 Przejdź do treści
Przejdź do treści 

- Typowa część formowana wtryskowo kosztuje 0,15–5,00 USD za sztukę, ale sama forma kosztuje 5 000–100 000+ USD w zależności od złożoności.
- Wielkość produkcji jest najważniejszym czynnikiem kosztotwórczym – forma za 20 000 USD dodaje 2,00 USD do kosztu części przy 10 tys. sztuk, ale tylko 0,20 USD przy 100 tys.
- Koszt materiału stanowi zazwyczaj 20–50% ceny jednostkowej części; żywice inżynierskie, takie jak PEEK, kosztują 10–20 razy więcej niż standardowy PP.
- Narzuty maszynowe, czas cyklu i robocizna stanowią łącznie 30-60% kosztu jednostkowego części.
- Ukryte koszty – operacje dodatkowe, odpady, wysyłka, konserwacja narzędzi – dodają 10–25% do ceny ofertowej.
Jakie Są Główne Czynniki Określające Koszt Formowania Wtryskowego na Sztukę?
Pięć kluczowych czynników decydujących o koszcie formowania wtryskowego to oprzyrządowanie do form1, materiał, stawka maszynowa, czas cyklu2oraz operacje dodatkowe. Jeśli porównujesz dostawców, zobacz nasz injection molding supplier sourcing guide do przygotowania zapytania ofertowego (RFQ) i kontroli ryzyka.
Koszt formowanie wtryskowe części jest determinowana przez pięć kluczowych czynników: koszt wykonania formy, cena materiału surowego, stawka godzinowa maszyny, czas cyklu i operacje dodatkowe. Każda oferta, którą otrzymasz od fabryki, to ostatecznie kalkulacja oparta na tych pięciu danych wejściowych plus marża dostawcy.
W praktyce większość inżynierów jest zaskoczona tym, jak bardzo koszt formy dominuje przy niskich nakładach. Precyzyjna forma wielogniazdowa na obudowę złącza może kosztować $35 000. Jeśli potrzebujesz tylko 5 000 sztuk, sama forma dodaje $7,00 na sztukę — zanim jeszcze kupisz żywicę lub uruchomisz maszynę. Przy skali 500 000 sztuk w ciągu dwóch lat wkład narzędziowy spada do $0,07 na sztukę, czyniąc koszty materiału i przetwarzania głównymi czynnikami kosztów.
Oto szybka hierarchia wpływu na koszt, od najwyższego do najniższego: (1) roczna wielkość produkcji, (2) złożoność geometrii części, (3) wybór materiału, (4) liczba wgłębienia formy3, (5) lokalizacja geograficzna dostawcy. Zauważ, że „najtańsza fabryka” nie znajduje się na tej liście – ponieważ fabryka o słabej kontroli jakości będzie kosztować więcej w odpadach, opóźnieniach i roszczeniach gwarancyjnych niż kiedykolwiek zaoszczędzono na cenie jednostkowej.

Ile kosztuje wykonanie formy wtryskowej i jak ją amortyzować?
Narzędzie formujące to największy koszt początkowy w każdym projekcie formowania wtryskowego i najbardziej wrażliwy na wielkość produkcji. Forma jednogniazdowa na wspornik kosztuje $5 000–$12 000; precyzyjna forma wielogniazdowa z bocznymi układami, podnośnikami i gorącym kanałem kosztuje $40 000–$100 000 lub więcej.
