 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Als we het hebben over best practices voor kunststof spuitgietproducten, zijn er een aantal dingen die je gewoon niet kunt vermijden. Bovenaan die lijst staat meestal de spuitgiethoek. Elk spuitgietontwerp is ontworpen met het oog op maakbaarheid. Je moet dus nadenken over elke stap van het proces.
Zelfs als uw onderdeel op de juiste manier in de mal is gegoten, kunt u tegen problemen aanlopen wanneer u het uit de mal probeert te halen. Dit kan defecten in uw onderdeel veroorzaken die u niet wilt. Met ontwerphoeken kunt u veel van deze problemen voorkomen. In dit artikel geven we je een complete handleiding voor het ontwerpen van ontwerphoeken voor het structurele ontwerp van kunststof onderdelen.
Wat betekent trekhoek?
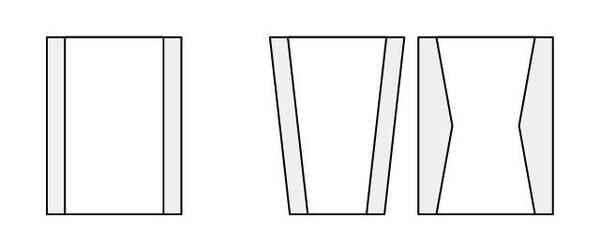
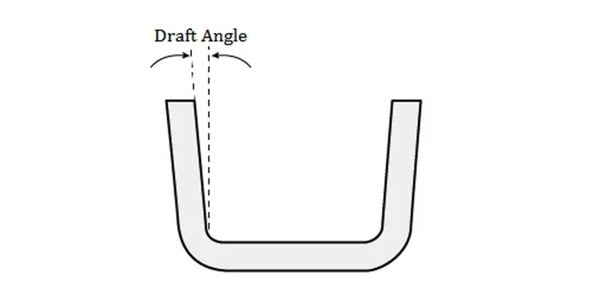
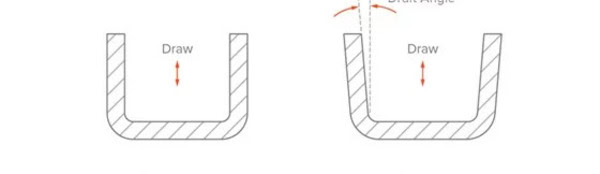
De trekhoek is, zoals de naam al zegt, de hoek die voor de matrijs is ontworpen. Om precies te zijn is het de trekhoek van het matrijsoppervlak parallel aan de uitwerprichting van de matrijs, ook wel de trekhoek genoemd.
Wie ontwerpt de ontwerphoek?
Aangezien de ontwerphoek uiteindelijk wordt weerspiegeld op de matrijs, zal er een dispuut zijn tussen ontwerpers van de ontwerphoek, dat wil zeggen of de ontwerphoek moet worden ontworpen door de constructeur of de matrijsbouwer. Er zijn momenteel twee gangbare praktijken hiervoor: de constructeur moet de diepgang van alle oppervlakken perfectioneren tijdens het ontwerpstadium van het onderdeel (behalve voor individuele structuren die niet bepaald kunnen worden en geëvalueerd moeten worden door de matrijsingenieur).
De bouwkundig ingenieur is alleen verantwoordelijk voor het tekenen van het uiterlijk oppervlak en het belangrijkste assemblage oppervlak, en andere onbelangrijke oppervlakken worden overgelaten aan de matrijs ontwerpfase voor de matrijs ingenieur om te tekenen op basis van ervaring.

