 Overslaan naar inhoud
Overslaan naar inhoud 

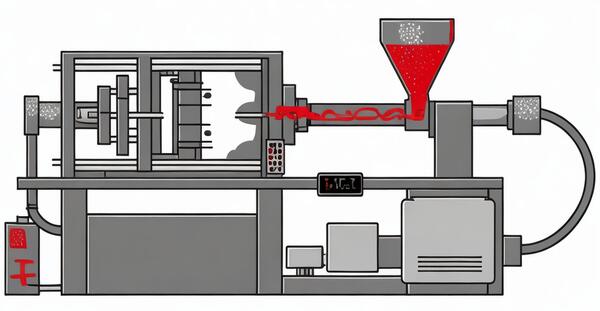
Inleiding: Spuitgieten is de meest gebruikte manier om kunststof producten te maken met meerdere onderdelen die aan het eind in elkaar gezet moeten worden. Onderdelen in elkaar zetten betekent ervoor zorgen dat ze goed passen en bij elkaar blijven.
Dit is waar toleranties om de hoek komen kijken. Als je niet zegt hoeveel ruimte er tussen de onderdelen moet zijn, of als je er niet voor zorgt dat de onderdelen de juiste maat hebben, passen de onderdelen niet goed in elkaar.
Spuitgieten Toleranties kunnen lastig zijn omdat mallen duur zijn. Je moet dus weten hoe je ze kunt beheersen.
In dit artikel leg ik uit wat toleranties beïnvloedt en hoe je ze kunt beheersen met behulp van design for manufacturing (DFM), materiaalselectie, gereedschapontwerp en procesbeheersing.
Waarom zijn toleranties belangrijk voor spuitgegoten onderdelen?
De hoeveelheid variatie in elk rapid prototyping proces hangt af van de nauwkeurigheid, en hoewel spuitgieten vrij nauwkeurig is, is er nog steeds een klein beetje variatie.

Door deze variatie is het belangrijk om het bereik van toelaatbare afwijkingen te bepalen, zodat de onderdelen meteen werken nadat je ze in elkaar hebt gezet.
Als je een product samenstelt dat uit meerdere spuitgegoten onderdelen bestaat, moet je letten op de toleranties van het spuitgieten.

Laten we zeggen dat je twee gegoten plastic onderdelen met bouten aan elkaar wilt verbinden. Je moet in beide delen een gat boren.
Als je een fout maakt in de locatie en grootte van het gat, krijg je problemen en verlies je functionaliteit wanneer je het in elkaar zet. Beide onderdelen hebben dus positietoleranties nodig om goed te werken.
Eenvoudig gezegd is het controleren en optimaliseren van spuitgiettoleranties uitgaan van het ergste. Het is uitzoeken binnen welk bereik van aanvaardbare afwijkingen je product het beste werkt.
Welke factoren beïnvloeden de spuitgiettoleranties?
Deelontwerp
Een van de belangrijkste manieren om kromtrekken, overmatige krimp en uitlijnfouten te beperken, is door de DFM-principes te gebruiken bij het ontwerpen van uw onderdelen.
Dit wordt het best bereikt door vroeg in het ontwerpproces samen te werken met je spuitgietservice om kostbare herontwerpen later in de ontwerpfase te voorkomen.
Wanddikte ; Onderdelen met een variabele wanddikte kunnen ongelijkmatig krimpen. Wanneer dikke gedeelten niet kunnen worden vermeden, moeten boorgaten worden gebruikt om een uniforme wanddikte te behouden. Ongelijke wanddikte kan vervorming van het onderdeel veroorzaken, wat invloed kan hebben op toleranties en passing.
Dikkere wanden zijn niet altijd de beste keuze voor extra sterkte; waar mogelijk kun je het beste ribben en spanten gebruiken om het onderdeel sterker te maken.
Trekhoek ; Trekhoeken zijn superbelangrijk om ervoor te zorgen dat het onderdeel gemakkelijk uit het gereedschap komt.
Als het niet goed is, kan het werkstuk vast komen te zitten wanneer het eruit komt, schrapen en het eindproduct vervormen. De trekhoek kan variëren van 0,5° tot 3°, afhankelijk van het productontwerp en de oppervlakteafwerking.
lBoss functies ; Nokken worden vaak gebruikt om bevestigingsmiddelen te bevestigen bij het assembleren van meerdere kunststof onderdelen. Als de nokken te dik zijn, kunnen ze inkepingen achterlaten op het onderdeel.
Als ze niet door ribben met de zijwanden verbonden zijn, kunnen ze sterk vervormen. Dit maakt de montage van deze onderdelen bijna onmogelijk.
Materiaalkeuze
Je kunt spuitgegoten kunststoffen maken van een heleboel verschillende harsen. Welke je kiest, hangt af van wat je gaat maken.
Elke hars krimpt een andere hoeveelheid. Wanneer je de mal ontwerpt, moet je rekening houden met deze krimp. Meestal maak je de mal groter met het percentage dat het materiaal krimpt.
Als je iets maakt met meer dan één soort materiaal, moet je ontwerpen voor verschillende krimpsnelheden.