Amortyzacja narzędzi – rozłożenie jednorazowej inwestycji w formę na wielkość produkcji – to kluczowa wartość do obliczenia. Weź całkowitą cenę formy i podziel przez oczekiwaną wielkość produkcji w całym cyklu życia. Oto jak to wygląda w praktyce:
| Typ formy | Cost Range | Przy 10 tys. sztuk | Przy 50 tys. sztuk | Przy 500 tys. części |
|---|---|---|---|---|
| Jednogniazdowa, prosta | $5,000-$12,000 | $0.50-$1.20 | $0.10-$0.24 | $0.01-$0.02 |
| Wielogniazdowa (4–8) | $20,000-$50,000 | $2.50-$5.00 | $0.50-$1.00 | $0.04-$0.10 |
| Z gorącym kanałem, złożona | $40,000-$80,000 | $4.00-$8.00 | $0.80-$1.60 | $0.08-$0.16 |
| Wysoka liczba gniazd (16-32) | $60,000-$150,000 | $3.75-$9.38 | $0.75-$1.88 | $0.08-$0.19 |
| Formowanie z wkładką / nakładkowe | $15,000-$60,000 | $1.50-$6.00 | $0.30-$1.20 | $0.03-$0.12 |
Liczby mówią same: jeśli oczekiwana wielkość produkcji wynosi poniżej 10 000 sztuk, forma jednogniazdowa jest prawie zawsze właściwym wyborem. Dodatkowy koszt wielogniazdowości zwraca się dopiero po osiągnięciu 30 000–50 000 jednostek. Jednak gdy przekroczysz zakres 100 000+, inwestycja w większą liczbę gniazd drastycznie redukuje koszt jednostkowy poprzez skrócenie czasu cyklu na sztukę.
Jeszcze jedna rzecz, którą pomija większość pierwszych kupujących: konserwacja formy. Dobrze utrzymana forma produkcyjna pracująca w zakładzie z 47 maszynami wtryskowymi zazwyczaj wymaga $500–$2 000 rocznie na konserwację — polerowanie, wymianę zużytych wypychaczy, odnawianie powierzchni linii podziału. Zaplanuj 2–5% początkowej ceny formy rocznie na konserwację i uwzględnij to w kalkulacji całkowitego kosztu posiadania.
ZetarMold Factory Data: Nasz zakład produkcyjny form w Szanghaju dostarcza ponad 100 zestawów form miesięcznie, wykorzystując 23 dedykowane maszyny do produkcji form. Dzięki maszynom o sile zwarcia od 90T do 1850T możemy produkować wszystko, od mikroczęści po duże obudowy o wadze do 10 kg. Każda forma jest śledzona w naszym 6-etapowym procesie kontroli jakości, aby zapewnić dokładność wymiarową przed rozpoczęciem produkcji.
Jak wybór materiału wpływa na koszt jednostkowy części?
Koszt surowca stanowi zazwyczaj 20-50% kosztu jednostkowego części, a różnica między żywicami standardowymi a inżynierskimi jest ogromna. Polipropylen (PP) kosztuje 1,00–1,50 USD za kilogram. PEEK? To już 80–120 USD za kilogram. Ta sama część, ta sama forma – sam materiał może zmienić koszt jednostkowy dziesięciokrotnie.
Ale koszt materiału to nie tylko cena za kilogram. Należy również wziąć pod uwagę wagę części, odpad z kanałów wlewowych i zasilających (zazwyczaj 5–15% masy wtrysku) oraz to, czy materiał można zmielić i ponownie wykorzystać. Materiały amorficzne, takie jak ABS i PC, są bardziej tolerancyjne wobec recyklingu; materiały częściowo krystaliczne, takie jak POM i PBT, są bardziej wrażliwe na ponowne przetwarzanie.