Soorten trekhoeken
De trekhoek is onderverdeeld in de trekhoek van het voorste matrijsoppervlak en de trekhoek van het achterste matrijsoppervlak. Ze worden voornamelijk onderscheiden door het scheidingsvlak. Het scheidingsvlak verdeelt de matrijskern in de voorste matrijs en de achterste matrijs.
De trekhoek die moet worden ontworpen op het oppervlak evenwijdig aan de uitwerprichting van de voorste matrijs wordt de trekhoek van het voorste matrijsoppervlak genoemd, en omgekeerd wordt hij de trekhoek van het achterste matrijsoppervlak genoemd. Bovendien, als de mal zijdelingse kerntrekkingen heeft (schuine bovenkant en schuif), wordt het de schuine bovenkant ontwerphoek en de schuifoppervlak ontwerphoek genoemd, en de ontwerprichting is gebaseerd op de richting van de schuifbeweging.
De trekrichting is meestal gebaseerd op het scheidingsvlak voor het tekenen, waarbij ervoor wordt gezorgd dat het grotere uiteinde na het tekenen dicht bij het scheidingsvlak ligt, anders kan het niet soepel worden ontvormd.
Waarom moeten we een ontwerphoek ontwerpen?
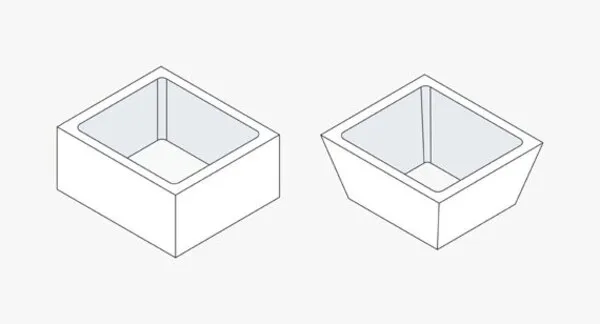
De ontwerphoek is een ontwerpkenmerk. In theorie, als het niet nodig is voor het modelleren, hoeft de productstructuur geen ontwerphoek te ontwerpen. Maar door de beperkingen van het spuitgietproces, zoals spuitgieten, moet het kunststof product na het vormen en afkoelen uit de matrijs worden gehaald. Als de ontwerphoek niet ontworpen is, zal het kunststofdeel moeilijk uit de matrijs te halen zijn.
Bedenk dat je vast wel eens een situatie bent tegengekomen waarbij het moeilijk is om de gestapelde plastic krukjes van elkaar te scheiden. Dat is al een kruk met een ontworpen helling, om nog maar te zwijgen van het feit dat de plastic onderdelen zonder trekhoek uit de mal moeten worden gehaald.

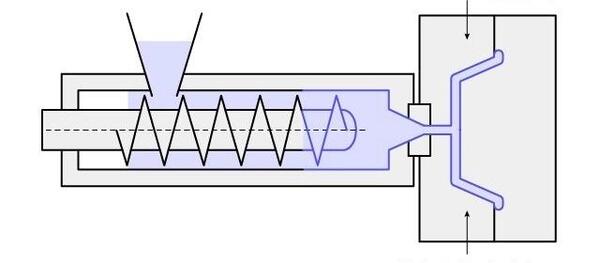
Waarom is het moeilijk om de kunststof onderdelen zonder trekhoek uit de mal te halen?
Bij spuitgieten stroomt de gesmolten hars in de gesloten mal en vult de holte die gevormd wordt tussen de voorste mal en de achterste mal. Omdat thermoplasten krimpen tijdens het afkoelen, krimpt de kunststof naar de matrijskern toe. De gekrompen kunststofdelen worden strak geadsorbeerd aan de matrijskern. Bovendien kunnen sommige kunststoffen weggetrokken worden van de wand van de matrijsholte (microscopisch niveau), maar de meeste kunststoffen zijn nog steeds in contact met de wand van de matrijsholte.
Als de matrijs opengaat, ondervindt het kunststofdeel een wrijvingsweerstand (statische wrijving) in de tegenovergestelde richting van het kunststofdeel dat de matrijs verlaat, ongeacht of het buitenoppervlak van het kunststofdeel in contact komt met de holtewand of het binnenoppervlak van het kunststofdeel in contact komt met de kern. Uit de wrijvingsformule: f=μ×Fn, blijkt dat de grootte van de wrijvingskracht gerelateerd is aan de ruwheid (μ) en krimpspanning (Fn) van het contactoppervlak; de krimpspanning (Fn) is gerelateerd aan de trekhoek.

