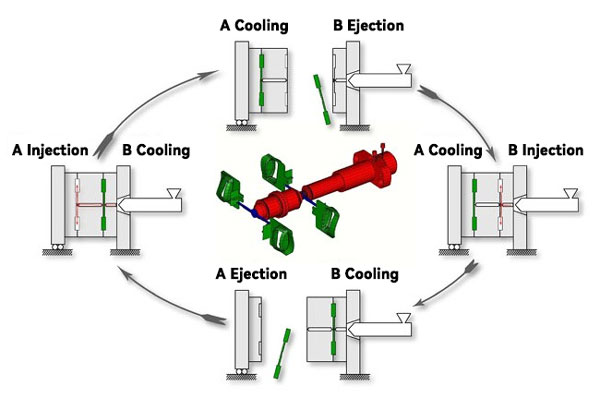
A tecnologia de moldagem em tandem é um processo que utiliza dois moldes idênticos ou semelhantes montados numa máquina de moldagem por injeção. Basicamente, trabalham em simultâneo para alcançar o resultado pretendido. O intervalo de tempo entre a colocação dos produtos num molde e no outro é utilizado para o processo de moldagem por injeção dos produtos do molde alternativo, e a máquina utiliza o tempo intermédio para equilibrar os dois moldes, maximizando a produtividade por hora de funcionamento.
A eficiência da tecnologia de moldagem em tandem é normalmente incomparável, podendo aumentar a produção do produto em 40-80% e poupar 30-40% em investimentos em equipamento e automação, se as condições do processo e as configurações do equipamento forem adequadas.
Cenários aplicáveis
Pode utilizar a tecnologia de Moldagem em Tandem em produtos com tempos de ciclo de mais de 30 segundos, as mesmas combinações de materiais e tamanhos próximos uns dos outros ou estruturas moleculares emparelhadas. Fizemos isto com peças de "estrutura frontal - alojamento de parafuso" e "tampa - base inferior" com produtos simétricos, peças de engenharia de sistemas que são padronizadas e envolvem vários conjuntos de moldes e peças planas de estrutura grande, incluindo a estrutura oca com fácil instalação de canais de fluxo. É possível combinar estas peças e moldes e produzi-los de forma eficiente utilizando cavidades pouco profundas.

Requisitos para os moldes
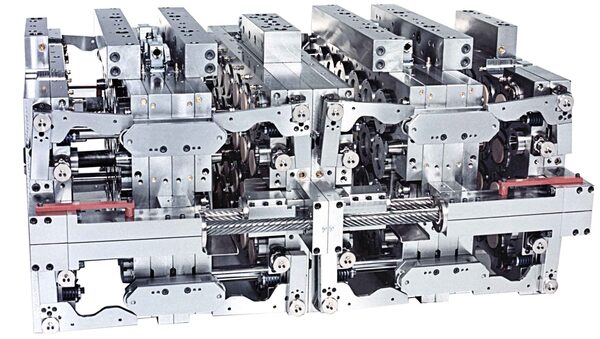
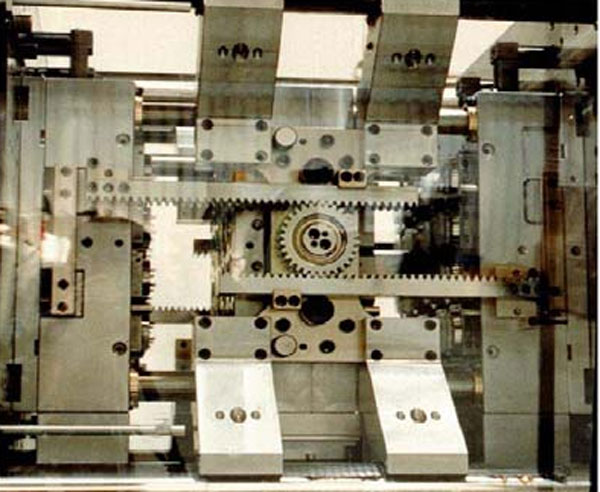
Na Moldagem Tandem, o molde tem duas partes: uma é o sistema de canal quente que alterna os disparos entre os moldes dianteiro e traseiro, e a outra é o sistema de fecho que alterna a abertura e o fecho dos moldes. Por outro lado, o design do molde Tandem baseia-se em dois moldes que partilham a injeção. A forma mais fácil de alternar entre os moldes dianteiro e traseiro é utilizar um sistema de canais quentes dianteiro e traseiro.