| Materiał | Cena/kg (USD) | Typical Use | Wskaźnik Kosztu Względnego |
|---|---|---|---|
| PP (polipropylen) | $1.00-$1.50 | Opakowania, obudowy, zawiasy żywe | 1.0x (wartość bazowa) |
| ABS | $1.50-$2.50 | Obudowy, wnętrze samochodu | 1.5x |
| PA6 (Poliamid 6) | $2.50-$4.00 | Koła zębate, części konstrukcyjne | 2.5x |
| PC (poliwęglan) | $3.00-$5.00 | Przezroczyste pokrywy, soczewki LED | 3.0x |
| POM (Acetal) | $2.50-$4.50 | Precyzyjne koła zębate, tuleje | 3.0x |
| PPO/PPE | $4.00-$7.00 | Obudowy elektryczne, systemy hydrauliczne | 4.0x |
| PPS | $5.00-$10.00 | Under-hood automotive, connectors | 5.5x |
| PEEK | $80-$120 | Aerospace, medical implants | 65x |
In our experience, when our engineers review part designs with customers at our Shanghai facility, the most common cost-reduction opportunity is over-specifying material. Many engineers specify PC-ABS or glass-filled nylon when standard ABS or PA6 would meet all functional requirements. Running a proper material selection analysis — looking at tensile strength, impact resistance, thermal requirements, and chemical exposure — can cut material cost by 30-50% without sacrificing performance.
Jaką rolę w koszcie jednostkowym odgrywa wielkość produkcji?
Production volume is the single most powerful lever on per-part cost because it affects every other cost component. Higher volume justifies multi-cavity molds (lower cycle time per part), enables bulk material purchasing (5-15% discount), and reduces the overhead allocation per piece. In injection molding, volume isn’t just a number — it’s the architecture of your cost structure.
Here’s a real example. We recently quoted a 45mm diameter gear housing in PA6+GF30 for a power tool customer. At 5,000 units, the unit price was $3.85 (single-cavity mold, full markup on low-volume material buy). At 50,000 units, it dropped to $1.42 (4-cavity mold, bulk resin pricing, optimized cycle time). At 500,000 units annually, we hit $0.68 — less than one-fifth of the low-volume price.

The crossover point — where investing in a better mold starts paying for itself — is typically around 30,000-50,000 units for most part geometries. Below that threshold, a simple single-cavity mold with manual loading and standard tolerances is usually your most economical option. Above 100,000 units, you should seriously consider hot runner systems, high-cavitation molds, and automation to squeeze out every cent of savings.
Volume also affects which supplier can serve you best. A factory with 47 injection machines and monthly capacity of millions of parts can offer significantly better per-part pricing at volume than a small shop with 5-10 machines, because the larger factory has lower overhead per machine-hour and can schedule production more efficiently.
The quoted unit price is never the full story. After 20 years of running injection molding projects, we’ve seen every hidden cost there is. The most commonly overlooked items add up to 10-25% above the quoted per-part price.
First: secondary operations. Does your part need assembly, ultrasonic welding, pad printing, chrome plating, or heat staking? Each secondary step adds $0.05-$2.00 per part depending on complexity. A part that costs $0.80 to mold might cost $2.30 after silk screening, UV coating, and threaded insert installation.
Second: packaging and logistics. Export packaging for delicate cosmetic parts (custom foam inserts, individual poly bags, desiccant packs) can add $0.10-$0.50 per part. Ocean freight from Shanghai to Los Angeles for a standard pallet currently runs $2,000-$4,000 — spread across the pieces on that pallet, it’s usually $0.02-$0.15 per unit, but for bulky, lightweight parts the shipping can exceed the molding cost.
“Scrap rate is built into every factory’s quotation, typically 2-5% for simple parts and 5-10% for complex or tight-tolerance parts.”Prawda
TRUE — Every factory factors in a scrap allowance. If your part has tight tolerances, complex geometry, or requires a specific surface finish (like high-gloss or optical clarity), the scrap rate will be higher. The cost of scrapped material and machine time is distributed across the good parts in your quote.
“The per-part price quoted by a Chinese factory includes all shipping costs to your warehouse door (DDP).”Fałsz
FALSE — Most Chinese injection molding quotes are FOB (Free on Board) Shanghai or EXW (Ex Works). FOB means the factory’s price ends when goods pass the ship’s rail at the port. You pay ocean freight, import duties, customs brokerage, and last-mile delivery separately. DDP pricing is available but adds 15-25% to account for the factory’s risk and logistics overhead.
