 Przejdź do treści
Przejdź do treści 

Forma wtryskowaJak kontrolujemy różnicę kolorów w procesie wtrysku | ZetarMold
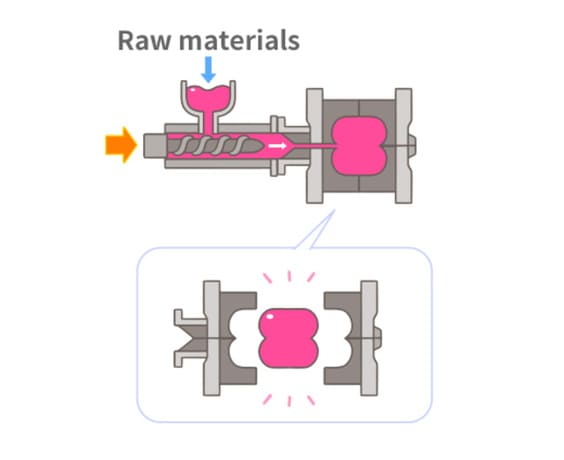
Injection molding is used to make a wide variety of parts, from small electronic components to entire body panels for automobiles. Injection-molded products are found in a variety of industries and applications, making color consistency an important feature to consider.
W tym wpisie na blogu zdefiniujemy termin "spójność kolorów" i omówimy, jak sprawdzać i mierzyć spójność kolorów. Aby mieć pewność, że produkty spełniają oczekiwania i wymagania klientów.
Ważne jest, aby wiedzieć o konsystencji koloru Produkty formowane wtryskowoktóre pomogą w stworzeniu dokładnych specyfikacji produktu i uniknięciu jakichkolwiek pomyłek lub problemów w procesie produkcji.

Definicja różnicy kolorów produktów formowanych wtryskowo
The color difference of injection molded products is the color variation that may occur when the product is mass-produced. This is usually caused by the use of different batches of raw materials or by variations in the manufacturing process.
Chociaż możliwe jest kontrolowanie niektórych źródeł zmienności kolorów, takich jak stosowanie spójnych partii surowców, często nie jest możliwe wyeliminowanie wszystkich źródeł zmienności kolorów.
W rezultacie, produkty formowane wtryskowo mają zwykle pewien stopień zróżnicowania kolorów. Różnice te można kontrolować za pomocą środków kontroli jakości, takich jak pomiar koloru każdego produktu i odrzucanie produktów, które nie spełniają specyfikacji.
Należy jednak pamiętać, że nawet produkty spełniające specyfikacje mogą w pewnym stopniu różnić się kolorem.

Przyczyny różnic kolorystycznych w produktach formowanych wtryskowo
The cause of color variation in injection molding products can be traced back to the pigments used in the manufacturing process. Pigments are usually made from metals or other materials that absorb or reflect different wavelengths of light to produce a range of colors.
Pigmenty do formowania wtryskowego są zwykle wykonane z dwutlenku tytanu, który jest biały, gdy jest zawieszony w przezroczystym plastiku. Jednakże, gdy jest wystawiony na działanie światła ultrafioletowego, pochłania część światła i odbija resztę, co skutkuje gamą kolorów.
Inne przyczyny różnic kolorystycznych mogą obejmować rodzaj użytego tworzywa sztucznego, temperaturę formy i ciśnienie procesu formowania wtryskowego.
Jedną z głównych przyczyn różnic kolorystycznych w produktach formowanych wtryskowo jest rodzaj zastosowanego polimeru. Różne polimery mają różne kolory wewnętrzne, co może skutkować produktem końcowym o innym kolorze niż pożądany odcień.
Ponadto warunki przetwarzania w procesie formowania wtryskowego mogą również wpływać na ostateczny kolor produktów.
Na przykład, jeśli temperatura jest zbyt wysoka lub zbyt niska, może to spowodować zmianę koloru polimeru. Wreszcie, zanieczyszczenia w surowcach użytych do produkcji polimeru mogą również powodować zmiany koloru.
