 Przejdź do treści
Przejdź do treści 

Kluczowe wnioski
- Forma wtryskowaing forces molten plastic into a closed mold under high pressure — ideal for complex, precise, high-volume thermoplastic parts.
- Compression molding places a pre-measured plastic charge between heated mold halves and compresses it to shape — suited for thermosets, rubber, and large flat or curved composite parts.
- Injection molding handles complex 3D geometry with features like ribs and threads; compression molding is limited to simpler shapes but excels with materials that cannot be injection molded.
- Compression mold tooling costs 30–60% less than equivalent injection molds; however, cycle times are 5–10× longer per part.
- Material type is the primary decision factor: thermoplastics → injection molding; thermosets, rubber, and composites → compression molding.
Injection molding and compression molding are both high-pressure plastic forming processes, but they are designed for fundamentally different materials and applications. Choosing between them is not primarily about preference — it’s about which materials your part requires and what geometry and production volume you need to achieve. In this guide, we provide the complete comparison framework we use at ZetarMold when advising clients on process selection.
What Is Injection Molding and What Are Its Core Strengths?
Understanding the fundamental differences between injection molding and compression molding is essential for selecting the right manufacturing process for your project. While injection molding has dominated the industry due to its speed and precision capabilities for thermoplastics, compression molding remains the preferred choice for certain applications, particularly those involving thermoset materials and complex, thick-walled parts. Each process offers distinct advantages in terms of tooling costs, material compatibility, production volume, and part geometry capabilities. Engineers and manufacturers must carefully evaluate their specific requirements—including material type, production volume, part complexity, and cost constraints—when deciding between these two critical manufacturing technologies.
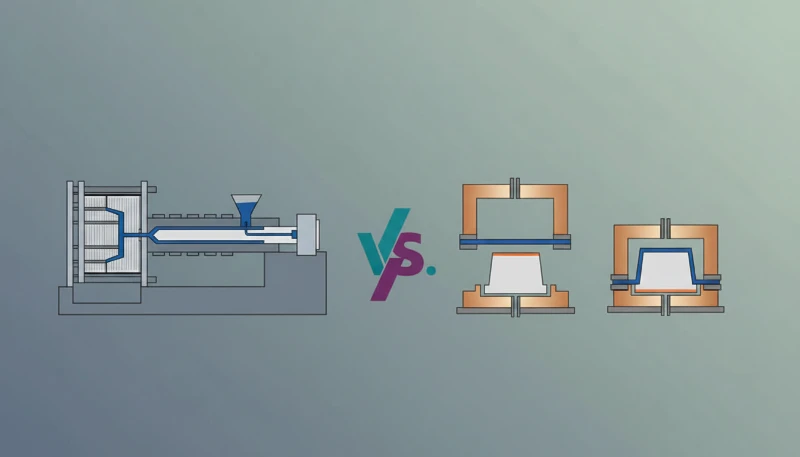
Injection molding forces molten termoplastyczny1 pellets under pressures of 10,000–30,000 psi through a gate and into a fully closed steel mold cavity. The plastic fills every feature of the cavity, cools under controlled temperature, solidifies, and is ejected as a finished part. Cycle times range from 10 seconds for small parts to several minutes for large thick-walled components.
Injection molding’s core strengths are precision, repeatability, and speed. Tolerances of ±0.05 mm are achievable with precision tooling. Multi-cavity tools produce 8–128 identical parts per cycle. Process parameters — injection speed, hold pressure, mold temperature, cooling time — are precisely controlled and logged, enabling statistical process control and traceability required for medical and automotive quality systems. In our factory, we run injection molding tools 24 hours a day, producing millions of consistent parts per year from the same tool.
The limitation is material: injection molding is designed for thermoplastics — materials that melt when heated and solidify when cooled. Thermosets (materials that chemically cure irreversibly), natural rubber, and fiber-reinforced composites cannot be processed through a standard injection molding barrel and mold without significant process modifications.
What Is Compression Molding and When Is It the Better Choice?
