 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

주요 내용
- 사출 금형전사 성형은 압축 성형과 사출 성형의 혼합 형태입니다: 열경화성 재료를 포트에 넣은 후(압축 성형처럼), 러너를 통해 폐쇄된 캐비티로 밀어넣습니다(사출 성형처럼). 이 방식은 열경화성 재료에 대해 압축 성형보다 더 나은 치수 정밀도를 제공하면서도 캐비티 분리를 가능하게 합니다. 전사 성형은 고무 O-링, 전자 부품 캡슐화, 정밀 열경화성 커넥터 제작에 흔히 사용됩니다.
- Compression molding places a pre-measured plastic charge between heated mold halves and compresses it to shape — suited for thermosets, rubber, and large flat or curved composite parts.
- Injection molding handles complex 3D geometry with features like ribs and threads; compression molding is limited to simpler shapes but excels with materials that cannot be injection molded.
- Compression mold tooling costs 30–60% less than equivalent injection molds; however, cycle times are 5–10× longer per part.
- Material type is the primary decision factor: thermoplastics → injection molding; thermosets, rubber, and composites → compression molding.
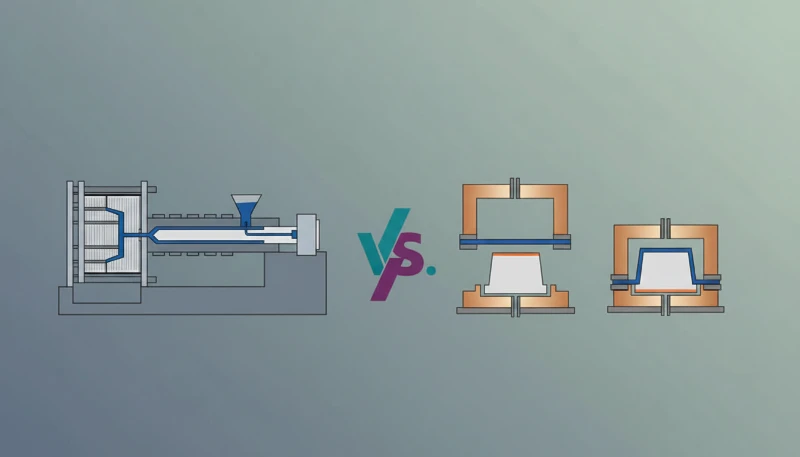
사출 성형과 압축 성형은 모두 고압 플라스틱 성형 공정이지만, 근본적으로 다른 재료와 응용 분야를 위해 설계되었습니다. 둘 중 선택하는 것은 주로 선호도 문제가 아니라 부품에 필요한 재료와 달성해야 할 형상 및 생산량에 관한 문제입니다. 본 가이드에서는 ZetarMold에서 고객에게 공정 선택을 조언할 때 사용하는 완전한 비교 프레임워크를 제공합니다.
What Is Injection Molding and What Are Its Core Strengths?
Understanding the fundamental differences between injection molding and compression molding is essential for selecting the right manufacturing process for your project. While injection molding has dominated the industry due to its speed and precision capabilities for thermoplastics, compression molding remains the preferred choice for certain applications, particularly those involving thermoset materials and complex, thick-walled parts. Each process offers distinct advantages in terms of tooling costs, material compatibility, production volume, and part geometry capabilities. Engineers and manufacturers must carefully evaluate their specific requirements—including material type, production volume, part complexity, and cost constraints—when deciding between these two critical manufacturing technologies.
Injection molding forces molten 열가소성 플라스틱1 pellets under pressures of 10,000–30,000 psi through a gate and into a fully closed steel mold cavity. The plastic fills every feature of the cavity, cools under controlled temperature, solidifies, and is ejected as a finished part. Cycle times range from 10 seconds for small parts to several minutes for large thick-walled components.