These impurities can come from a variety of sources, including air pollution and contamination from the injection molding manufacturing process.
Dlatego ważne jest, aby dokładnie kontrolować wszystkie aspekty procesu formowania wtryskowego w celu wytworzenia produktu o jednolitym kolorze.
Inną z najczęstszych przyczyn różnic kolorystycznych w produktach formowanych wtryskowo jest nieprawidłowa temperatura topnienia. Jeśli maszyna do formowania nie jest odpowiednio skalibrowana, żywica z tworzywa sztucznego nie stopi się równomiernie, co spowoduje powstanie smug lub obszarów o różnych kolorach w produkcie końcowym.
Inną przyczyną różnic kolorystycznych są zanieczyszczenia w żywicy z tworzywa sztucznego. Nawet niewielkie ilości kurzu lub innych zanieczyszczeń mogą powodować zauważalne różnice kolorystyczne w gotowym produkcie. Wreszcie, zmiany oświetlenia mogą również odgrywać rolę w wyglądzie koloru.
For example, fluorescent lighting can make colors appear brighter than they would in natural sunlight. By understanding the various factors that can affect color, injection molding manufacturers can take steps to ensure that their products meet the expectations of their customers.
Na przykład oświetlenie fluorescencyjne może sprawić, że kolory będą wydawać się jaśniejsze niż w naturalnym świetle słonecznym. Rozumiejąc różne czynniki, które mogą wpływać na kolor, producenci mogą podjąć kroki w celu zapewnienia, że ich produkty spełniają oczekiwania klientów.

Jak sprawdzić i zmierzyć różnicę kolorów produktów formowanych wtryskowo?
Niewiele branż jest tak zorientowanych na proces i szczegóły, jak branża formowania wtryskowego. Wynika to w dużej mierze z faktu, że produkty formowane wtryskowo muszą spełniać bardzo szczegółowe specyfikacje, aby były skuteczne. W rezultacie producenci muszą być w stanie sprawdzić i zmierzyć różnicę kolorów swoich produktów.
Można to zrobić na kilka różnych sposobów. Po pierwsze, producent może użyć spektrofotometru do pomiaru absorpcji światła przez produkt. Metoda ta jest dokładna, ale może być czasochłonna.
Po drugie, producent może użyć kolorymetru do pomiaru współczynnika odbicia produktu. Metoda ta nie jest tak dokładna jak spektrofotometr, ale jest znacznie szybsza.
Finally, the manufacturer can compare the color of the product to a control sample. This method is quick and easy, but it is not always reliable. Ultimately, the best way to check and measure color differences in injection molded products is to use a combination of all three methods.
Korzystając z wielu metod, producenci mogą zapewnić, że ich produkty spełniają wszystkie specyfikacje i że mogą dostarczać klientom produkty o stałej jakości.
Wskazówki dotyczące kontrolowania różnicy kolorów produktów formowanych wtryskowo
1. Unikaj używania materiałów pochodzących z recyklingu: Materiały pochodzące z recyklingu częściej zawierają zanieczyszczenia, które mogą prowadzić do różnic w kolorze.
2. Używaj surowców wysokiej jakości: Stosowanie surowców niskiej jakości może również prowadzić do różnic w kolorach. Upewnij się, że używasz tylko wysokiej jakości żywic i pigmentów.
3. Dostosuj temperaturę formy: Temperatura formy ma ogromny wpływ na ostateczny kolor produktu. Zbyt wysoka temperatura spowoduje blaknięcie pigmentów, podczas gdy zbyt niska temperatura sprawi, że kolor będzie bardziej matowy. Eksperymentuj z różnymi temperaturami, aby znaleźć idealne ustawienie dla swojego projektu.
4. Używaj koncentratów kolorów: Koncentraty kolorów to wstępnie zmieszane roztwory pigmentów, które mogą pomóc w uzyskaniu jednolitego koloru.
