 コンテンツへスキップ
コンテンツへスキップ 

インジェクション成形機は、改造により複数の金型を選択するオプションも提供しており、金型の数を5個から6個以上に増やすことができます。これにより、インジェクション成形機の生産効率が大幅に向上し、現代産業の生産性向上のニーズを満たしています。複数の金型を同時に使用して作業を行うマルチ金型インジェクション機の機能は、マルチ金型インジェクション成形生産と呼ばれ、高速、低コスト、そして最終的には生産性の向上を実現します。 射出成形金型ing machine also offers the option of multiple molds by retrofitting so that the number of molds can be increased from five to six or more. This greatly improves the production efficiency of the injection molding machine, which meets the needs of modern industry for increased productivity. The function of a multi-mold injection machine that uses several molds to work at the same time is called multi-mold injection molding production, which achieves high speed, low cost, and ultimately, increased productivity.
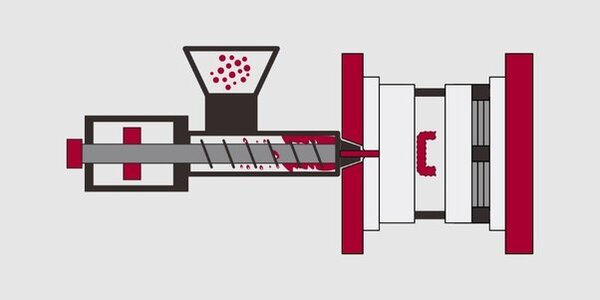
射出成形は、プラスチック部品の製造方法のひとつです。プラスチック材料を溶かし、金型の空洞に注入し、冷やして固め、金型で決められた形状にするプロセスです。射出成形について話すときによくある質問のひとつに、機械が同時に複数の金型を動かすことができるかどうかというものがあります。この記事では、射出成形機で複数の金型を稼働させることについて考えてみます:それは可能ですか?可能か?どのような課題に直面しますか?また、何を考慮する必要があるのでしょうか?
射出成形機における複数金型対応の可能性
射出成形機が複数の金型を稼働できるかは、成形機の能力、金型サイズ、生産する部品の複雑さなどの要因に左右される。最近の射出成形機の多くは、CME、回転テーブル、定期的に交換される成形可能な部品など、複数の精錬に対応できるマルチ金型を備えています。
複数の金型を使用する利点と欠点
メリット
1.生産効率の向上: 1台の射出成形機で個々の部品を生産することで、多段階の作業に費やす時間を最適化でき、生産効率が向上します。ターンテーブル金型を使用することで、異なる位置で複数の金型やバリエーションを作ることができ、最終的に複数のモデルや仕様の生産が向上します。
2. コスト削減: 複数の金型を使って製品を生産することで、他の射出成形機を購入するコストを削減でき、設備投資も抑えることができる。