Atualmente, a maioria dos fabricantes de canais quentes concebe os seus produtos para a moldagem em tandem e também para moldes de câmara fria de baixo custo que podem fazer a moldagem em tandem ou mesmo para dois moldes existentes que podem ser adaptados para utilização combinada. Em suma, a complexidade não está na moldagem, está sobretudo na câmara quente.
Requisitos para máquinas de moldagem por injeção
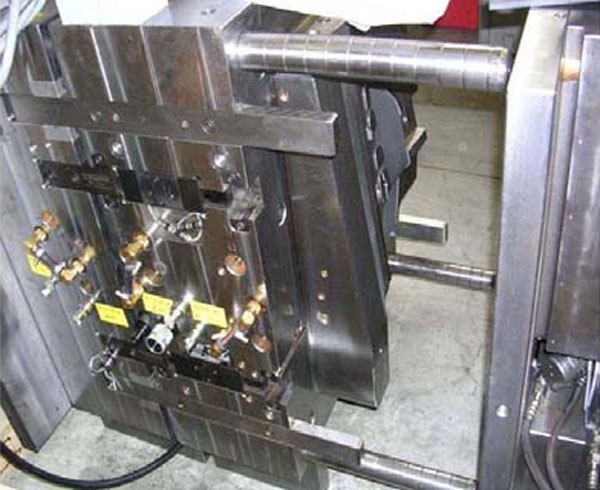
Com a Moldagem Unilateral, não é necessário efetuar quaisquer ajustes complexos nas máquinas de fabrico de moldes. Basta inserir uma placa no molde hidráulico que aumenta a espessura da parte de fixação da máquina de moldagem para que os moldes sobrepostos se encaixem. Normalmente, isto significa aumentar a espessura de fixação do molde em cerca de 20-25% mais do que a capacidade do molde do equipamento padrão.
Com a moldagem em tandem, é necessário utilizar um software de controlo em que o sistema de controlo da máquina de moldagem por injeção inclui este software para acomodar as variáveis utilizadas no processamento do molde A e do molde B para produzir produtos diferentes. A paragem e o arranque da massa fundida e a quantidade ou volume de massa fundida são as principais caraterísticas para melhorar a eficiência da produção.
Se não tiver capacidade de fusão suficiente, pode utilizar dispositivos independentes de pressão de retenção ou fechar as válvulas de bocal para iniciar o processo de plastificação mais cedo durante a pressão de retenção. Normalmente, estas aplicações não requerem o equipamento mais dispendioso e as melhorias subsequentes apenas aumentam o custo do equipamento em 5-10% relativamente ao que tinha anteriormente. Quando uma única máquina pode funcionar com a mesma produtividade que duas máquinas, tudo o que se obtém é uma poupança de custos assim que os moldes conseguem acompanhar o ritmo.
Diferenças entre Moldagem em Tandem e Moldagem em Pilha
Quando as pessoas começam a utilizar moldes empilhados em vez de moldes de face única, perguntam-me muitas vezes qual é a diferença no que se pode fazer com eles. A forma mais simples de moldagem em pilha consiste apenas em fazer peças à vez no molde A e no molde B. Isto é utilizado principalmente para peças técnicas que precisam de ser espessas. Não é como a moldagem flash, onde se faz uma peça complicada (e demora mais tempo a fazê-la). A moldagem em pilha é utilizada para fabricar peças finas ou peças com muitas cavidades, em que o tempo de ciclo é curto (menos de 10-15 segundos) e o tempo de arrefecimento é inferior a 5-6 segundos.