Compression molding places a pre-measured charge of material — a plastic preform, rubber compound, SMC (sheet molding compound), or BMC (bulk molding compound) — directly into an open, heated mold cavity. The upper mold half descends under hydraulic pressure (typically 1,000–3,000 psi), compressing the charge and forcing it to flow and fill the cavity. The material cures under heat and pressure, the mold opens, and the part is ejected.
Compression molding is the process of choice for thermoset2 materials — phenolics, melamine, urea-formaldehyde, epoxies, and unsaturated polyesters — that cross-link chemically during cure and cannot be remelted or reprocessed. It is also the standard process for natural and synthetic rubber, and for glass-fiber-reinforced composites (SMC/BMC) where fiber length and orientation must be preserved during forming.
We direct clients to compression molding when their application requires thermoset material properties: exceptional chemical resistance, high continuous service temperature, zero creep, and hard surface finish. Electrical switchgear, automotive underhood brackets, and cooking utensil handles that must withstand dishwasher temperatures are classic compression molding applications that injection molding thermoplastics cannot adequately serve.
How Does Part Geometry Compare Between the Two Processes?
Geometric capability is a major differentiator between injection molding and compression molding. Understanding the geometric limits of each process prevents costly tooling mistakes.
Injection molding produces highly complex three-dimensional geometry: undercuts with slides and lifters, internal threads from unscrewing cores, integrated snap fits, living hinges, and fine surface features down to 0.02 mm. The mold fills from a gate, so the plastic flows through every cavity feature. The only constraints are draft angles for ejection and wall thickness guidelines for fill and cooling.
Compression molding is geometrically simpler. The charge is compressed from above, so material flows outward from the center in a low-velocity shear flow. This limits feature depth, undercut complexity, and wall thickness variation. Sharp corners, deep ribs, and complex bosses are difficult without careful charge placement and tool design. Parts with large projected area but moderate depth — automotive body panels, junction box covers, and dinner plates — are ideal compression molding geometries.
“Material type is the most important factor in choosing between injection molding and compression molding.”Prawda
Compression molding exists primarily because certain critical materials — thermosets, rubber, and long-fiber composites — cannot be processed by injection molding without losing their key properties. If your part can be made from a thermoplastic, injection molding almost always wins on geometry, cycle time, and per-part cost at volume. If your part requires chemical cure, rubber elasticity, or glass fiber lengths above 25 mm, compression molding is not just preferred — it is often the only viable option.
“Compression molding is always cheaper than injection molding for large parts.”Fałsz
While compression mold tooling costs 30–60% less than injection molds for large parts, compression molding cycle times of 1–5 minutes are 5–10× longer than injection molding’s 15–60 second cycles. At production volumes above 10,000–20,000 units per year, injection molding’s higher throughput completely eliminates the tooling cost advantage. The correct economics comparison must include both tooling amortization and machine-hour costs over the full production volume — compression molding’s apparent tooling savings frequently disappear at medium and high production volumes.
How Do Tooling Costs and Cycle Times Compare?
Tooling cost and cycle time are the two most important economic variables when comparing the two processes. They tell different stories depending on production volume and part complexity.
Compression molds are mechanically simpler than injection molds — they lack runner systems, gates, and in many cases the complex ejection mechanisms of injection tools. A compression mold for a medium-complexity part might cost $15,000–$40,000; an equivalent injection mold costs $25,000–$70,000. This 30–60% tooling cost advantage is significant, especially for large parts where injection molds can exceed $200,000.
However, compression molding cycle times are 5–10× longer than injection molding for comparable parts. Curing a thermoset requires holding temperature and pressure for 1–5 minutes; injection molded thermoplastics cool in 15–60 seconds. This cycle time disadvantage means that at equivalent mold investment, compression molding produces far fewer parts per shift — often making the apparent tooling savings irrelevant at volumes above 10,000–20,000 parts annually.
In our project cost modeling, compression molding typically shows lower total cost at volumes below 5,000 parts per year for large complex parts, while injection molding dominates above 20,000 parts per year for equivalent thermoplastic applications. In the 5,000–20,000 unit range, the material requirement usually makes the decision before economics does.