3.生産コストの削減: マルチショット射出成形は、複数の形状を同時に生産できる利点があり、ダウンタイムと不良品生産コストを削減し、生産コストを削減する。

4.製品の品質向上: 複数の金型の特性は、より均一な摩擦を可能にし、金型開閉時の機械的摩耗の必要性を減らし、生産時の金型の安定性を高め、金型の寿命を延ばす。
5.射出成形設備に対する要求事項の削減: マルチモールド射出成形は、射出成形機の生産能力をフルに活用し、生産サイクルを短縮し、成形機の寿命を延ばすプロセスである。
デメリット
1.金型交換時間が長い: 異なる型があると、それを切り替えなければならず、時間がかかる。
2.故障率の増加: 射出成形の工程で複数の金型があると、機械にかかる負担が大きくなり、メンテナンスや修理のシステムが狂ってしまいます。
複数の金型を使用する場合の考慮点
1.熟練したオペレーターが必要: 射出成形工程では複数の金型を使用するため、射出成形機の操作が複雑になり、事故を避けるためには熟練したオペレーターが必要になる。
2.機器のメンテナンス: 複数の金型を使用するということは、金型メーカーが射出成形機のメンテナンスと金型の正常な稼動にもっと注意を払い、頻繁な生産中断を避け、金型の耐用年数を延ばすことを意味する。
3.生産計画: この場合、複数の金型を使って製品を前倒しで作ることが重要なのは、生産計画をスムーズに進めるためである。
4.機械の互換性: すべての射出成形機が複数の金型を同時に使用できるわけではありません。製造者は、射出成形機などの設備が、複数の金型を使用するために必要なすべての作業を完了できるかどうかを確認する必要があります。
5.金型のアライメントと同期: 金型の正確なフィットと接続は、一貫した部品サイズを達成し、バリや反りなどの欠陥を防止するために重要である。
6.金型費用: 複雑な部品や高精度の部品のために金型一式を購入するコストは非常に高くつく可能性がある。工場は、主な実現可能性指標、金型寿命、償却係数を考慮する必要があります。
7.メンテナンスとダウンタイム 1台の機械で複数の金型を同時に稼動させると、磨耗や破損の可能性が高くなり、メンテナンスの必要性や、修理やメンテナンスのためのダウンタイムの可能性が高まります。

ケーススタディタンデム成形射出成形ソリューション
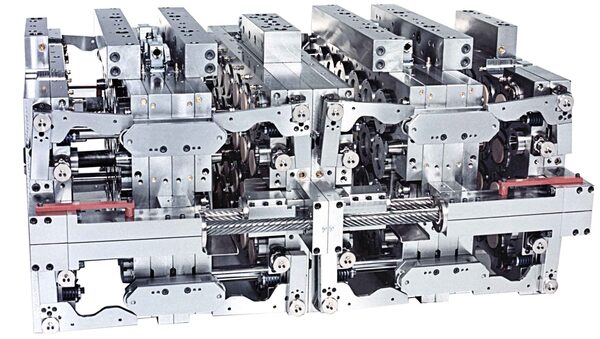
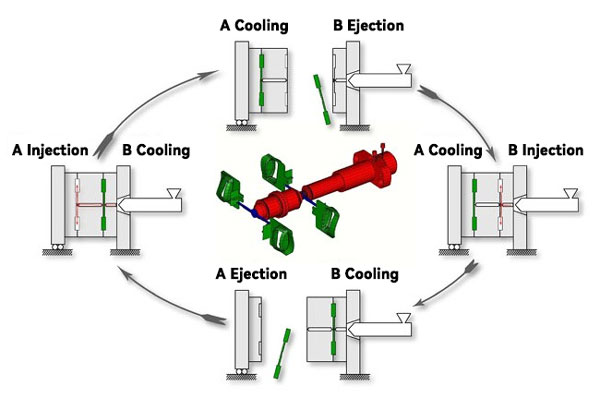
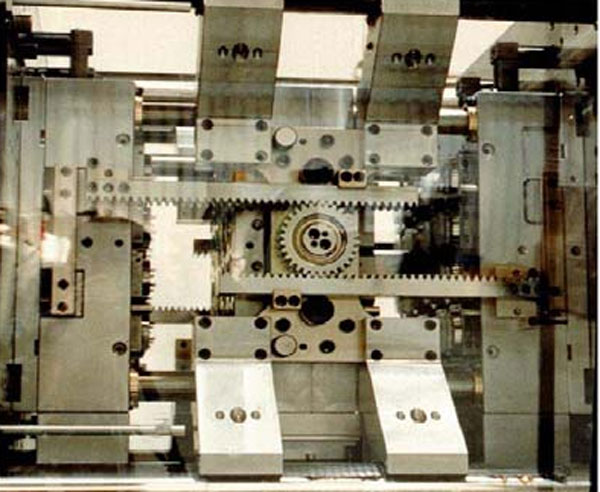
タンデム成形技術とは、1台の射出成形機に2つの同一または類似の金型を搭載するプロセスである。タンデム成形は、基本的に2つの金型が同時に動作し、目的の結果を達成します。片方の金型に製品をセットした後、もう片方の金型から製品を射出成形するまでの時間差を利用し、その間の時間を利用して2つの金型の間でバランスを取り、時間当たりの生産性を最大化します。
通常、タンデム成形技術の効率は比類のないものであり、工程条件と設備構成が適切であれば、製品生産量を40~80%増加させ、設備投資と自動化投資を30~40%節約することができる。
適用シナリオ