Assim, a moldagem em pilha é um processo que requer a abertura simultânea dos moldes A e B, a suspensão do molde central enquanto os moldes abrem e, em seguida, a resolução de questões como a estabilidade posicional, o suporte e a sincronização quando se lida com a estrutura do molde. O principal problema é a necessidade de resistência, precisão e durabilidade das peças mecânicas utilizadas para produzir peças em condições de produção a alta velocidade. Os fabricantes de moldes que conseguem produzir moldes de alta qualidade, fiáveis e de precisão não são como as outras oficinas de moldes. Normalmente cobram mais pelos seus moldes do que a média dos moldes.
À medida que o número de cavidades aumenta, o custo aumenta. A velocidade de produção rápida resulta em custos extremamente elevados devido ao equilíbrio do fluxo e ao controlo da válvula sequencial. Para ter em conta a qualidade e a estabilidade da produção, a fábrica de moldes opta normalmente por marcas de canais quentes como a Moldmaster ou a Husky, que são mais caras. No final, o elevado custo dos moldes afectará a competitividade da empresa num projeto. O processo de moldagem em tandem permite que apenas uma superfície de separação do molde seja aberta de cada vez durante cada ciclo, enquanto a outra metade permanece relativamente fixa na sua posição. O que torna este método valioso é o facto de a disposição do molde ser semelhante à de um molde convencional, pelo que não tem o problema da elevada complexidade da estrutura do molde.
O processo de moldagem em pilha requer critérios de aceitação mais elevados em termos de precisão e maquinação, ciclos de moldagem mais longos e velocidades de produção mais lentas, em comparação com o processo de moldagem económico e mais tolerante. Além disso, a Tandem Molding não prefere utilizar designs de cavidades elevadas, pelo que recorre a marcas de canais quentes mais comuns no mercado.
A moldagem em tandem, por ter apenas uma superfície de corte do molde, abre apenas uma superfície de corte de cada vez e uma única superfície de corte, ao contrário da moldagem em pilha, em que é necessário abrir e injetar em duas superfícies de corte ao mesmo tempo. Assim, é necessário que a máquina tenha um mínimo de espaço de carga dentro da fixação do molde (paralelismo) e uma capacidade de fusão e injeção na parte de moldagem por injeção.
A máquina de moldagem por injeção normalmente utilizada na moldagem em pilha é, na maioria dos casos, 1-2 especificações mais elevada do que a utilizada na moldagem em tandem para o mesmo número de cavidades. O facto de a moldagem por gravidade em tandem ter uma duração de ciclo mais longa, mas utilizar menos carga no equipamento ao mesmo tempo do que a moldagem em pilha, torna-a ideal para os produtos nacionais, enquanto a produção estável a alta velocidade da moldagem em pilha apresenta grandes desafios para as marcas nacionais.

A produção de moldagem em tandem é mais flexível. Os meios moldes A e B podem produzir produtos diferentes com processos de moldagem por injeção diferentes, enquanto a moldagem em pilha produz normalmente um único produto com o mesmo número de cavidades do molde e condições de injeção. Em comparação, a moldagem em tandem está numa posição inferior à moldagem em pilha devido às diferenças no equipamento de produção, nos moldes e nos processos de produção. Por conseguinte, este método é mais simples, mais económico e mais prático para melhorar a produtividade.
Conclusão
Em resumo, a viabilidade ou não de ter uma máquina de moldagem por injeção que possa lidar com vários moldes depende de vários factores, incluindo a capacidade da máquina, o design do molde e os requisitos de produção. A utilização de vários moldes tem muitas vantagens: poupa tempo e mão de obra, torna o processo mais económico e permite-lhe alterar o produto acabado. No entanto, esta máquina também é complicada de operar, leva tempo e um pouco de habilidade para a alinhar e, por último, é preciso pensar na manutenção. Basicamente, os fabricantes de máquinas têm de pensar no que precisam e no que podem fazer para ver se uma máquina de dupla finalidade é uma boa opção para terem um processo de fabrico mais optimizado.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