사출 성형의 핵심 강점은 정밀성, 반복성 및 속도입니다. 정밀 금형을 사용하면 ±0.05mm의 공차를 달성할 수 있습니다. 다중 캐비티 금형은 사이클당 8~128개의 동일한 부품을 생산합니다. 사출 속도, 보압, 금형 온도, 냉각 시간과 같은 공정 매개변수는 정밀하게 제어 및 기록되어 의료 및 자동차 품질 시스템에 필요한 통계적 공정 관리와 추적 가능성을 가능하게 합니다. 우리 공장에서는 사출 성형 금형을 하루 24시간 가동하여 동일한 금형으로 매년 수백만 개의 일관된 부품을 생산합니다.
The limitation is material: injection molding is designed for thermoplastics — materials that melt when heated and solidify when cooled. Thermosets (materials that chemically cure irreversibly), natural rubber, and fiber-reinforced composites cannot be processed through a standard injection molding barrel and mold without significant process modifications.
What Is Compression Molding and When Is It the Better Choice?
Compression molding places a pre-measured charge of material — a plastic preform, rubber compound, SMC (sheet molding compound), or BMC (bulk molding compound) — directly into an open, heated mold cavity. The upper mold half descends under hydraulic pressure (typically 1,000–3,000 psi), compressing the charge and forcing it to flow and fill the cavity. The material cures under heat and pressure, the mold opens, and the part is ejected.
Compression molding is the process of choice for thermoset2 materials — phenolics, melamine, urea-formaldehyde, epoxies, and unsaturated polyesters — that cross-link chemically during cure and cannot be remelted or reprocessed. It is also the standard process for natural and synthetic rubber, and for glass-fiber-reinforced composites (SMC/BMC) where fiber length and orientation must be preserved during forming.
We direct clients to compression molding when their application requires thermoset material properties: exceptional chemical resistance, high continuous service temperature, zero creep, and hard surface finish. Electrical switchgear, automotive underhood brackets, and cooking utensil handles that must withstand dishwasher temperatures are classic compression molding applications that injection molding thermoplastics cannot adequately serve.
How Does Part Geometry Compare Between the Two Processes?
Geometric capability is a major differentiator between injection molding and compression molding. Understanding the geometric limits of each process prevents costly tooling mistakes.
Injection molding produces highly complex three-dimensional geometry: undercuts with slides and lifters, internal threads from unscrewing cores, integrated snap fits, living hinges, and fine surface features down to 0.02 mm. The mold fills from a gate, so the plastic flows through every cavity feature. The only constraints are draft angles for ejection and wall thickness guidelines for fill and cooling.
Compression molding is geometrically simpler. The charge is compressed from above, so material flows outward from the center in a low-velocity shear flow. This limits feature depth, undercut complexity, and wall thickness variation. Sharp corners, deep ribs, and complex bosses are difficult without careful charge placement and tool design. Parts with large projected area but moderate depth — automotive body panels, junction box covers, and dinner plates — are ideal compression molding geometries.
“재료 유형은 사출 성형과 압축 성형 중 선택할 때 가장 중요한 요소입니다.”True
Compression molding exists primarily because certain critical materials — thermosets, rubber, and long-fiber composites — cannot be processed by injection molding without losing their key properties. If your part can be made from a thermoplastic, injection molding almost always wins on geometry, cycle time, and per-part cost at volume. If your part requires chemical cure, rubber elasticity, or glass fiber lengths above 25 mm, compression molding is not just preferred — it is often the only viable option.
“대형 부품의 경우 압축 성형이 항상 사출 성형보다 저렴합니다.”False
대형 부품의 경우 압축 성형 금형 비용이 사출 금형보다 30–60% 저렴하지만, 압축 성형의 1–5분 사이클 시간은 사출 성형의 15–60초 사이클보다 5–10배 더 깁니다. 연간 10,000–20,000개 이상의 생산량에서는 사출 성형의 더 높은 처리량이 금형 비용 장점을 완전히 상쇄합니다. 올바른 경제성 비교에는 전체 생산량에 대한 금형 상각비와 기계 시간 비용이 모두 포함되어야 합니다. 압축 성형의 명백한 금형 비용 절감 효과는 중간 및 대량 생산에서는 종종 사라집니다.
How Do Tooling Costs and Cycle Times Compare?
Tooling cost and cycle time are the two most important economic variables when comparing the two processes. They tell different stories depending on production volume and part complexity.
