 Przejdź do treści
Przejdź do treści 

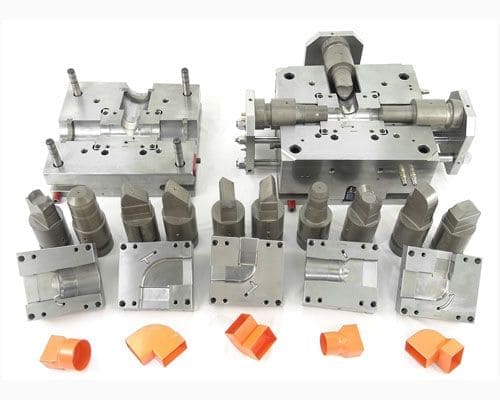
Proces precyzyjnego formowania wtryskowego tworzyw sztucznych oferuje wiele zalet w porównaniu ze standardowym formowaniem wtryskowym. produkcja form wtryskowych z tworzyw sztucznych części plastikowe.
Jest precyzyjny, szybki i stosunkowo łatwy do kontrolowania. Aby jednak wykorzystać te zalety, ważne jest zaprojektowanie precyzyjne formy wtryskowe i przy użyciu precyzyjnych wtryskarek.
Pierwszym krokiem jest stworzenie prototypu pożądanej części. Pomoże to upewnić się, że wymiary są dokładne i że forma będzie prawidłowo pasować do siebie.
Po zatwierdzeniu prototypu, kolejnym krokiem jest stworzenie samej formy. Zwykle odbywa się to za pomocą oprogramowania do projektowania wspomaganego komputerowo. Oprogramowanie to wygeneruje model 3D formy, który może być następnie wykorzystany do stworzenia rzeczywistej formy. forma wtryskowa.
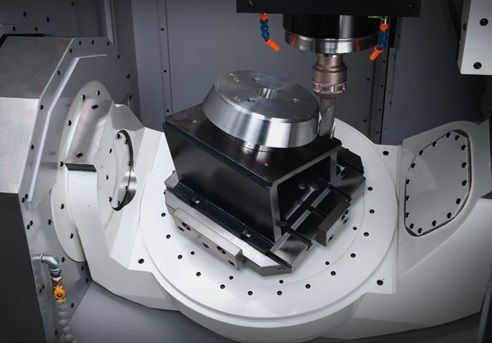
Po utworzeniu formy można ją wykorzystać w precyzyjnej wtryskarce produkcja części formowanych wtryskowo z tworzyw sztucznych.

Wraz z szybkim rozwojem elektroniki, telekomunikacji, medycyny, motoryzacji i innych gałęzi przemysłu, wymagania dotyczące wysokiej precyzji i wydajności Części formowane wtryskowo rosną z dnia na dzień.
Precyzyjne formowanie wtryskowe wymaga, aby Część formowana wtryskowo powinny charakteryzować się nie tylko wysoką dokładnością wymiarową, niskim odkształceniem, ale także doskonałymi właściwościami optycznymi itp.
Formowanie wtryskowe jest jednym z najważniejszych formowanie tworzyw sztucznych metody. Jak poprawić poziom formowanie wtryskowe technologia, wytwarzanie produktów z tworzyw sztucznych o wysokiej precyzji i tworzyć produkty o wysokiej wartości dodanej, projekt formy jest ważnym ogniwem.

Specjalne względy dotyczące precyzyjnego formowania wtryskowego obejmują następujące kwestie
1) Aby uzyskać produkt o pożądanej tolerancji wymiarowej, należy wziąć pod uwagę odpowiednią tolerancję wymiarową formy i powierzchnię formy.
2) Aby zapobiec wahaniom skurczu formowania.
3) Aby zapobiec deformacji formy.
4) Aby zapobiec deformacji formy.
5) Aby zminimalizować błąd tworzenia formy.
6) Zapobieganie wahaniom dokładności formy.
7) Utrzymanie dokładności formy.