Third: quality control and inspection. Incoming quality control (IQC), in-process inspection, and final quality control (FQC) are standard at any reputable factory. But if you require 100% dimensional inspection, CMM reports for every batch, or third-party inspection by SGS/QIMA, expect to pay $0.02-$0.20 per part extra. It’s worth it for critical components, but it’s not free.
Fourth: mold modification and design changes. First-time forma wtryskowa tooling rarely produces perfect parts on the first try. Most molds need 1-3 rounds of modifications — adjusting gate size, fixing flash, tuning shrinkage compensation. These modifications are typically included in the initial tooling price (called T1-T3 sampling), but major design changes initiated by the buyer are billed separately at $2,000-$5,000 per change.
Jak decyzje projektowe dotyczące części wpływają na koszt?
Design for manufacturability (DFM) is where you win or lose the cost game before a single part is molded. Every design decision — wall thickness, draft angle, undercut, surface finish — has a direct line-item impact on your per-part price. The good news: most DFM improvements are free. They just require thinking about the molding process during the design phase, not after.
Wall thickness is the biggest lever. Thicker walls mean longer cooling time, which means longer cycle time, which means higher per-part cost. A part with 3mm walls might need 30 seconds to cool; the same geometry with 2mm walls might cool in 18 seconds. That 40% reduction in cycle time translates directly to 40% lower machine cost per part. Uniform wall thickness also prevents sink marks, warpage, and internal voids — eliminating quality costs downstream.
“Specifying a Class 101 mold (highest precision, 1M+ cycle life) for a part that only needs 50,000 units is a waste of money.”Prawda
TRUE — Mold classification matters. A Class 101 mold with hardened steel cavities and precision temperature control costs 3-5x more than a Class 104 mold (standard tolerance, <100K cycles). If your total volume is under 100,000 parts, a Class 102 or 103 mold is usually the right balance of cost and durability. Over-specifying the mold class is one of the most common ways buyers overspend.
“Adding more features and complexity to a part during initial design costs the same as a simpler version, since the mold is being built from scratch anyway.”Fałsz
FALSE — Every additional undercut, side action, lifter, or threaded core adds $2,000-$15,000 to the mold cost and increases cycle time by 5-20 seconds. A simple two-plate mold with straight-pull geometry might cost $8,000 and run 15-second cycles. The same part with two side cores and a threaded insert feature could cost $28,000 and need 35-second cycles. Simplicity saves money at every scale.
Surface finish is another cost multiplier. SPI A-1 (mirror polish) requires hand polishing the cavity for 8-16 hours, adding $1,000-$5,000 to the mold cost. SPI B-1 (fine matte) is achievable with standard EDM finish and costs nothing extra. If your part isn’t cosmetic-facing, skip the premium finish.
ZetarMold Factory Data: Our 8 senior engineers (each with 10+ years of experience) provide complimentary DFM analysis with every mold quotation. We flag cost-saving opportunities — wall thickness optimization, draft angle corrections, gate placement alternatives — before you commit to tooling. With 400+ materials in our database, we can recommend the most cost-effective resin for your performance requirements.
Jak Można Zmniejszyć Koszt Formowania Wtryskowego na Sztukę?
You can cut injection molding cost per part by 15-60% through three levers: design optimization, process efficiency, and supply chain strategy. Here are the specific tactics, ranked by savings impact.
