 Przejdź do treści
Przejdź do treści 

Formowanie wkładek to proces produkcyjny wykorzystujący wkładki do tworzenia wnęki w formie. Wkładki mogą być wykonane z różnych materiałów, w tym metali lub ceramiki. Jeśli wkładka jest wykonana z tworzywa sztucznego, nazywamy ją również formowanie wkładek i obtryskiwanie. Proces ten jest zwykle wykorzystywany do produkcji małych części metalowych o skomplikowanych detalach.

Formowanie wkładek jest Produkcja form wtryskowych Proces, w którym forma jest wypełniana wstępnie przygotowaną wkładką z innego materiału, a następnie wtryskiwana żywicą z tworzywa sztucznego, a stopiony materiał jest łączony z wkładką i utwardzany w celu wytworzenia zintegrowanego produktu.
Czym jest proces formowania wkładek?
To produkcja form z tworzyw sztucznych Proces formowania wtryskowego jest taki sam jak proces formowania wtryskowego i wykorzystuje tę samą wtryskarkę do wtryskiwania stopionego materiału do formy wtryskowej z tworzywa sztucznego, następnie tworzywo sztuczne utwardza się w układzie chłodzenia, prasa otwiera się i wtrysk zostaje zakończony. Część formowana wtryskowo jest rozładowany.
Formowanie wkładek wykorzystuje te same materiały, co proces formowania wtryskowego, z tą różnicą, że metal jest dodawany do formy przed jej zamknięciem.
Dzięki zastosowaniu tego samego tworzywa termoplastycznego. Ta sama stal formy, ta sama konstrukcja formy i ta sama wtryskarka mogą czasami wymagać użycia pionowej formy wtryskowej. formowanie wtryskowe w niektórych szczególnych przypadkach.
Niektóre wtryskarki używają pionowych wtryskarek, które wykorzystują grawitację do wspomagania procesu wkładania, utrzymując wkładkę w miejscu podczas zamykania formy. Wkładka na miejscu podczas zamykania formy.

Jaki jest cel stosowania metalowych wkładek w produktach?
Metalowe wkładki w Produkty formowane wtryskowo są stosowane w celu poprawy wytrzymałości roboczej produktów z tworzyw sztucznych i zwiększenia funkcjonalności produktów (takich jak poprawa przewodności elektrycznej produktów lub ułatwienie połączenia między produktami a innymi częściami itp.)

Cechy procesu formowania wtryskowego wkładek
- Połączenie łatwości formowania i gięcia żywicy oraz sztywności, wytrzymałości i odporności na ciepło metalu pozwala tworzyć złożone i delikatne zintegrowane produkty metalowo-plastikowe.
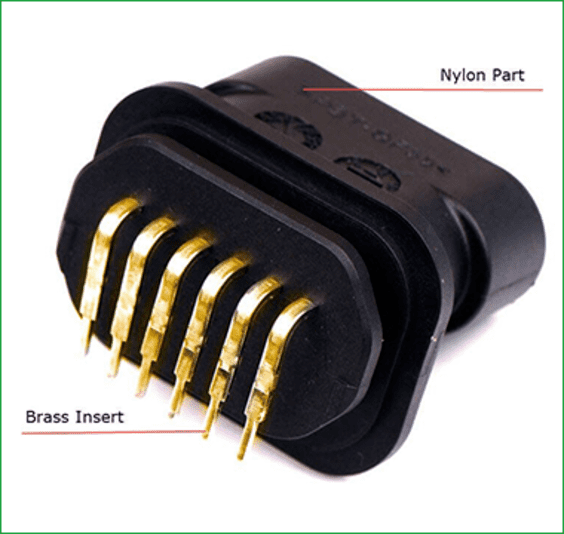
- W szczególności, połączenie izolacyjnych właściwości mechanicznych żywicy i przewodności elektrycznej metalu umożliwia wkładki formowane produkty spełniające podstawowe funkcje produktów elektrycznych.
- Wcześniejsza kombinacja formowania wielu gwintowanych wkładek sprawia, że późniejsze projektowanie kombinacji jednostek produktu jest bardziej racjonalne.