Compression molds are mechanically simpler than injection molds — they lack runner systems, gates, and in many cases the complex ejection mechanisms of injection tools. A compression mold for a medium-complexity part might cost $15,000–$40,000; an equivalent injection mold costs $25,000–$70,000. This 30–60% tooling cost advantage is significant, especially for large parts where injection molds can exceed $200,000.
However, compression molding cycle times are 5–10× longer than injection molding for comparable parts. Curing a thermoset requires holding temperature and pressure for 1–5 minutes; injection molded thermoplastics cool in 15–60 seconds. This cycle time disadvantage means that at equivalent mold investment, compression molding produces far fewer parts per shift — often making the apparent tooling savings irrelevant at volumes above 10,000–20,000 parts annually.
In our project cost modeling, compression molding typically shows lower total cost at volumes below 5,000 parts per year for large complex parts, while injection molding dominates above 20,000 parts per year for equivalent thermoplastic applications. In the 5,000–20,000 unit range, the material requirement usually makes the decision before economics does.
What Are the Key Material Differences Between the Two Processes?
Material selection is the most fundamental differentiator between injection molding and compression molding. Each process is optimized for a distinct category of plastic materials.
Injection molding processes thermoplastics — materials that melt when heated and re-solidify when cooled. This includes commodity resins (PP, PE, ABS, PS), engineering resins (PA, POM, PC, PBT), and high-performance resins (PEEK, PEI, PPS, LCP). The ability to reprocess thermoplastics means injection molding sprues and runners are recycled back into the process with minimal waste.
Compression molding processes thermosets and elastomers — materials that undergo irreversible chemical crosslinking during cure. Phenolics (Bakelite), melamine-formaldehyde (used in dinnerware), epoxy prepregs (aerospace composites), SMC glass fiber composites (automotive body panels), and natural/synthetic rubber are all compression molded. Once cured, these materials cannot be remelted or reprocessed, making scrap and flash a permanent waste stream.
A critical application note: glass fiber reinforcement in compression molding (SMC/BMC) preserves fiber lengths of 12–50 mm, delivering structural performance comparable to metal at low density. Injection molding typically reduces glass fiber to 0.1–0.5 mm lengths during processing, limiting the achievable mechanical performance. For structural parts requiring high impact resistance and stiffness-to-weight ratio, compression-molded composites have a clear material performance advantage.

Frequently Asked Questions About Injection Molding vs Compression Molding
“압축 성형은 일반적으로 사출 성형에 비해 금형 비용이 낮습니다.”True
Compression molding dies are usually simpler and less expensive to design and manufacture than precision injection molds, making it more economical for low-to-medium volume production runs.
“사출 성형은 열경화성 수지와 같은 압축 성형 재료에서의 치밀한 공차를 달성할 수 없습니다.”False
Injection molding excels at precision for thermoplastics, while compression molding is better suited for thermosets. However, injection molding offers superior dimensional accuracy and tighter tolerances regardless of whether processing thermoplastics or certain thermoset materials.
생산 요구 사항에 맞는 공정을 평가할 때, 열경화성 압축 성형의 더 긴 사이클 시간(일반적으로 1~5분, 사출 성형의 15~60초 대비)은 까다로운 응용 분야에서 우수한 재료 성능을 통해 그 가치를 입증하는 경우가 많습니다. 고전압 전기 절연체, 자동차 브레이크 패드, 항공우주 구조 브래킷은 모두 열경화성 재료의 비가역적 가교 네트워크로부터 이점을 얻으며, 이는 200°C 이상의 지속적인 온도에서도 변형을 견딥니다. 그러나 대부분의 상업용 플라스틱 제품의 경우, 경제성은 10,000개 이상의 생산량에서 사출 성형의 더 빠른 사이클과 더 낮은 단위당 비용을 강력히 지지합니다.