1. prawidłowe wymiary i tolerancje formy
1) Korelacja między dokładnością wymiarową produktu a dokładnością wymiarową formy.
Narysuj rysunek produktu, rozważ projekt formy, produkcja form oraz produkcja form proces.
Po pierwsze, rozmiar rysunku formy można określić na podstawie rozmiaru rysunku produktu. Rzeczywisty rozmiar formy uzyskuje się przez tworzenie formy z tym rozmiarem rysunku formy. Dzięki tej formie możemy uzyskać uformowany produkt i uzyskać rzeczywisty rozmiar produktu. Problem polega na tym, jak uzyskać rzeczywisty rozmiar w ramach tolerancji rysunku.

2) Odpowiedni współczynnik skurczu
Jak wspomniano powyżej, nawet w przypadku tej samej żywicy z tym samym pigmentem, współczynnik skurczu różni się w zależności od warunków formowania.
W przypadku formowania precyzyjnego stopień zmienności skurczu powinien być niewielki i nie powinno być różnicy między oczekiwanym skurczem a rzeczywistym skurczem o połowę.
Rzeczywisty współczynnik skurczu jest szacowany głównie poprzez zestawienie rzeczywistego współczynnika skurczu podobnych produktów w przeszłości, a rzeczywisty współczynnik skurczu jest również uzyskiwany z formy eksperymentalnej, a następnie korygowany i projektowany tak, aby wykonanie formy produkcyjnej.
Jednak prawidłowe oszacowanie szybkości skurczu jest prawie niemożliwe i nieuniknione jest, że forma zostanie skorygowana po formowaniu próbnym. W rezultacie rozmiar części wklęsłej wzrośnie, a rozmiar części wypukłej zmniejszy się.
Dlatego współczynnik skurczu powinien być ustawiony na małą wartość dla części wklęsłej i na dużą wartość dla części wypukłej. Gdy zewnętrzna średnica koła zębatego staje się większa, nie można go zazębić, ale gdy staje się mniejsza, tylko odstęp między zębami staje się większy, więc współczynnik skurczu powinien być ustawiony na małą wartość.

2. zapobieganie wahaniom skurczu formowania
Precyzyjne formowanie wtryskowe opiera się na założeniu, że forma może być wykonana w pożądanym rozmiarze.
Jednak nawet jeśli rozmiar formy jest pewny, rzeczywisty rozmiar produktu różni się w zależności od rzeczywistego skurczu. Dlatego w precyzyjne formowanie wtryskoweKontrola skurczu jest bardzo ważna. Szybkość skurczu zależy od przydatności projektu formy i zmienia się w zależności od partii żywicy, a jeśli pigment zostanie zmieniony, szybkość skurczu również się zmienia.
Kontrola skurczu jest trudna ze względu na różne maszyny do formowania, ustawienie warunków formowania, powtarzalność i wahania w działaniu każdego cyklu formowania, które powodują wahania rzeczywistej szybkości skurczu itp.

1) Główne czynniki wpływające na współczynnik skurczu
Rozmiar formy można uzyskać, dodając współczynnik skurczu do rozmiaru produktu, dlatego przy projektowaniu formy należy wziąć pod uwagę główne czynniki współczynnika skurczu.
Głównymi czynnikami wpływającymi na szybkość kurczenia się formowania są
(1) Ciśnienie żywicy z tworzywa sztucznego
(2) Temperatura tworzywa sztucznego.
(3) Temperatura formy.
(4) Pole przekroju bramki.
(5) Czas wtrysku.
(6) czas chłodzenia.
(7) Grubość ścianki produktu.
(8) Materiał wzmacniający zawierający garnek.
(9) Kierunkowość.
(10) Prędkość wtrysku.
Efekty te różnią się w zależności od odmiany żywicy i warunków formowania.