| Strategy | Savings Potential | When to Apply | Effort Level |
|---|---|---|---|
| Increase production volume | 30-60% | Always — combine annual demand | Niski |
| Optimize wall thickness (uniform, thinner) | 15-40% on machine cost | Design phase | Średni |
| Switch to multi-cavity mold | 25-50% per part at volume | Above 30K units | Średni |
| Negotiate bulk material pricing | 5-15% | Above 5 tons/year | Niski |
| Eliminate secondary operations | 10-30% | Design phase | Wysoki |
| Use family mold for similar parts | 20-40% na narzędziach | Wiele podobnych części | Średni |
| Zmniejsz wymagania dotyczące wykończenia powierzchni | 5-15% | Części niekosmetyczne | Niski |
| Źródło z Chin vs. lokalne | 30-50% | Gdy spełnione są standardy jakości | Średni |
Najmniej wykorzystywaną taktyką jest konsolidacja. Jeśli zamawiasz tę samą część w wielu partiach w ciągu roku, połącz je w jedno zamówienie roczne. Nawet jeśli nie potrzebujesz wszystkich części natychmiast, oszczędności na części wynikające z cen hurtowych często przewyższają koszty magazynowania. Z grubsza: jeśli możesz zobowiązać się do 50 000+ sztuk jednego numeru części rocznie, powinieneś oczekiwać 20-35% niższych cen niż przy zamawianiu 5 000 sztuk dziesięć razy.
Kolejna przeoczona możliwość: zamiana materiału. Często widzimy części specyfikowane w PC-ABS ($3,50/kg), które działałyby identycznie w standardowym ABS ($2,00/kg) przy niewielkiej modyfikacji projektu. Albo części z nylonu wzmocnionego włóknem szklanym, gdzie nieco grubsza ścianka w nylonie niewzmocnionym osiągnęłaby ten sam cel sztywności przy połowie kosztu materiału. Właściwy dostawca proaktywnie zasugeruje te alternatywy, a nie tylko wykona Twój wykaz materiałów słowo w słowo.
Jak Wygląda Rzeczywisty Rozkład Kosztów?
Teoria jest przydatna, ale spójrzmy na prawdziwy przykład. Oto rzeczywisty rozkład kosztów dla obudowy elektronicznej 65mm x 40mm x 25mm z ABS, produkowanej w naszym zakładzie w Szanghaju. Część ta ma prosty zatrzask, dwie mosiężne wkładki gwintowane (wtapiane na gorąco) i wymaga wykończenia powierzchni SPI B-2 na powierzchniach kosmetycznych.
| Cost Component | Przy 10 tys. sztuk | Przy 100 tys. sztuk | Uwagi |
|---|---|---|---|
| Oprzyrządowanie formy (4-gniazdowa, stal P20) | $0,80/szt. | 0,08 zł/szt. | 32 000 zł forma, zamortyzowana |
| Materiał (ABS, włącznie z odpadami kanałów) | $0,12/szt. | $0,09/szt. | 18g na część + 15% kanałów |
| Czas pracy maszyny (180T, cykl 22s) | 0,18 zł/szt. | $0,14/szt. | Narzut: $25/godz. |
| Wkładki gwintowane (2x M3 mosiądz) | 0,08 zł/szt. | 0,06 zł/szt. | Materiał + wtapianie na gorąco |
| Montaż (zatrzask + instalacja wkładek) | $0,05/szt. | 0,03 zł/szt. | Manual operation |
| Kontrola jakości (AQL 2,5) | 0,03 zł/szt. | $0,02/szt. | Standardowa kontrola jakości |
| Opakowanie (worek foliowy + karton) | $0,04/szt. | 0,03 zł/szt. | Opakowanie zbiorcze |
| Rezerwa na złom (3%) | $0,04/szt. | 0,03 zł/szt. | Uwzględnione w ofercie |
| Całkowity koszt na sztukę | $1.34 | $0.48 | - |
Zwróć uwagę na odwrócenie kosztów. Przy 10 000 sztuk, oprzyrządowanie formy ($0,80) jest największym pojedynczym składnikiem kosztu — 60% całości. Przy 100 000 sztuk, materiał ($0,09) i czas maszynowy ($0,14) razem przewyższają udział narzędziowy ($0,08). Dlatego pytanie „jaka jest minimalna wielkość zamówienia?” ma tak duże znaczenie — odpowiedź decyduje, który składnik kosztów dominuje w budżecie.