재료 결정은 근본적으로 다른 모든 제조 선택을 형성합니다. 고온 응용 분야, 항공우주 부품 및 우수한 내화학성이 필요한 부품의 경우, 열경화성 압축 성형은 열가소성 사출 성형이 따라올 수 없는 능력을 제공합니다. 반대로, 치밀한 공차와 대량 생산이 필요한 복잡한 형상의 경우, 사출 성형의 사이클 시간 이점(일반적으로 15–60초, 압축 성형의 1–5분 대비)은 상당한 경제적 이점을 제공하여 대부분의 상업적 응용 분야에 대한 명확한 선택이 되게 합니다.
Can compression molding achieve the same tolerances as injection molding?
Compression molding typically achieves tolerances of ±0.1–0.3 mm for well-controlled thermoset molding, compared to ±0.05 mm for precision injection molding. The lack of gate and runner system in compression molding means less pressure at the mold extremities, potentially causing fill variation. For precision assemblies, injection molding is preferred; for structural and non-precision applications, compression molding tolerances are generally acceptable.
Is compression molding more environmentally friendly than injection molding?
Compression molded thermosets cannot be recycled or remelted — all flash, sprues, and end-of-life parts are permanent waste. Injection molded thermoplastics are recyclable in principle, though actual recycling rates vary by application. On a lifecycle basis, the environmental comparison depends heavily on material selection, product lifetime, and end-of-life scenario. Neither process has a clear universal sustainability advantage.
What is transfer molding and how does it relate to both processes?
Transfer molding is a hybrid between compression and injection molding: thermoset material is placed in a pot (like compression molding), then forced through runners into closed cavities (like injection molding). It provides better dimensional control than compression molding for thermosets while enabling cavity isolation. Transfer molding is common for rubber O-rings, electronic encapsulation, and precision thermoset connectors.
녹색과 갈색 플라스틱 사출 성형 부품으로 정밀한 기하학적 구조와 표면 마감을 선보입니다
Yes — reaction injection molding (RIM) and thermoset injection molding processes exist, using modified barrels and heated molds that cure the material during fill. However, these processes are specialized, less common, and more expensive than standard thermoplastic injection molding. Most applications that genuinely require thermoset properties are better served by compression or transfer molding.
How do I know which process is right for my application?
Start with material requirements: if your application can use a thermoplastic, injection molding almost always wins on cycle time, part complexity, and per-part cost at volume. If you require chemical cure (thermoset), rubber elasticity, or long glass fiber reinforcement, compression molding is the correct choice. When the material decision is ambiguous, we help clients model total cost of ownership across both processes at their target production volumes before committing to tooling.
Key Considerations for Material Selection
사출 성형과 압축 성형 중 어떤 것을 사용할지 평가할 때, 재료 호환성은 가장 중요한 요소 중 하나로 부각됩니다. 사출 성형의 중간 온도에서 열가소성 수지를 처리할 수 있는 능력은 대량 생산되는 소비재, 자동차 부품, 의료 기기에 이상적입니다. 이러한 재료는 재활용 및 재처리가 가능하여 시간이 지남에 따라 폐기물과 생산 비용을 줄입니다. 반면 압축 성형은 열경화성 재료를 우수한 결과로 처리합니다. Thermoset materials3 cure into their final form and cannot be remelted, which provides exceptional chemical resistance, dimensional stability at high temperatures, and superior mechanical properties for demanding applications such as electrical components, aerospace parts, and industrial equipment.
The choice between these processes ultimately depends on your specific application requirements, desired production volume, budget constraints, and material specifications. By understanding the key advantages and limitations of each method, manufacturers can make informed decisions that optimize both performance and profitability in their production operations. See our Injection Molding Complete Guide for a comprehensive overview.
-
열가소성 플라스틱: a polymer that softens when heated and re-solidifies when cooled without chemical change, making it suitable for injection molding and recyclable at end of life — contrasted with thermosets which cure irreversibly and cannot be remelted. ↩
-
열경화성: a polymer material that permanently cross-links and hardens when heated or exposed to a catalyst — it cannot be remelted after curing, making thermosets suitable for compression and transfer molding but not for standard injection molding. ↩
-
Thermoset materials: Polymers that undergo permanent cross-linking during the curing process, cannot be remelted, and provide exceptional thermal stability and chemical resistance. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.