What Are the Key Material Differences Between the Two Processes?
Material selection is the most fundamental differentiator between injection molding and compression molding. Each process is optimized for a distinct category of plastic materials.
Injection molding processes thermoplastics — materials that melt when heated and re-solidify when cooled. This includes commodity resins (PP, PE, ABS, PS), engineering resins (PA, POM, PC, PBT), and high-performance resins (PEEK, PEI, PPS, LCP). The ability to reprocess thermoplastics means injection molding sprues and runners are recycled back into the process with minimal waste.
Compression molding processes thermosets and elastomers — materials that undergo irreversible chemical crosslinking during cure. Phenolics (Bakelite), melamine-formaldehyde (used in dinnerware), epoxy prepregs (aerospace composites), SMC glass fiber composites (automotive body panels), and natural/synthetic rubber are all compression molded. Once cured, these materials cannot be remelted or reprocessed, making scrap and flash a permanent waste stream.
A critical application note: glass fiber reinforcement in compression molding (SMC/BMC) preserves fiber lengths of 12–50 mm, delivering structural performance comparable to metal at low density. Injection molding typically reduces glass fiber to 0.1–0.5 mm lengths during processing, limiting the achievable mechanical performance. For structural parts requiring high impact resistance and stiffness-to-weight ratio, compression-molded composites have a clear material performance advantage.

Frequently Asked Questions About Injection Molding vs Compression Molding
“Compression molding typically requires lower tooling costs compared to injection molding.”Prawda
Compression molding dies are usually simpler and less expensive to design and manufacture than precision injection molds, making it more economical for low-to-medium volume production runs.
“Injection molding cannot achieve tight tolerances in compression molding materials like thermosets.”Fałsz
Injection molding excels at precision for thermoplastics, while compression molding is better suited for thermosets. However, injection molding offers superior dimensional accuracy and tighter tolerances regardless of whether processing thermoplastics or certain thermoset materials.
When evaluating which process fits your production requirements, consider that thermoset compression molding’s longer cycle times — typically 1–5 minutes versus 15–60 seconds for injection molding — often justify themselves through superior material performance in demanding applications. High-voltage electrical insulators, automotive brake pads, and aerospace structural brackets all benefit from thermoset’s irreversible crosslinked network, which resists deformation even at sustained temperatures above 200°C. For most commercial plastic products, however, the economics strongly favor injection molding’s faster cycles and lower per-part cost at volumes above 10,000 units.
The material decision fundamentally shapes all other manufacturing choices. For high-temperature applications, aerospace components, and parts requiring superior chemical resistance, thermoset compression molding provides capabilities that thermoplastic injection molding cannot match. Conversely, for complex geometries requiring tight tolerances and high production volumes, injection molding’s cycle time advantages — typically 15–60 seconds versus 1–5 minutes for compression molding — deliver significant economic benefits that make it the clear choice for most commercial applications.
Can compression molding achieve the same tolerances as injection molding?
Compression molding typically achieves tolerances of ±0.1–0.3 mm for well-controlled thermoset molding, compared to ±0.05 mm for precision injection molding. The lack of gate and runner system in compression molding means less pressure at the mold extremities, potentially causing fill variation. For precision assemblies, injection molding is preferred; for structural and non-precision applications, compression molding tolerances are generally acceptable.
Is compression molding more environmentally friendly than injection molding?
Compression molded thermosets cannot be recycled or remelted — all flash, sprues, and end-of-life parts are permanent waste. Injection molded thermoplastics are recyclable in principle, though actual recycling rates vary by application. On a lifecycle basis, the environmental comparison depends heavily on material selection, product lifetime, and end-of-life scenario. Neither process has a clear universal sustainability advantage.
What is transfer molding and how does it relate to both processes?
Transfer molding is a hybrid between compression and injection molding: thermoset material is placed in a pot (like compression molding), then forced through runners into closed cavities (like injection molding). It provides better dimensional control than compression molding for thermosets while enabling cavity isolation. Transfer molding is common for rubber O-rings, electronic encapsulation, and precision thermoset connectors.