(1) Ciśnienie żywicy
Ciśnienie żywicy ma duży wpływ na szybkość skurczu. Jeśli ciśnienie żywicy jest duże, współczynnik skurczu staje się mniejszy, a rozmiar produktu jest większy.
Nawet w tym samym gnieździe formy, ciśnienie żywicy zmienia się w zależności od kształtu produktu, więc współczynnik skurczu jest różny.
W przypadku form wielogniazdowych, ciśnienie żywicy w każdym gnieździe jest łatwe do wytworzenia różnic, w wyniku czego szybkość kurczenia się każdego gniazda nie jest taka sama.
(2) Temperatura formy
Niezależnie od tego, czy jest to żywica niekrystaliczna, czy krystaliczna, jeśli temperatura formy jest wysoka, współczynnik skurczu będzie większy. Precyzyjne formowanie powinno utrzymywać temperaturę formy na określonym poziomie. Podczas projektowania formy musimy zwrócić uwagę na konstrukcję obwodu chłodzenia.
(3) Pole przekroju poprzecznego bramki
Ogólnie rzecz biorąc, współczynnik skurczu zmienia się, gdy zmienia się pole przekroju poprzecznego bramki. Współczynnik skurczu staje się mniejszy, gdy rozmiar bramki staje się większy, co jest związane z płynnością żywicy.

(4) Grubość ścianki produktu
Grubość ścianki produktu również wpływa na wydajność. W przypadku żywic niekrystalicznych, ponieważ żywica ma różną tendencję do wpływania na szybkość skurczu grubości ścianki, grubość ścianki jest duża, szybkość skurczu jest również duża i odwrotnie, szybkość skurczu staje się mniejsza.
W przypadku żywic krystalicznych ważna jest jednolita grubość ścianki. W przypadku form wielogniazdowych, jeśli występuje różnica w grubości ścianki gniazda formy, współczynnik skurczu również będzie inny.
(5) Zawartość materiału wzmacniającego
W przypadku stosowania żywicy wzmocnionej włóknem szklanym, im więcej włókna szklanego zostanie dodane, tym mniejszy jest współczynnik skurczu, współczynnik skurczu w kierunku przepływu jest mniejszy niż współczynnik skurczu poprzecznego, w zależności od żywicy jego różnica jest większa, aby zapobiec wypaczeniu latającego skrętu, należy wziąć pod uwagę kształt bramy, pozycję ustnika i liczbę bram.
(6) Orientacja
Chociaż istnieją duże różnice w orientacji, istnieje orientacja dla wszystkich żywic. Orientacja żywic krystalicznych jest szczególnie duża i różni się w zależności od grubości ścianki i warunków formowania.
Ponadto występuje skurcz po formowaniu. Głównymi czynnikami wpływającymi na skurcz po formowaniu są
a. wewnętrzna ulga w stresie
b. krystalizacja
c. temperatura
d. wilgotność

2) Środki, które można podjąć
(1) Kanał przepływu i bilans bramy
Jak wspomniano powyżej, szybkość skurczu zmienia się w zależności od ciśnienia żywicy. W przypadku form jednogniazdowych z wieloma wrotami i form wielogniazdowych wymagane jest wyważenie wrót w celu równomiernego wypełnienia formy.
Przepływ żywicy jest związany z oporem przepływu w prowadnicy, więc lepiej jest wykonać wyważenie prowadnicy przed wykonaniem wyważenia bramki.
(2) Układ wnęki formy
Aby ułatwić ustawienie warunków formowania, należy zwrócić uwagę na układ wnęki. Ponieważ stopiona żywica będzie tropikalizowana w formie, rozkład temperatury formy będzie koncentrycznym okręgiem wyśrodkowanym na bramie w przypadku ogólnego układu wnęki.
Dlatego też, wybierając układ wnęki formy wielokomorowej, łatwo jest zachować równowagę kanału przepływu, a także przyjąć koncentryczny układ powrotny wyśrodkowany na bramie.