ZetarMold Factory Data: Z 47 maszynami do wtrysku o zakresie od 90T do 1850T i ponad 120-osobowym personelem produkcyjnym, nasza fabryka w Szanghaju obsługuje wszystko, od mikrowtrysku po duże części konstrukcyjne. Nasi ponad 30 anglojęzycznych kierowników projektów zapewniają jasną komunikację w zakresie rozbicia kosztów, opinii DFM oraz harmonogramów płatności opartych na kamieniach milowych — dzięki czemu wiesz dokładnie, na co idzie każdy dolar.

Często zadawane pytania dotyczące kosztu formowania wtryskowego na część
Jaki jest średni koszt na część w wtrysku?
Średni koszt na część w formowaniu wtryskowym waha się od $0,15 dla prostych, wysokonakładowych części z tworzyw sztucznych, takich jak nakrętki do butelek lub klipsy kablowe, do $5,00 lub więcej dla skomplikowanych części o niskim nakładzie, wymagających wąskich tolerancji, materiałów inżynierskich lub operacji dodatkowych, takich jak wtrysk z wkładkami lub malowanie. Większość części produkcyjnych mieści się w zakresie $0,30 do $2,00 przy produkcji w ilościach od 50 000 do 500 000 sztuk. Dokładna liczba zależy w dużej mierze od geometrii części, wyboru materiału, wielkości produkcji oraz lokalizacji geograficznej dostawcy.
Jak obliczyć koszt wtrysku na część?
Wzór na obliczenie kosztu wtrysku na jedną część jest w zasadzie prosty, ale wymaga dokładnych danych dla każdego składnika. Koszt na część równa się sumie: Koszt formy podzielony przez całkowitą wielkość produkcji, plus waga części pomnożona przez cenę materiału za kilogram, plus czas cyklu pomnożony przez stawkę godzinową maszyny podzieloną przez liczbę gniazd, plus koszt operacji dodatkowych, plus koszt pakowania, plus rezerwa na złom. Najczęściej pomijanym składnikiem jest waga odpadów z kanałów i śladów wtrysku, która zazwyczaj dodaje 5-15% do kosztu surowca na jedno wtryśnięcie. Dla precyzyjnego obliczenia należy również uwzględnić czas przygotowania zamortyzowany na wielkość partii oraz wszelkie koszty przeróbek lub sortowania jakościowego.
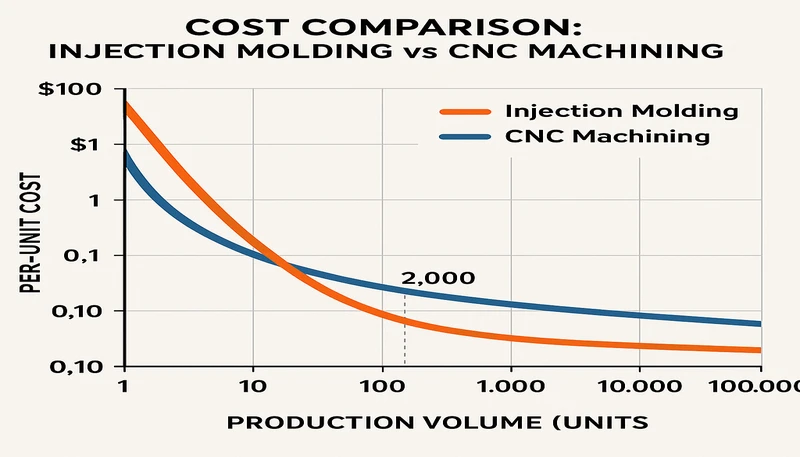
Czy formowanie wtryskowe jest tańsze niż drukowanie 3D w produkcji?