Als je de toleranties niet goed ontwerpt, kun je onderdelen krijgen die niet in elkaar passen. Dat is een grote fout bij spuitgieten en het kost veel geld.
Toleranties voor spuitgieten worden voornamelijk bepaald door materiaalkrimp en onderdeelgeometrie.
Je moet de materiaalkeuze afronden voordat je het gereedschap ontwerpt en bouwt. Het ontwerp van het gereedschap is sterk afhankelijk van het materiaal dat je kiest.

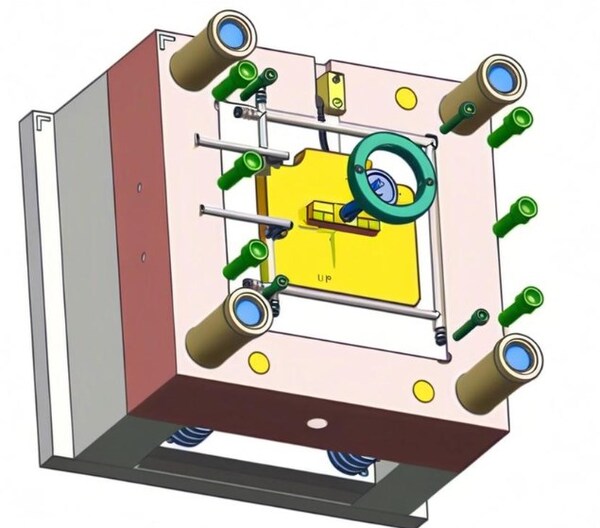
Gereedschapsontwerp
Wanneer je het materiaal kiest, maak je het gereedschap meestal groter om rekening te houden met het krimpen van het materiaal. Maar de krimp is niet in alle richtingen hetzelfde. Dikkere onderdelen koelen bijvoorbeeld anders af dan dunnere onderdelen.
Dus als je een complex onderdeel hebt met een mix van dunne en dikke wanden, zul je verschillende koelsnelheden hebben.
Daardoor kan het onderdeel kromtrekken of verzakken, wat de toleranties en passing van het spuitgieten in de war kan sturen. Om daarbij te helpen, denken de matrijzenmakers aan deze dingen als ze de matrijskenmerken ontwerpen.
Het gereedschap koelen; Het koelen van het gereedschap is belangrijk om ervoor te zorgen dat het onderdeel gelijkmatig krimpt. Als het gereedschap niet goed afkoelt, zal het onderdeel ongelijkmatig krimpen en niet de juiste maat hebben. Je kunt waterleidingen in het gereedschap aanbrengen om het onderdeel de juiste grootte te geven.
Gereedschapstolerantie is belangrijk bij spuitgieten, want als een gereedschap buiten tolerantie is, komt die fout bij elk onderdeel dat uit dat gereedschap komt, bovenop de fout door krimp.
Bij CNC-verspaning worden gereedschapstoleranties meestal streng gecontroleerd en bewaakt, dus een gereedschap buiten tolerantie is zelden de reden dat een onderdeel buiten tolerantie is.
Bovendien zijn deze gereedschappen meestal "staalveilig". Dit betekent dat wanneer een gereedschap is gemaakt, kritieke afmetingen of eigenschappen kunnen worden aangepast door extra freesbewerkingen uit te voeren.
Als de afgewerkte afmetingen van bepaalde onderdelen niet binnen de tolerantie vallen, kan het gereedschap met het extra materiaal fijner worden afgesteld tijdens de bewerking.
Voor een gat met een kleine tolerantie op een onderdeel kan bijvoorbeeld een gereedschap worden gebruikt met een kernpen die ontworpen is om aan de bredere kant van de tolerantie te zitten. Als het gat moet worden aangepast, wordt het dunner bewerkt om het gat dunner te maken.
Locatie van de uitwerppen; De uitwerppen duwt het product uit de matrijs als deze opengaat; dit moet zo snel mogelijk gebeuren om de cyclustijd te minimaliseren.
Als de uitwerppin op een minder dan ideale plaats zit, kan het onderdeel beschadigd raken. Sommige materialen zijn niet helemaal stijf als ze het gereedschap verlaten en ongelijkmatig uitwerpen kan ernstige kromtrekken en maatafwijkingen veroorzaken.
Locatie van de poort; De poort is waar de hars het gereedschap ingaat. Als je het op de verkeerde plaats aanbrengt, ziet het er niet goed uit.
Als je de matrijs niet gelijkmatig vult, zal het onderdeel kromtrekken en ongelijkmatig krimpen. Complexe onderdelen hebben vaak meer dan één poort nodig om gelijkmatig te vullen en deze problemen te vermijden.