5. Korzystaj z usług doświadczonego producenta: Doświadczona formierka posiada wiedzę i doświadczenie niezbędne do uniknięcia typowych przyczyn zmienności kolorów. Będą również w stanie dostosować proces formowania, aby uwzględnić wszelkie potencjalne problemy.
Kontrola różnicy kolorów produktów formowanych wtryskowo
There are many factors affecting the color difference of injection molded products, including raw material resin, color masterbatch (or color powder), mixing of color masterbatch with raw material, injection molding process, injection molding machine, mold, etc.
Ze względu na szeroki zakres czynników, technologia kontroli różnicy kolorów jest również jedną z trudniejszych technik do opanowania w formowaniu wtryskowym. W rzeczywistym procesie produkcyjnym zazwyczaj kontrolujemy różnicę kolorów z następujących sześciu aspektów.
Eliminacja wpływu wtryskarek i czynników związanych z formą
To choose the injection molding machine with the same capacity as the main product, if the injection molding machine has problems such as a material dead corner, it is better to replace the equipment.
System zalewania formy, szczelina wylotowa itp. powodujące różnicę kolorów, mogą być rozwiązane przez odpowiednią część formy do konserwacji formy. Problemy z wtryskarką i formą muszą być rozwiązane w pierwszej kolejności przed zorganizowaniem produkcji, aby zmniejszyć złożoność problemu.
Eliminacja wpływu surowca, żywicy i koncentratu barwiącego
Kontrola surowców jest kluczem do całkowitego wyeliminowania różnic w kolorze. Dlatego też, szczególnie przy produkcji jasnych produktów, nie możemy ignorować oczywistego wpływu różnej stabilności termicznej żywicy surowca na wahania koloru produktów.
Because most injection molding manufacturers do not produce plastic masterbatch or masterbatch themselves, the focus of attention can be placed on production management and raw material inspection. That is, to strengthen the inspection of incoming raw materials.
Ten sam produkt w produkcji, o ile to możliwe, przy użyciu tego samego producenta, tej samej marki przedmieszki, produkcja przedmieszki; w przypadku przedmieszki kolorowej musimy przeprowadzić próbny test koloru przed masową produkcją.
Zarówno w przypadku ostatniej kalibracji, ale także w tym porównaniu, jeśli różnica kolorów nie jest duża, można ją uznać za kwalifikowaną, na przykład partia przedmieszki ma niewielką różnicę kolorów, przedmieszkę można ponownie wymieszać przed użyciem, aby zmniejszyć różnicę kolorów spowodowaną nierównomiernym mieszaniem samej przedmieszki.
Jednocześnie musimy również skupić się na testowaniu stabilności termicznej żywicy surowca i koncentratu, a w przypadku tych o słabej stabilności termicznej sugerujemy producentowi ich wymianę.
Eliminacja wpływu nierównomiernego mieszania przedmieszki
Złe wymieszanie przedmieszki z tworzywa sztucznego i przedmieszki barwiącej również spowoduje zmianę koloru produktu.
Po mechanicznym wymieszaniu przedmieszki i przedmieszki, podczas podawania do leja zasypowego przez dolny materiał zasysający, przedmieszka zostanie oddzielona od przedmieszki z powodu efektu elektrostatycznego i łatwo zaadsorbowana na ściance leja zasypowego, co nieuchronnie spowoduje zmianę ilości przedmieszki w cyklu wtrysku, a tym samym spowoduje różnicę w kolorze.
Spowoduje to nieuchronną zmianę ilości koncentratu podczas cyklu wtrysku, a tym samym różnicę w kolorze. Sytuację tę można rozwiązać, pobierając surowiec do leja zasypowego, a następnie mieszając go ręcznie.
W dzisiejszych czasach wiele firm używa podajników do dodawania koncentratu barwiącego, co oszczędza dużo siły roboczej i zapewnia dużą pomoc w kontroli różnicy kolorów, ale wiele firm często ma niezadowalające wyniki z powodu niewłaściwego użytkowania.