Formowanie wtryskowe jest prawie zawsze tańsze niż drukowanie 3D dla nakładów produkcyjnych powyżej 500 do 2000 sztuk, w zależności od złożoności części. Część, której produkcja metodą SLA 3D kosztuje $8,00, może kosztować tylko $0,50 przy formowaniu wtryskowym przy 10 000 sztuk — ale najpierw trzeba zainwestować $5 000 do $15 000 w oprzyrządowanie. Poniżej około 500 sztuk, drukowanie 3D wygrywa pod względem całkowitego kosztu projektu, ponieważ nie ma inwestycji w formę. Powyżej 2000 sztuk, formowanie wtryskowe zdecydowanie wygrywa pod względem kosztu jednostkowego, a różnica dramatycznie rośnie przy większych nakładach. Punkt opłacalności przesuwa się w zależności od rozmiaru części, złożoności i wymagań materiałowych.
What is the minimum order quantity for injection molding?
Nie ma technicznego minimalnego zamówienia dla formowania wtryskowego — po zbudowaniu formy można wyprodukować pojedynczą część, jeśli jest to potrzebne. Praktyczne minimum jest określane przez ekonomię: całkowita inwestycja w formę plus koszty przygotowania i kalibracji podzielone przez liczbę zamówionych części. Dla formy jednogniazdowej o wartości $10 000 zamówienie tylko 1000 części oznacza $10,00 na część tylko na amortyzację narzędzia, co rzadko jest opłacalne. Większość doświadczonych fabryk formowania wtryskowego zaleca minimum 3000 do 5000 części, aby ekonomika jednostkowa była rozsądna. Przy wyższych kosztach formy zalecane minimum wzrasta proporcjonalnie.
Ile kosztuje wtrysk na godzinę pracy maszyny?
Stawki godzinowe maszyn różnią się znacznie w zależności od regionu i wielkości maszyny. W Chinach stawki wahają się od około $15 za godzinę dla małych maszyn w zakresie 50-100 ton do $60 za godzinę dla dużych maszyn powyżej 1000 ton. W Stanach Zjednoczonych i Europie stawki są zazwyczaj 2 do 4 razy wyższe, wahając się od $40 do $150 za godzinę w zależności od wielkości maszyny, poziomu automatyzacji i regionalnych kosztów pracy. Stawka godzinowa obejmuje amortyzację maszyny, zużycie energii elektrycznej, wynagrodzenia operatorów, koszty ogólne zakładu oraz planowane konserwacje. Aby przeliczyć to na koszt na część, należy podzielić stawkę godzinową przez liczbę części wyprodukowanych na godzinę.
Czy mogę obniżyć koszt wtrysku, zmieniając materiał?
Tak, zamiana materiału jest jednym z najszybszych i najskuteczniejszych sposobów na redukcję kosztu na sztukę bez zmiany geometrii części czy projektu formy. Typowe możliwości obniżenia specyfikacji obejmują zmianę z PC-ABS na standardowy ABS dla redukcji kosztu materiału o 30-40%, zastąpienie nylonu wzmocnionego włóknem szklanym nylonem niewzmocnionym połączonym z wzmocnieniami konstrukcyjnymi jak żebra dla oszczędności 20-30% oraz zastąpienie PEEK przez PPS w zastosowaniach wysokotemperaturowych nieprzekraczających 240 stopni Celsjusza dla oszczędności 80-90%. Zawsze sprawdzaj, czy materiał zastępczy spełnia wszystkie wymagania funkcjonalne, w tym wytrzymałość na rozciąganie, odporność na uderzenia, granice temperaturowe i kompatybilność chemiczną z końcowym środowiskiem użytkowania.
Jak formowanie wielogniazdowe redukuje koszt na część?
Formowanie wielogniazdowe redukuje koszt na sztukę poprzez produkcję wielu identycznych części w jednym cyklu maszynowym. Forma 4-gniazdowa produkuje 4 części w mniej więcej tym samym czasie cyklu co forma 1-gniazdowa, efektywnie obniżając koszt maszynowy na sztukę o około 75%. Sama forma kosztuje 2 do 4 razy więcej do wykonania ze względu na dodatkowe gniazda, złożoność obróbki i zrównoważony układ kanałów. Punkt ekonomicznej opłacalności, w którym oszczędności czasu maszynowego przewyższają wyższą inwestycję w formę, wynosi zazwyczaj 30 000 do 50 000 sztuk. Powyżej tego progu, formy wielogniazdowe zapewniają coraz lepszą ekonomię na sztukę wraz ze wzrostem nakładu.