Procesbeheersing
Zelfs als je al het ontwerpwerk vooraf doet en materiaaloverwegingen maakt om de spuitgiettolerantie van een onderdeel te optimaliseren, is het nog steeds mogelijk dat het onderdeel buiten tolerantie is wanneer de eerste monsters worden afgeleverd.
Als je alle bovenstaande methodes hebt toegepast, is de volgende stap om de naleving van toleranties te verbeteren het proces aanpassen.
Temperatuur, druk en wachttijd regelen zijn enkele van de meest voorkomende manieren om de kwaliteit van werkstukken te verbeteren.
Als je eenmaal de ideale omstandigheden hebt gevonden, kan de matrijs consistente onderdelen maken met zeer weinig dimensionale variatie tussen de onderdelen.
Als je een onderdeel hebt met veel eigenschappen, is het een goed idee om druk- en temperatuursensoren in het gereedschap te plaatsen zodat je die dingen kunt meten terwijl je het onderdeel maakt.
Op die manier kun je het proces controleren en ervoor zorgen dat je aan de toleranties blijft voldoen. Als je de druk en temperatuur de hele tijd in het gereedschap kunt houden, heb je een veel betere kans om de toleranties vast te houden.
Bij complexe onderdelen met meerdere functies kan het handig zijn om druk- en temperatuursensoren in het gereedschap te plaatsen om deze parameters tijdens het fabricageproces te meten voor real-time feedback en procesbesturing.
Het helpt enorm om altijd druk en temperatuur in het gereedschap te houden om consistente toleranties te verkrijgen.
Hoe de spuitgiettoleranties optimaliseren?
Om te optimaliseren spuitgieten toleranties, kun je productontwerpen optimaliseren met behulp van design for manufacturing, het gebruik van de juiste spuitgietmaterialen, het aanpassen van het ontwerp van de spuitgietmatrijs en procescontrole.
In dit hoofdstuk wordt elke categorie behandeld, zodat je realistische toleranties voor het spuitgieten van kunststof kunt bereiken.
In de ontwerpfase
Wanneer fabrikanten spuitgieten gebruiken, krijgen ze tijdens de verwerking te maken met problemen zoals kromtrekken, overmatige krimp, verkeerde uitlijning enz. die de toleranties van spuitgegoten onderdelen beïnvloeden.
Om dit tegen te gaan, zorgen ontwerpers ervoor dat elk productontwerp het Design for Manufacturing (DFM) volgt, omdat dit het optreden van dergelijke problemen kan beperken.
Voor een goede DfM moet je vroeg in het ontwerpproces een goede service voor rapid prototyping inschakelen met uitgebreide ervaring in spuitgieten (zoals Rapid Direct).
Hier zijn vier dingen waar je aan moet denken bij het ontwerpen van onderdelen.
Totale grootte
Hoe groter het ding dat je maakt, hoe meer je je zorgen moet maken over toleranties. Als je iets groots maakt in kunststof spuitgieten, kan het kromtrekken of krimpen. Je moet dus nadenken over de grootte.
Wanddikte
Krimp is de krimp van een kunststof onderdeel tijdens de afkoelfase. Krimp is een integraal proces in het spuitgietproces en wordt geregeld door factoren zoals wanddikte, temperatuur enz.
Als je cosmetische defecten zoals kromtrekken, verzakken, scheuren en vervorming wilt verminderen, heb je een constante krimpsnelheid nodig.