Na het ontwerp van de trekhoek, f=μ×Fn×cosα, neemt de wrijvingskracht f in de uitwerprichting af naarmate de trekhoek α groter wordt. Over het algemeen is de trekhoek niet erg groot. Het is duidelijk dat de trekhoek beperkt is om de statische wrijving te verminderen.
De belangrijkste functie van de trekhoek is dat zodra het kunststofdeel van de matrijs wordt gescheiden, het loskomt en niet langer contact maakt met de matrijs en de wrijving wordt geëlimineerd; zonder het ontwerp van de trekhoek zal het kunststofdeel overgaan in glijdende wrijving nadat het van de matrijs is gescheiden.

Tegelijkertijd kan voor het oppervlak met hoogglansuiterlijk de voorvormholte ook een vacuüm vormen en de vacuümzuiging zal het moeilijk maken om het kunststofdeel volledig te scheiden van de voorvorm. Het ergste resultaat is dat de voorvorm vastzit en de structuur van de achtervorm van het kunststofdeel wordt aangetrokken en vervormd.
Voordelen van trekhoek
Soms kan de trekhoek een belangenconflict veroorzaken. Spuitgietfabrikanten richten zich op het spuitgieten en willen een grotere ontwerphoek; matrijsverwerkende fabrikanten vinden het moeilijk om hoeken te maken op alle holte- en kernoppervlakken.
Oorspronkelijk hadden eenvoudige kenmerken alleen eenvoudige verwerkingsapparatuur en lagere verwerkingskosten nodig, maar na het ontvormen is CNC of zelfs EDM nodig; voor productontwerpers kan de ontwerphoek het ontwerp van het onderdeel bemoeilijken en de vorm van het uiterlijk zal ook veranderen door de ontwerphoek.
Maar aan welke kant je ook staat, het is belangrijk om ervoor te zorgen dat je spuitgietproducten voldoen aan de kwaliteitsnormen die je nodig hebt. Dat is cruciaal. Als je geen ontwerphoek hebt, vergroot je de kans op spuitgietproblemen. Dat kan je productiekosten en doorlooptijd onnodig verhogen. Naast het gemak om onderdelen uit de matrijs te krijgen, zijn er nog enkele andere voordelen van een ontwerphoek.
Schade aan het productoppervlak door wrijving tijdens uitwerpen voorkomen; uniformiteit en integriteit van andere oppervlaktetexturen en -afwerkingen garanderen; vervorming van het product door ongelijkmatige uitwerping minimaliseren; slijtage van spuitgietproducten en de kans op beschadiging van de matrijs verminderen; de totale koeltijd verkorten door complexe uitwerpinstellingen te elimineren of te verminderen; de totale productiekosten direct en indirect verlagen.
Principes van ontwerp van de trekhoek
Eisen voor uitwerpen
Zodra de matrijs geopend is, moet het kunststofdeel aan de zijkant van de achterste matrijs blijven om te helpen het kunststofdeel uit de matrijs te werpen. Dit moet in twee stappen gebeuren: Eerst wordt het buitenoppervlak van het kunststofdeel losgemaakt van de voorste matrijsholtewand. In deze stap heeft de mal meestal geen extra dingen om te helpen scheiden, zodat de wrijving tussen het buitenoppervlak van het kunststofdeel en de holtewand zo klein mogelijk is.
Vervolgens wordt het binnenoppervlak van het kunststofdeel gescheiden van de kernwand van de achterste matrijs. In deze stap heeft de mal meestal iets extra's om te helpen scheiden, zoals een uitwerppen, een schuine uitwerper of een duwplaat. De wrijving tussen het binnenoppervlak van het kunststofdeel en de kern moet tot op zekere hoogte groter zijn dan de wrijving tussen het buitenoppervlak van het kunststofdeel en de holtewand, zodat het kunststofdeel aan de achterkant van de matrijs blijft wanneer de matrijs wordt geopend.