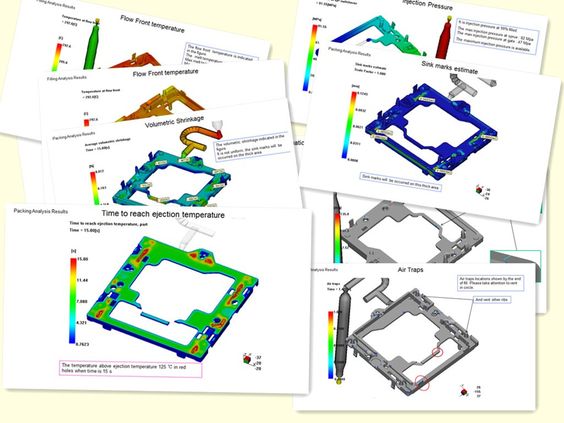
(3) Konstrukcja układu chłodzenia do precyzyjnego formowania wtryskowego
Jak wspomniano powyżej, temperatura formy ma duży wpływ na szybkość skurczu, a jednocześnie trudno jest uniknąć różnicy temperatur w każdej wnęce formy wielogniazdowej ze względu na różne zmiany temperatury w czasie, dlatego należy zwrócić uwagę na projekt obwodu chłodzenia.
Z punktu widzenia wydajności wymiany ciepła, przepływ chłodziwa powinien być turbulentny, a obieg chłodzenia powinien być najlepiej skonfigurowany jako seria składanych płyt.
W projekcie obwodu wnęka i rdzeń powinny odprowadzać różne ciepło, a opór cieplny również różni się w zależności od struktury obwodu, a temperatura wody wlotowej we wnęce i rdzeniu powoduje dużą różnicę.
W związku z tym obieg chłodzenia precyzyjne formy odlewnicze jest zaprojektowany oddzielnie dla wnęk i rdzeni, a kontrola temperatury odbywa się za pomocą oddzielnych regulatorów temperatury.
3. zapobieganie deformacji formowania
Odkształcenie formy powstaje z powodu naprężeń wewnętrznych przy nierównomiernym skurczu, dlatego konieczne jest zapobieganie nierównomiernemu skurczowi.
(1) Liczba bramek
W przypadku okrągłego produktu z otworem w środku koła zębatego, brama musi być ustawiona pośrodku. Jednakże, gdy istnieje duża różnica w skurczu między kierunkiem przepływu żywicy a kierunkiem pionowym, istnieje wada owalnego kształtu. Konieczne jest jednak zwrócenie wystarczającej uwagi na równowagę każdej bramki.
W przypadku stosowania bramek bocznych, 3-punktowe bramki zwiększą średnicę wewnętrzną produktów cylindrycznych. W przypadku, gdy ślady bramy nie są dozwolone na powierzchniach zewnętrznych i końcowych, dobre wyniki można uzyskać, stosując mniej wewnętrznych wielopunktowych jednolitych bram.
(2) Kształt i położenie bramki
Konieczne jest wybranie odpowiedniego kształtu bramy w zależności od kształtu produktu. Rysunek pokazuje wpływ kształtu i położenia bramki na odkształcenie.