En voor een gelijkmatige krimpsnelheid heb je een uniforme wanddikte nodig. Zo krijg je een uniforme wanddikte:
Ontwerp geen onderdelen met scherpe binnenhoeken, lange niet ondersteunde overspanningen of slecht ontworpen nokken. Als je de wanden moet versterken, gebruik dan ribben.
Als je radii aanbrengt op de binnenhoeken, kan dat helpen om kromtrekken tegen te gaan. Gebruik het juiste materiaal en houd rekening met de wanddikte. Gebruik geen dikke wanden omdat die de koeling vertragen, waardoor krimp toeneemt en kromtrekken kan ontstaan.

Opzethoeken
Trekhoeken zijn belangrijk bij het spuitgieten omdat ze het werkstuk gemakkelijk uit de matrijs halen. Gemakkelijk verwijderen betekent minder wrijving, minder slijtage en een mooi oppervlak.

Als je bij het spuitgieten niet nadenkt over de trekhoek, krijg je krimp en komen onderdelen vast te zitten als je ze probeert uit te werpen (plastic materialen zoals nylon werken nog prima bij 0).
Ontwerphoeken worden gemeten in graden/inches/mm, maar er zijn geen standaardregels voor spuitgiettoleranties om ze op te nemen in je productontwerp.
Maar we hebben enkele vuistregels die je kunt volgen. Een trekhoek van 10 tot 20 is goed voor de meeste onderdelen. Voeg 10 toe voor 1 inch diepte. Gebruik 30 voor lichte texturen en >50 voor zware texturen en gebruik 0,50 op alle verticale oppervlakken.

Bazen
Bosses zijn een belangrijk onderdeel van productontwerp en worden gebruikt om onderdelen bij elkaar te houden wanneer je ze in elkaar zet.
Er zijn enkele belangrijke dingen om over na te denken wanneer je eindbazen ontwerpt. Eén daarvan is dat de wanden van de eindbaas niet te dik mogen zijn. Als je een dikke eindplaat in je ontwerp stopt, dan gebeurt het volgende:
Als je de naden niet uitfreest, ontstaan er leegtes en zinksporen. Dit verlengt je cyclustijd. Je krijgt ook plastic barsten tijdens het bevestigen.
Bovendien moet je de nokken uitfrezen (d.w.z. ze verbinden met de dichtstbijzijnde zijwand). Dit zorgt voor extra verdeling van de belasting op het onderdeel en verbetert de koeling van het onderdeel en de materiaalstroom.
Het juiste materiaal kiezen voor krappe injectietoleranties
Materiaalselectie is van groot belang als het gaat om spuitgiettoleranties omdat het materiaal gelijkmatig krimpt (d.w.z. spuitgietmaterialen krimpen tijdens de afkoelfase door veranderingen in dichtheid).
Krimp is afhankelijk van factoren zoals wanddikte, temperatuur, onderdeel en materiaaltype. Gebruik de volgende factoren om je te helpen bij het kiezen van een materiaal:
Samenstelling plastic: ABS krimpt minder dan polyethyleen omdat het minder dicht is.