Zoals we uit het bovenstaande kunnen zien, zal de wrijving tussen het binnenoppervlak van het kunststofdeel en de kern groter zijn dan de wrijving tussen het buitenoppervlak van het kunststofdeel en de holtewand, omdat de kunststof de neiging heeft naar de matrijskern toe te krimpen (d.w.z. de krimpspanning is groot) wanneer de ruwheid en de trekhoek constant zijn.
Tegelijkertijd bevindt het uitwerpmechanisme van de matrijs zich meestal aan de achterkant van de matrijs. Daarom wordt over het algemeen de kern ontworpen in de achterste matrijs en de holte in de voorste matrijs, dat wil zeggen, de complexe kant van het kunststofdeel wordt ontworpen in de achterste matrijs en de relatief eenvoudige kant (het oppervlak) wordt ontworpen in de voorste matrijs.
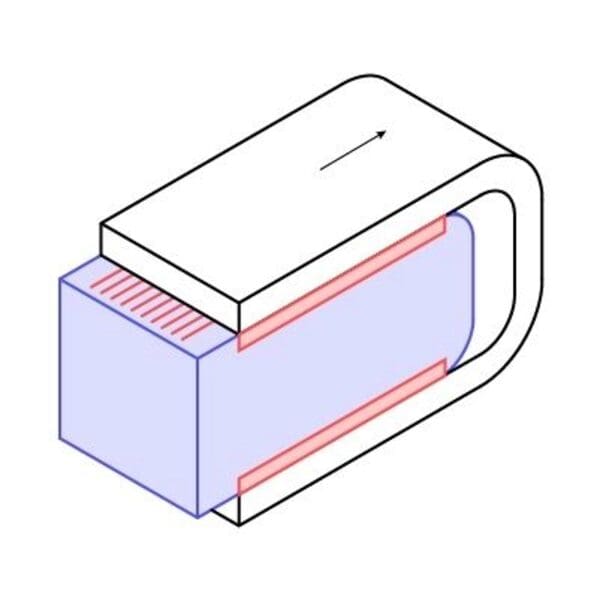
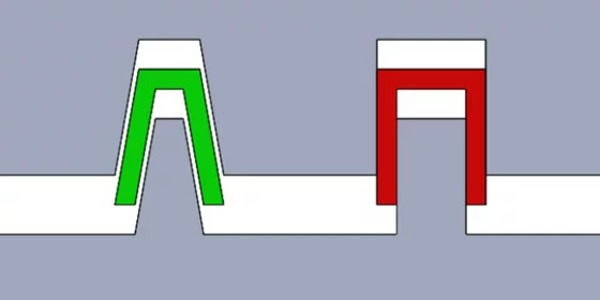
Maar er zijn uitzonderingen. Bijvoorbeeld, soms is de binnenkant van een onderdeel de buitenkant en kun je geen uitwerpsporen hebben. In dat geval plaats je de kern in de voormal en de holte in de achtermal. Om te voorkomen dat de voormal blijft plakken, heb je een uitwerphulpstuk nodig op de voormal, zoals dit.

Sommige onderdelen zien er van boven naar beneden hetzelfde uit en hebben geen duidelijk uiterlijk oppervlak, zoals het onderdeel in de afbeelding hieronder. Het is onmogelijk om snel de voorste en achterste mallen van de onderdelen te bepalen. Als er geen vereisten zijn voor dergelijke onderdelen, kunnen de voorste en achterste mallen overal worden geplaatst. Om te voorkomen dat de voorste mal vastplakt.

Als bij het ontwerp van de matrijs de trekhoek van de achterste matrijs zo klein mogelijk is en de trekhoek van de voorste matrijs zo groot mogelijk (binnen het tolerantiebereik van de productgrootte), kan het onderdeel in de beweegbare matrijs blijven nadat de matrijs is geopend, zodat het uitwerpmechanisme in de voorste matrijs kan worden vermeden.
Voor de onderstaande structuur met aanpassingsruimte wordt de positie van de kernlijm gewijzigd van de helft van de originele voorste en achterste mal naar 1/3 van de voorste mal en 2/3 van de achterste mal, wat het risico op kleven aan de voorste mal kan verminderen.