Ilość koncentratu dodawanego do podajnika przy stałej prędkości zależy od czasu plastyfikacji, który sam w sobie ulega wahaniom, a czasami nawet znacznym wahaniom, więc aby zapewnić stałą ilość podawania, czas podawania podajnika musi być stały, a ustawiony czas jest krótszy niż minimalny czas plastyfikacji.
Podczas korzystania z podajnika należy zwrócić uwagę na to, że wylot podajnika jest mały, po pewnym czasie użytkowania może to być spowodowane gromadzeniem się cząstek proszku surowca w ślimaku podajnika spowodowanym niedokładnym podawaniem, a nawet spowodować zatrzymanie podajnika, dlatego należy regularnie czyścić.
Zmniejszenie wpływu temperatury beczki na różnicę kolorów
Produkcja jest często napotykana z powodu uszkodzenia pierścienia grzewczego lub części sterujących ogrzewaniem poza kontrolą długiego spalania spowodowanego gwałtownymi zmianami temperatury beczki, co powoduje różnice w kolorze.
Ten rodzaj przyczyny powoduje, że różnica kolorów jest łatwa do określenia, ogólnie rzecz biorąc, uszkodzenie pierścienia grzewczego powoduje różnicę kolorów w tym samym czasie będzie towarzyszyć nierównomierne zjawisko plastyfikacji, a część sterująca ogrzewaniem niekontrolowanego długiego spalania często towarzyszy plamie gazu ubocznego, poważnym przebarwieniom, a nawet zjawisku koksowania.
Dlatego konieczne jest częste sprawdzanie części grzewczej produkcji i wymiana części grzewczej, gdy okaże się, że jest uszkodzona lub poza kontrolą, aby zmniejszyć ryzyko wystąpienia takich różnic w kolorze.
Zmniejszenie wpływu regulacji procesu formowania wtryskowego
Podczas dostosowywania parametrów procesu wtrysku z powodów niezwiązanych z różnicą koloru, nie należy zmieniać temperatury wtrysku, ciśnienia wstecznego, cyklu wtrysku i ilości dodanego koncentratu barwiącego tak bardzo, jak to możliwe.
Jednocześnie należy obserwować wpływ zmiany parametrów procesu na kolor i dostosowywać różnicę kolorów w czasie.
W miarę możliwości należy unikać stosowania wysokiej prędkości wtrysku, wysokiego ciśnienia wstecznego i innych czynników. formowanie wtryskowe procesy, które powodują silny efekt ścinania, aby zapobiec różnicy kolorów spowodowanej lokalnym przegrzaniem lub rozkładem termicznym i innymi czynnikami.
Ściśle kontrolować temperaturę każdej sekcji grzewczej cylindra, zwłaszcza dyszy i sekcji grzewczej w pobliżu dyszy.

Opanowanie wpływu temperatury beczki i ilości koncentratu barwiącego na zmianę koloru produktu
Przed dostosowaniem różnicy kolorów musimy również znać trend zmiany koloru produktu w zależności od temperatury i ilości koncentratu barwiącego.
Różne kolory koncentratu wraz ze zmianą temperatury produkcji lub ilości koncentratu, jego wzór zmiany koloru produktu jest inny.
Wzorzec zmiany koloru można określić w procesie testowania koloru. Niemożliwe jest szybkie dostosowanie różnicy kolorów, chyba że znasz już zasadę zmiany tego koloru przedmieszki.
Wnioski
W przypadku projektów o wysokich wymaganiach kolorystycznych lub projektów z większą liczbą części produktu można wybrać pompowanie granulatu z surowcami i koncentratami przed produkcją wtryskową.
Proces ekstrakcji może sprawić, że przed wtryskiem przedmieszka i surowiec wymieszają się równomiernie, dzięki czemu można skutecznie uniknąć problemu różnicy kolorów różnych części.
Jeśli masz powiązany problem, który wymaga konsultacji i rozwiązania, możesz skontaktować się z ZetarMold aby pomóc Ci z sugestiami i rozwiązaniami.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