4. Zapobieganie odkształceniom spowodowanym przez uwalnianie z formy
Precyzyjne produkty są zazwyczaj małe, grubość ścianki produktu jest cienka, a niektóre z nich mają wiele cienkich ścięgien. Konstrukcja zestawu szachowego musi być tak zaprojektowana, aby produkty nie ulegały deformacji i mogły być prawidłowo uwalniane.
W przypadku żywic o niskim skurczu, gdy ciśnienie formowania jest wysokie, należy zwrócić uwagę na produkty, które mają tendencję do pozostawania w gnieździe formy. Podczas formowania kół zębatych z żywic o niskim skurczu, najlepiej jest zaprojektować wnękę koła zębatego po stronie wyrzutnika formy.
Podczas korzystania z kołków wypychacza należy zwrócić uwagę na liczbę kołków bez deformacji i położenie ciśnienia wypychacza. W przypadku perforowanych kół zębatych wymagane są kołki rdzeniowe po stronie wyrzutnika płyty matrycy, aby ułatwić równoległe wyrzucanie podczas wyrzucania.
W przypadku produktów kątowych możliwe jest użycie perforowanego szablonu do wyrzucania, który zapobiega deformacji.
Ogólnie rzecz biorąc, nachylenie matrycy wyrzutnika jest niewielkie w przypadku produktów precyzyjnych. Aby zmniejszyć siłę uwalniania, ale konieczne jest przetwarzanie lustrzane, kierunek szlifowania musi być zgodny z kierunkiem wyciągania matrycy. Konieczne jest ustawienie łatwego szlifowania rdzeni zgodnie z kierunkiem wyciągania formy.
5. Minimalny błąd wykonania formy
(1) Odpowiednia konstrukcja formy zgodnie z pożądaną metodą przetwarzania
Aby uzyskać rozmiar produktu z wymaganą dokładnością, konieczne jest posiadanie odpowiedniego rozmiaru formy, a forma musi być obrabiana z niezwykle wysoką precyzją i jest ograniczona przez maszyny wykończeniowe.
Aby zachować dokładność formy, konieczne jest uzyskanie wysokiej odporności na zużycie, do czego wymagane jest hartowanie. Dokładność hartowanych form może wynosić 0,01 mm przy użyciu szlifierek i maszyn EDM.
Podczas korzystania z obrabiarki EDM do obróbki matryc, należy zauważyć, że zużycie końcówki elektrody staje się większe. Wnęka na koła zębate i elektrodrążarka drutowa powinny być zaprojektowane tak, aby można było przejść przez strukturę obróbki.
Z punktu widzenia zapobiegania odkształceniom szlifierskim i skrócenia czasu obróbki, należy wybrać stal o mniejszym odkształceniu hartowniczym, a kształt powinien być zaprojektowany pod kątem mniejszego odkształcenia hartowniczego. Gdy kształt jest złożony, chłodzenie ognia nie jest łatwe do uzyskania jednorodności i łatwo jest uzyskać deformację hartowania.