Czy formowanie wtryskowe może przetwarzać materiały termoutwardzalne?
Tak — istnieją procesy formowania wtryskowego reakcyjnego (RIM) i formowania wtryskowego termoutwardzalnych, wykorzystujące zmodyfikowane cylindry i ogrzewane formy, które utwardzają materiał podczas napełniania. Jednak procesy te są specjalistyczne, mniej powszechne i droższe niż standardowe formowanie wtryskowe termoplastyczne. Większość aplikacji, które rzeczywiście wymagają właściwości termoutwardzalnych, lepiej obsługiwana jest przez formowanie przez prasowanie lub formowanie transferowe.
Skąd mam wiedzieć, który proces jest odpowiedni dla mojej aplikacji?
Zacznij od wymagań materiałowych: jeśli Twoja aplikacja może wykorzystywać tworzywo termoplastyczne, formowanie wtryskowe niemal zawsze wygrywa pod względem czasu cyklu, złożoności detalu i kosztu jednostkowego przy większych nakładach. Jeśli wymagane jest utwardzanie chemiczne (termoutwardzalne), elastyczność gumy lub wzmocnienie długimi włóknami szklanymi, formowanie przez prasowanie jest właściwym wyborem. Gdy decyzja materiałowa jest niejednoznaczna, pomagamy klientom modelować całkowity koszt posiadania dla obu procesów przy docelowych nakładach produkcyjnych przed zaangażowaniem się w narzędzia.
Kluczowe aspekty do rozważenia przy wyborze materiału
Przy ocenie, czy zastosować formowanie wtryskowe czy formowanie przez prasowanie, zgodność materiałowa okazuje się jednym z najważniejszych czynników. Zdolność formowania wtryskowego do przetwarzania żywic termoplastycznych w umiarkowanych temperaturach czyni go idealnym do produkcji masowej produktów konsumenckich, komponentów samochodowych i urządzeń medycznych. Materiały te można poddawać recyklingowi i ponownemu przetwarzaniu, co z czasem zmniejsza ilość odpadów i koszty produkcji. Z kolei formowanie przez prasowanie radzi sobie z materiałami termoutwardzalnymi z doskonałymi rezultatami. Materiały termoutwardzalne3 utwardzają się w swojej ostatecznej formie i nie mogą być ponownie stopione, co zapewnia wyjątkową odporność chemiczną, stabilność wymiarową w wysokich temperaturach oraz doskonałe właściwości mechaniczne dla wymagających zastosowań, takich jak komponenty elektryczne, części lotnicze i sprzęt przemysłowy.
Wybór między tymi procesami zależy ostatecznie od konkretnych wymagań aplikacji, pożądanego nakładu produkcyjnego, ograniczeń budżetowych i specyfikacji materiałowych. Rozumiejąc kluczowe zalety i ograniczenia każdej metody, producenci mogą podejmować świadome decyzje, które optymalizują zarówno wydajność, jak i rentowność ich operacji produkcyjnych. Zobacz nasz Injection Molding Complete Guide for a comprehensive overview.
-
Termoplastyczny: polimer, który mięknie pod wpływem ciepła i ponownie zestala się po schłodzeniu bez zmian chemicznych, co czyni go odpowiednim do formowania wtryskowego i nadającym się do recyklingu na końcu cyklu życia — w przeciwieństwie do termoutwardzalnych, które utwardzają się nieodwracalnie i nie mogą być ponownie stopione. ↩
-
Termoutwardzalny: materiał polimerowy, który trwale sieciuje i twardnieje pod wpływem ciepła lub katalizatora — po utwardzeniu nie można go ponownie stopić, co sprawia, że termoutwardzalne materiały nadają się do formowania przez prasowanie i formowanie transferowe, ale nie do standardowego formowania wtryskowego. ↩
-
Materiały termoutwardzalne: Polimery, które ulegają trwałemu sieciowaniu podczas procesu utwardzania, nie mogą być ponownie stopione i zapewniają wyjątkową stabilność termiczną i odporność chemiczną. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.