Jaki jest typowy narzut lub marża na części wtryskiwane?
Typowa marża brutto dla dostawców formowania wtryskowego waha się od 15% do 35% w zależności od złożoności części, konkurencji na rynku i długości relacji z klientem. Części masowe z wieloma konkurującymi dostawcami zwykle mają marże 15-20%, ponieważ presja cenowa jest silna. Spersonalizowane części inżynieryjne wymagające zastrzeżonych procesów, wąskich tolerancji lub specjalistycznych materiałów osiągają marże 25-35%. Długoterminowe umowy dostaw obejmujące trzy lub więcej lat zazwyczaj wiążą się z niższymi marżami 15-25% w zamian za zobowiązanie wolumenowe i obniżone koszty pozyskania klienta. Zrozumienie struktury marży pomaga skutecznie negocjować, nie spychając dostawcy poniżej rentowności.
Podsumowanie: Zrozumienie kosztu formowania wtryskowego na część
Koszt formowania wtryskowego na sztukę sprowadza się do pięciu podstaw: narzędziownia formy (amortyzowana przez wolumen), wybór materiału, czas pracy maszyny, operacje dodatkowe oraz ukryte koszty. Największą dźwignią jest prawie zawsze wielkość produkcji — decyduje ona, czy twoja forma za 20 000 kosztuje 2,00 czy 0,04 za sztukę. Po wolumenie, projekt części (grubość ścianki, złożoność, wykończenie powierzchni) i wybór materiału oferują kolejne największe możliwości oszczędności.
Fabryki, które oferują najlepszą cenę za sztukę, to te, które pomagają zoptymalizować całą strukturę kosztów — nie tylko cenę żywicy. Jeśli twój dostawca nie oferuje informacji zwrotnej dotyczącej projektowania pod kątem wytwarzania, alternatywnych materiałów i progów cenowych opartych na wolumenie, tracisz pieniądze. Użyj injection molding supplier sourcing guide do porównania jakości oferty, zdolności produkcyjnych i ryzyka handlowego przed zleceniem narzędziowni. Dobrze zaprojektowana forma we właściwej fabryce, z odpowiednim materiałem, przy odpowiednim wolumenie, dostarczy części w cenie, która uczyni twój produkt konkurencyjnym.
-
oprzyrządowanie do form: Narzędziownia formy odnosi się do procesu projektowania i wytwarzania metalowej formy używanej w formowaniu wtryskowym. Koszt narzędziowni formy obejmuje obróbkę gniazda, wykonanie rdzenia, wiercenie kanałów chłodzących, montaż systemu wypychania oraz wykończenie powierzchni. Koszt narzędziowni jest amortyzowany na całkowitym wolumenie produkcji — kluczowy wskaźnik dla ekonomiki kosztu na sztukę. ↩
-
czas cyklu: Czas cyklu odnosi się do całkowitego czasu potrzebnego do ukończenia jednego cyklu formowania wtryskowego — od zamknięcia formy, wtrysku, docisku, chłodzenia, otwarcia formy, do wypchnięcia. Typowe czasy cyklu wahają się od 10 sekund dla małych, prostych części do 120 sekund dla dużych, złożonych części. ↩
-
wgłębienia formy: Gniazda formy odnoszą się do pustych przestrzeni wewnątrz formy wtryskowej, które kształtują ostateczny kształt części. Forma jednogniazdowa produkuje jedną część na cykl, podczas gdy forma wielogniazdowa produkuje wiele identycznych części na cykl. Więcej gniazd redukuje koszt na sztukę poprzez rozłożenie czasu cyklu i kosztu maszyny na więcej jednostek, ale zwiększa inwestycję w narzędziownię. ↩