(2) Całkowicie dzielona matryca
W celu obróbki hartowanych części z większą precyzją stosuje się szlifierki. W związku z tym konieczne jest użycie wkładek w celu utworzenia formy dzielonej. Forma ta ma następujące cechy:
(1) Jest w stanie użyć materiału formy o odpowiedniej twardości, ponieważ można wybrać odpowiedni materiał.
(2) Możliwe jest zastosowanie materiałów formierskich o wysokiej odporności na korozję i zużycie.
(3) Łatwo jest ustawić warunki obróbki cieplnej, ponieważ można je obrabiać cieplnie oddzielnie.
(4) Możliwe jest użycie materiałów formy z dobrym wykończeniem lustrzanym i łatwą obsługą wykończenia lustrzanego, dzięki czemu można poprawić wykończenie lustrzane.
(5) Ponieważ łatwo jest szlifować w kierunku ciągnienia, korzystne jest użycie formy o małym nachyleniu ciągnienia.
(6) Ze względu na utwardzanie może wydłużyć czas utrzymywania dokładności formy, a żywotność formy jest długa.
(7) Łatwo jest ustawić wydech w dowolnej pozycji, dzięki czemu łatwo jest wypełnić formę.
(8) Łatwy do mielenia i przetwarzania.
(9) Może poprawić precyzję części formy, dzięki czemu może poprawić precyzję produktów.
(10) Możliwe jest wykonanie wgłębień i rdzeni w małych tolerancjach, dzięki czemu wymienność części jest wysoka, a konserwacja łatwa.
(11) Wysoka wydajność przetwarzania ze względu na mielenie jako główną część.
(12) Liczba elementów formy jest duża, a dokładność obróbki każdej części musi zostać znacznie poprawiona.
(13) Ograniczone do określonych metod obróbki
(14) Przyjęcie pełnego utwardzenia
(3) Punkty, na które należy zwrócić uwagę przy projektowaniu formy typu split
Dokładność relacji i dokładność każdej części musi być określona przez odwrotną operację dokładności wytwarzanego produktu.
Ponieważ im większa liczba podziałów, tym większy błąd produktu, tym bardziej należy poprawić dokładność przetwarzania, więc liczbę podziałów należy ustawić na minimum.
Ogólnie rzecz biorąc, zabrania się tworzenia linii podziału na powierzchni produktu, co jest nie tylko obrzydliwe z wyglądu, ale także stanie się przeszkodą w działaniu. Jeśli linia podziału znajduje się w miejscu, w którym generowane są naprężenia, często powoduje to uszkodzenia spowodowane koncentracją naprężeń.
Ponieważ szlifowanie jest łatwe do uzyskania części o jednolitym rozmiarze, należy je podzielić na kształty, które można obrabiać materiałami ściernymi.
Części kruche i łamliwe powinny być podzielone na łatwo wymienialne, a stop o wysokiej odporności na zużycie powinien być brany pod uwagę.
Ponadto należy wziąć pod uwagę łatwy montaż i demontaż. Każda część wnęki i rdzenia musi być zmontowana z mechanizmem, który może łatwo i prawidłowo odzyskać dokładność, a jeśli są one montowane oddzielnie na podstawie, wnęka i rdzeń muszą być koncentryczne. W przypadku użycia kołków montażowych, otwory na kołki muszą być odpowiednio uziemione.

6. Zapobieganie błędom w dokładności formy
Aby zapewnić pozycjonowanie części ślizgowych w każdym cyklu, konieczne jest zapobieganie wahaniom dokładności formy. W celu utrzymania dokładności części ślizgowych, części ślizgowe powinny być mocno szlifowane. Część ślizgowa rdzenia bocznego powinna być ustawiona i wycofana, a gdy rozmiar rdzenia bocznego jest duży, część środkowa może mieć wąską szczelinę prowadzącą.
7. Utrzymanie dokładności formy
(1) Upewnij się, że środek wnęki i rdzenia są takie same.
Aby zawsze prawidłowo zamknąć formę, musi ona być zaprojektowana tak, aby obie płyty mogły być prawidłowo ustawione.

(2) Zapobieganie deformacji formy
Aby uniknąć deformacji formy spowodowanej naciskiem żywicy na wnękę, wytrzymałość oprzyrządowania musi być wystarczająco duża.
Filary są często dodawane w środku płyty rdzenia, a stal o wysokiej wytrzymałości jest używana jako materiał sworzni, a sworznie, które są łatwo zginane, znajdują się blisko bramy, a ciśnienie przepływu żywicy działające na sworznie jest również zmniejszone.
(3) Zapobieganie zmianom związanym ze starzeniem się
Forma do hartowania i odpuszczania, jeśli występuje austenit szczątkowy, spowoduje zmiany starzenia, powodując zmiany dokładności wymiarowej formy, więc następnie należy obniżyć temperaturę odpuszczania rozkładu austenitu szczątkowego, a dzieci zastosować obróbkę na zimno.
Aby zapobiec zmianom spowodowanym zużyciem, należy zwiększyć twardość, a także rozważyć zastosowanie gatunków stali o minimalnych zmianach wymiarowych spowodowanych hartowaniem i odpuszczaniem.
W porównaniu z cięciem narzędziowym, szlifowanie wymaga zminimalizowania ilości szlifowania w celu skrócenia czasu obróbki ze względu na niską wydajność obróbki. Należy wybrać zarówno kształt części, która ma być ustawiona w celu zmniejszenia deformacji hartowania, jak i materiał, który może zmniejszyć deformację.