タンデム成形技術は、サイクルタイムが30秒以上の製品、同じ材料の組み合わせ、互いに近いサイジング、または対になった分子構造の製品に使用できます。私たちは、左右対称の製品を持つ「フロントフレーム-スクリュー-ハウジング」や「カバー-ボトムベース」部品、標準化され複数の金型セットを伴うシステムエンジニアリング部品、流路の設置が容易な中空構造を含む平らな大型フレーム部品などでこれを実現してきました。これらの部品と金型を組み合わせ、浅いキャビティで効率よく生産することができます。

金型の条件
タンデム成形では、金型は2つの部分から構成されます。1つは前後の金型を交互に射出するホットランナーシステムで、もう1つは金型の開閉を交互に行うロックシステムです。一方、タンデム成形の設計は、射出を共有する2つの金型に基づいています。前後の金型を交互に使用する最も簡単な方法は、前後のホットランナーシステムを使用することです。
今日、ほとんどのホットランナーメーカーはタンデム成形用に製品を設計しており、タンデム成形が可能な低コストのコールドランナー金型、あるいは既存の2つの金型を改造してタンデム成形を併用することも可能です。結局のところ、複雑さは成形にあるのではなく、ほとんどがホットランナーにあるのです。
射出成形機の要件
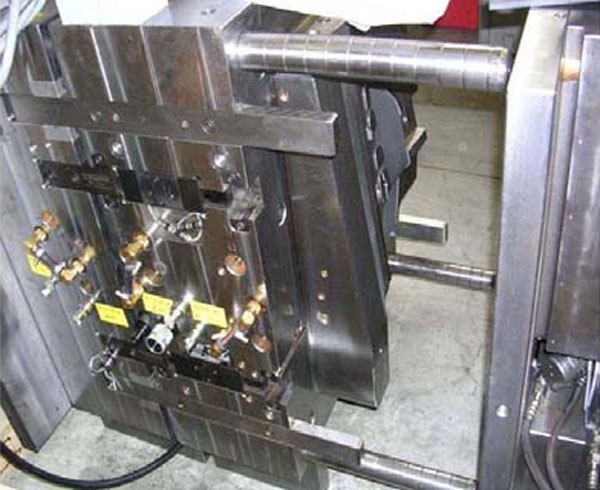
ユニラテラル成形では、成形機に複雑な調整を加える必要はない。油圧式金型にプレートを挿入するだけで、成形機の型締部の厚みを増やし、重なり合った金型が収まるようにします。一般的には、標準装備の金型容量より20~25%ほど金型のクランプ厚を増やすことになります。
タンデム成形では、金型Aと金型Bで異なる製品を生産するために使用される変数に対応するために、射出成形機の制御システムにこのソフトウェアが含まれている制御ソフトウェアを使用する必要があります。溶融の停止と開始、溶融の量や量は、生産効率を向上させるための重要な機能です。
十分な溶融能力がない場合は、独立した保圧装置を使用するか、保圧中にノズルバルブを閉じてプラスティフィケーション・プロセスを早期に開始することができます。通常、こうした用途では、最も高価な装置は必要なく、その後の改良によって、装置のコストは通常、以前のものより5~10%増加するだけです。1台の機械が2台の機械と同じ生産性で稼動できるようになれば、金型が追いつくようになった時点で、得られるのはコスト削減だけです。
タンデム成形とスタック成形の違い
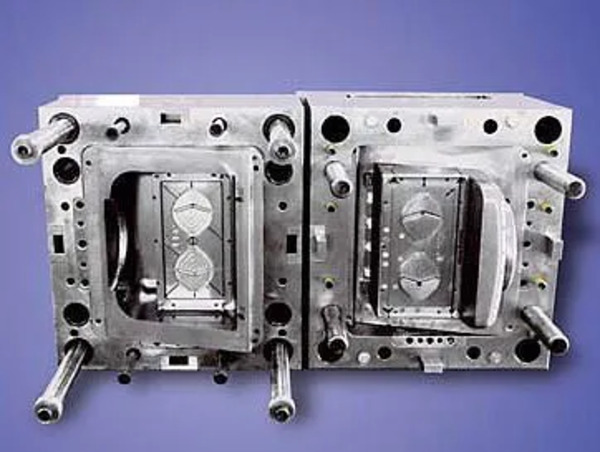
初めてスタックモールドを使い始めると、その違いについてよく質問されます。スタックモールドの最もシンプルな形は、金型Aと金型Bで交互にパーツを作るだけです。フラッシュ成形のように複雑なパーツを作る(そして作るのに時間がかかる)わけではない。スタック成形は、サイクルタイムが短く(10~15秒未満)、冷却時間が5~6秒未満で、薄い部品やキャビティが多い部品を作るのに使われる。
つまり、スタック成形とは、A金型とB金型を同時に開き、中央の金型を吊り下げながら金型を開き、金型構造を扱う際の位置安定性や支持力、同期性などの問題に対処しなければならない工程なのだ。主な問題は、高速生産条件下で部品を生産するために使用される機械部品に求められる強度、精度、耐久性である。高品質、高信頼性、高精度の金型を製造できる金型屋は、他の金型屋とは違う。彼らは通常、平均的な金型よりも高い金型代を請求する。