Ontwerp van de trekhoek
Er is geen uniforme standaard voor het bereik van de trekhoek en de theoretische berekening is erg moeilijk, omdat het wiskundige model van wrijving moeilijk vast te stellen is en verschillende spuitgietparameters ook invloed hebben op het eindresultaat. Sommige referentiewaarden kunnen worden verkregen door simulatieberekeningen, maar dat is tijdrovend en arbeidsintensief.
Over het algemeen hebben matrijzenfabrieken niet de kracht en de tijd om dit te doen. Het is meer gebaseerd op ervaring. Als bouwkundig ingenieur moet je deze kennis begrijpen, zodat je rekening kunt houden met de ontwerphoek voor bepaalde belangrijke constructies in de structurele ontwerpfase, het aantal latere feedbackaanpassingen door matrijsingenieurs kunt verminderen en onnodige problemen kunt vermijden.
Determinanten van de trekhoek
Kenmerken van het vormmateriaal
Harde kunststoffen hebben een grotere trekhoek dan zachte kunststoffen en zachte kunststoffen kunnen zelfs ondersnijdingen hebben.
Krimppercentage
Omdat de kunststof met een grote krimpsnelheid een grotere klemkracht op de kern heeft, zou de kunststof met een grote krimpsnelheid een grotere trekhoek moeten hebben dan de kunststof met een kleine krimpsnelheid.
Wrijvingscoëfficiënt
Voor sommige materialen met een lage wrijvingscoëfficiënt, zoals PA en POM, kan de trekhoek kleiner zijn dan bij andere gewone kunststoffen. Hoe groter de wrijvingscoëfficiënt van het productoppervlak, hoe groter de trekhoek. Voor een oppervlak met zonstructuur is bijvoorbeeld een grote trekhoek nodig.
Wanddikte
Als de wanddikte toeneemt, is de kracht van de kunststof om de kern groter en moet de trekhoek ook groter zijn.
Geometrische vorm
Voor kunststofonderdelen met complexere vormen of meer spuitgaten is een grotere ontwerphoek nodig, anders moeten er meer uitwerpers worden geplaatst en moet de plaatsing van de uitwerpers symmetrisch en uniform zijn om te voorkomen dat een ongelijkmatige uitwerpkracht kromtrekken en vervorming van het onderdeel veroorzaakt.
Transparante onderdelen
De trekhoek van onderdelen met optische vereisten moet groot zijn.
Specifiek bereik van de trekhoek
De geometrische relatie tussen de trekhoek en de trekoppervlakhoogte is als volgt: tanθ=X/H;
waarbij θ de trekhoek is, H de hoogte van het trekoppervlak en X de gereduceerde wanddikte (of kantelafwijking).
In theorie geldt: hoe groter de trekhoek, hoe gemakkelijker het is om te ontvormen, vooral voor trekvlakken met een grotere hoogte (diepte) en een groter oppervlak. Dit komt omdat de klemkracht van dit vlak op de kern of holte groter is en er een grotere helling moet worden ontworpen om het ontvormen te vergemakkelijken als de uitwerpkracht van de spuitgietmachine onveranderd blijft.

Maar, volgens de meetkundige relatie hierboven, als H constant is, hoe groter θ is, hoe groter X is.
Voor het uiterlijk oppervlak geldt: hoe groter X, hoe meer het uiterlijk oppervlak verandert, zelfs tot het punt dat het afwijkt van de ID-intentie, en de afwijking in de grootte van het uiterlijk zal groot zijn. Daarom, als de ID het toelaat, hoe groter het ontwerp van het verschijningsoppervlak, hoe beter. Als de ID het niet toelaat,
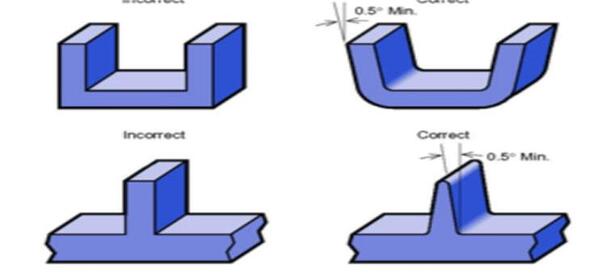
Voor hoogglanzende oppervlakken is de ontwerphoek ≥1°, probeer de grootst mogelijke waarde te nemen om het risico op krassen te voorkomen;