- Wstawiane produkty nie ograniczają się do metalu, ale obejmują również tkaniny, papier, drut, plastik, szkło, drewno, zwoje drutu, części elektryczne itp.
- W przypadku sztywnych produktów formowanych i elastycznych produktów formowanych na uszczelkach gumowych, złożoną pracę związaną z układaniem zwojów uszczelniających można wyeliminować poprzez formowanie wtryskowe na podłożu w celu stworzenia zintegrowanych produktów, co ułatwia automatyzację montażu po zakończeniu procesu.
- Ponieważ stopiony materiał jest łączony z metalową wkładką, szczelina między metalowymi częściami wkładki może być węższa niż w przypadku metody wciskania, a produkt kompozytowy może być formowany z większą niezawodnością.

- Wybierz odpowiednią żywicę i warunki formowania, nawet w przypadku produktów podatnych na odkształcenia i pęknięcia (takich jak szkło, cewki, części elektryczne itp.
- Wybierz odpowiednią strukturę formy, a włożone produkty mogą być również całkowicie uszczelnione w żywicy.
- Połączenie pionowej maszyny do formowania wtryskowego, robota i obtrysk wkładki formierskiej Urządzenie może realizować automatyczną produkcję.
- Po uformowaniu wkładki można ją przekształcić w produkty z wydrążonymi rowkami poprzez usunięcie otworów w rdzeniu.

Jakie są zalety formowania wtryskowego wkładek?
- Ograniczony montaż po formowaniu
- Oszczędza koszty montażu i robocizny, umożliwiając umieszczenie wielu rozmiarów i typów wkładek bezpośrednio w gnieździe formy przed wtryskiem tworzywa sztucznego, unikając w ten sposób operacji wtórnych i zapewniając solidne dopasowanie między wkładką a tworzywem sztucznym.
- Redukcja rozmiaru i wagi
- Zwiększony popyt w wielu branżach na części z metalu i tworzyw sztucznych ze względu na rozmiar i wagę
- Konwersja metalu na tworzywo sztuczne może poprawić wydajność części na wiele sposobów
- Zmniejszona waga części
- Zmniejsza koszty produkcji
- Unikaj korozji
- Zwiększona wytrzymałość
- Umożliwia projektantom zintegrowanie funkcji, które sprawiają, że części są mocniejsze, trwalsze i bardziej niezawodne niż rodzime obszary plastikowe.
- Ulepsza projekt produktu
- Umożliwia integrację funkcji, które nie są możliwe w przypadku samych tworzyw sztucznych
- Zwiększa elastyczność projektowania
- Mocniejsze i trwalsze konstrukcje części

Operacja formowania wkładek
Ręczne ładowanie wkładki
W przypadku ręcznego załadunku wkładki, operator ładuje wkładkę do formy podczas procesu formowania. Ręczne ładowanie jest powszechne w przypadku zastosowań o małej objętości lub gdy w jednej części znajduje się kilka różnych wkładek.
Ręczny załadunek jest prosty i skuteczny w przypadku zastosowań o małej objętości. Dzięki pełnoetatowemu operatorowi ręczny załadunek daje możliwość przeprowadzenia szczegółowej kontroli części, montażu, pakowania lub montażu przy niewielkich lub żadnych dodatkowych kosztach.
Jednak w przypadku projektów o większej objętości ręczne ładowanie wkładek może stać się zbyt kosztowne lub nieefektywne.

Zautomatyzowane wkładki ładujące
Zautomatyzowany sprzęt może być wykorzystany do obniżenia jednostkowego kosztu części, a oszczędności kosztów są realizowane na dwa sposoby.
Po pierwsze wtryskarkaKoszty operacyjne zostaną zmniejszone, ponieważ nie będzie już pełnoetatowego operatora maszyny.
Po drugie, ponieważ system zrobotyzowany może ładować wkładki do formy szybciej niż operator, można produkować więcej części na godzinę, co skutkuje niższą ceną jednostkową.
Podsumowanie
Dzięki temu artykułowi dowiedzieliśmy się o punktach wiedzy związanych z formowanie wkładekW związku z tym nie ma potrzeby wcześniejszego podgrzewania wkładki podczas formowania wkładek, a problemy związane z koncentracją naprężeń, pękaniem i twardością wokół wkładki mają tendencję do występowania.
Podczas faktycznej realizacji projektu zaleca się weryfikację odpowiedniego doświadczenia wykonawcy. fabryka formowania wtryskowego, abyśmy mogli zaplanować ewentualne problemy w celu zapewnienia sprawnej realizacji projektu.