キャビティ数が増えるにつれて、コストは上昇する。生産速度が速いと、フローバランスとシーケンシャルバルブ制御のためにコストが非常に高くなります。品質と生産の安定性を考慮し、金型工場は通常モールドマスターやハスキーのようなホットランナーブランドを選びますが、コストが高くなります。結局、金型の高コストはプロジェクトにおける企業の競争力に影響する。タンデム成形プロセスでは、各サイクルで金型の分割面を一度に開くのは1つだけで、残りの半分は比較的永久に固定されたままである。この方法が貴重なのは、金型レイアウトが従来の金型に似ているため、金型構造が複雑になるという問題がないことだ。
スタックモールドプロセスは、コスト効率が高く、より寛容なモールドプロセスに比べ、精度と機械加工に対するより高い受け入れ基準、より長い成形サイクル、より遅い生産速度を必要とする。さらに、タンデムモールディングは高キャビティ設計を好まないため、市場でより一般的なホットランナーブランドに頼っている。
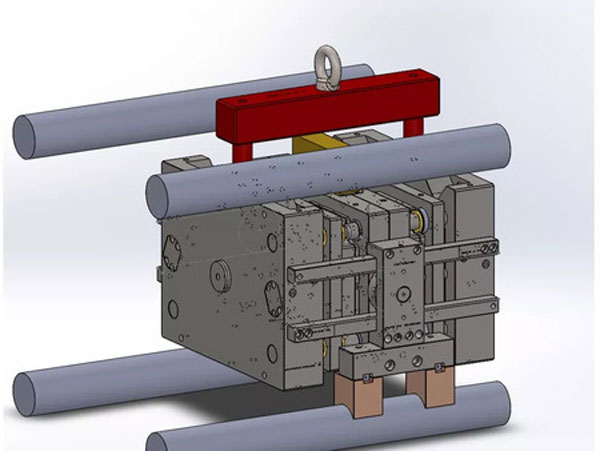
タンデム成形は、金型のパーティング面が1つしかないため、一度に2つのパーティング面を開いて射出しなければならないスタック成形とは異なり、一度に1つのパーティング面しか開かず、1つのパーティング面しか開かない。そのため、金型クランプ(平行度)内に最小限の積載スペースがあり、射出成形部に溶融・射出能力がある機械が必要になります。
通常、スタック成形で使用される射出成形機は、同じキャビティ数の場合、タンデム成形で使用される射出成形機よりも1~2スペック高い場合がほとんどである。タンデムグラビティ成形はスタック成形に比べ、サイクル長が長く、同時に設備への負荷が少ないため、国産品には非常に適しているが、スタック成形の高速安定生産は国産ブランドにとって大きな課題となっている。

タンデム成形はより柔軟な生産が可能です。通常、スタック成形は同じ金型キャビティ数と射出条件で一つの製品を生産しますが、A型とB型は異なる射出成形工程で異なる製品を生産することができます。それに比べ、タンデム成形は、生産設備、金型、生産工程の違いによって、スタック成形に劣る立場にある。したがって、この方法はよりシンプルで経済的、そして生産性を向上させるより実用的な方法である。
結論
まとめると、複数の金型を扱える射出成形機が実現可能かどうかは、成形機の能力、金型の設計、生産要件などいくつかの要因によります。複数の金型を稼働させることには多くの利点がある。時間と労力を節約でき、工程の費用対効果が高くなり、完成品の変更が可能になる。しかし、この機械は稼働させるのも複雑で、並べるのに時間とちょっとした技術が必要で、最後にメンテナンスのことも考えなければなりません。基本的に、機械メーカーは、より最適化された製造工程を持つために、兼用機が良い選択肢かどうか、何が必要で何ができるかを考えなければならない。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