Voor een oppervlak met textuur moet de ontwerphoek minstens 3° zijn (afhankelijk van het type en de diepte van de textuur, heb je meestal 1 tot 1,5° ontwerp nodig voor elke 0,001 mm diepte, maar je moet de ontwerphoekgegevens van het textuurbedrijf als richtlijn gebruiken).
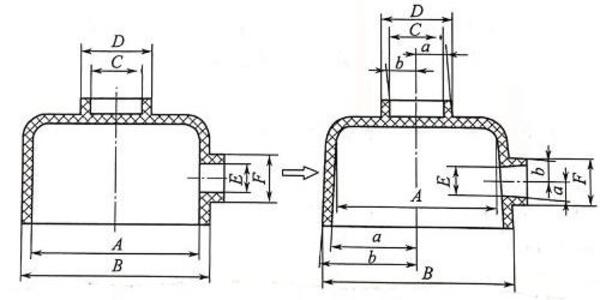
Wat betreft het botoppervlak geldt: hoe groter de X, hoe kleiner de topbreedte C van het bot en hoe moeilijker het is om spuitgieten te doen. Het bot moet dus zo kort mogelijk ontworpen worden en de ontwerphoek kan groter zijn. Als je het niet kunt vermijden, zorg er dan in ieder geval voor dat de waarde van X over het algemeen ≥0,2 is en dat de bovenste breedte C niet minder dan 0,6 is;

Wat de schroefkolom betreft, is het binnengat van de schroefkolom een soort structuurkenmerk met dimensionale nauwkeurigheidseisen. Om het tolerantiebereik te garanderen, is de ontwerphoek voor dit soort constructiekenmerken zeer klein of is er zelfs geen ontwerphoek. De matrijsstructuur vereist hier een zeer kleine ruwheid of zelfs polijsten, en de uitwerppin moet redelijk dichtbij worden ontworpen.
Als je een hulzenuitwerper hebt, hoef je het schroefgat niet te tekenen. Als je een gewone ejector hebt, moet je het schroefgat uittekenen. De hoogte van het schroefgat mag niet te hoog zijn en de hoek moet tussen 0,5° en 1,0° liggen. De diepte moet de helft zijn van de inschroefdiepte L, omdat je dan een goede inschroefdiepte krijgt. Maak de bovenkant van het gat niet groter en de onderkant van het gat niet kleiner, want dan zal de schroef bovenaan loszitten en onderaan vastzitten en krijg je een hoge spanning.

Voor andere interne oppervlakken is de trekhoek 1° als mediaanwaarde. De specifieke waarde moet worden bepaald aan de hand van de hoogte en de ruwheid van het trekoppervlak. Let tegelijkertijd op de verandering in lijmdikte na het tekenen om vormfouten te voorkomen.
Conclusie
Ik ga het niet hebben over trekhoeken omdat ze er goed uitzien. Ik ga het hebben over ontwerphoeken omdat ze belangrijk zijn. Ze zijn belangrijk omdat ze je werkstukken makkelijker en beter maken. Als je geen ontwerphoeken op je onderdelen zet, zul je veel onderdelen hebben die worden afgekeurd.
Het kan ook schimmelbeschadiging veroorzaken. Het is het beste om altijd op de hoogte te zijn van de beste spuitgietpraktijken. Een daarvan is het inbouwen van trekhoeken bij spuitgieten.
In de spuitgietindustrie zijn we spuitgietexperts en we staan klaar om onze expertise met jou te delen. Onze ingenieurs hebben een grondige kennis van de beste spuitgietpraktijken en verwerken die in onze diensten. Onze ingenieurs kunnen uw ontwerp volledig evalueren en aanbevelingen doen. We bieden DfM om ervoor te zorgen dat u de beste resultaten uit uw onderdeelontwerp haalt.
We bieden een breed scala aan productiediensten, waaronder spuitgieten. Als je niet zeker weet of je ontwerphoek voldoende is voor je behoeften, kunnen we een ontwerpbespreking houden. We bieden ook een algemene productinspectie om er zeker van te zijn dat je onderdelen klaar zijn voor het spuitgieten. Al deze diensten worden aangeboden tegen een concurrerende prijs.