Molecuulgewicht: Harsen met een hoog moleculair gewicht hebben een hoge viscositeit en een hoge drukval, waardoor krimp toeneemt.
Toevoegingen: Door vulstoffen met een lage thermische uitzetting toe te voegen, verminder je de krimp.
Verschillende harsen krimpen met verschillende snelheden. Je moet hier dus rekening mee houden bij het kiezen van materialen en het ontwerpen van je spuitgietmatrijs.
Dit helpt je om de cosmetische defecten te verminderen die de tolerantie van je spuitgegoten onderdelen aantasten. Zaken als kromtrekken, verzakken, barsten en vervorming.

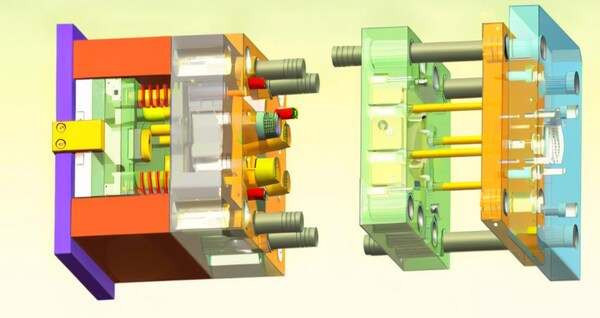
Houd schimmelgereedschap in gedachten
Wanneer je het juiste materiaal kiest, zullen matrijsontwerpers je vertellen dat je de matrijsgrootte moet vergroten om rekening te houden met materiaalkrimp. Verschillende materialen krimpen met verschillende snelheden vanwege de ongelijke dikte. Om dit te minimaliseren, moet je het volgende in gedachten houden bij het ontwerpen van de mal.
Koeling gereedschap
Koelen is belangrijk bij spuitgieten. Het maakt het verschil tussen een goed en een slecht onderdeel. Het is het proces waarbij het hete plastic wordt afgekoeld nadat het is geïnjecteerd.
De koeling moet gelijkmatig zijn, anders krijg je krimp, verzakkingen, uitwerpproblemen, vervorming en allerlei andere problemen die het uiterlijk, de tolerantie en de functie van het onderdeel beïnvloeden.

Om gelijkmatige koeling te krijgen, moet je op de juiste plaatsen koelleidingen in de mal aanbrengen. Je moet ook letten op zaken als injectiedruk, harsviscositeit en vultijd.
Gereedschapstoleranties
Spuitgietmatrijzen worden meestal gemaakt met behulp van CNC-bewerking. Dit zorgt voor nauwe toleranties, wat betekent dat de mal nauwkeurig blijft tijdens het opwarmen en afkoelen.
De toleranties zorgen ervoor dat het onderdeel goed afkoelt zonder aan nauwkeurigheid in te boeten. Maar als je de toleranties niet controleert bij het maken van de mal, kun je grote defecten krijgen zoals kromtrekken, krimpen, uitzakken enzovoort.
Positie uitwerppin
Een uitwerppen is een voorziening in een spuitgietmatrijs die het eindproduct uit de matrijs duwt. De pin heeft verschillende vormen (bij voorkeur plat) waardoor een bepaalde kracht wordt uitgeoefend om het product eruit te duwen.
Als deze zich in de verkeerde positie bevindt, kan dit ongewenste inkepingen veroorzaken op het eindproduct. Bovendien kan de uitwerppin bij nietstijve materialen of materialen die ongelijkmatig afkoelen het onafgewerkte product doen barsten, wat kan leiden tot meerdere cosmetische defecten en fysieke vervormingen.

Poortpositie
De poort is waar het plastic de mal ingaat. Plaats de poort waar het onderdeel het dikst is. Hierdoor zakt het onderdeel niet in en ontstaan er geen gaten. Het zorgt er ook voor dat het plastic beter vloeit.
Plaats de poort waar het onderdeel het dikst is, zodat het onderdeel helemaal gevuld wordt. Plaats de gate niet naast dingen zoals pennen en kernen.

Laat de poort het uiterlijk van de loper of het onderdeel niet verpesten. Het hekje moet op de juiste plaats zitten. Als de poort op de verkeerde plaats zit, zal het onderdeel niet goed vullen. Hierdoor zal het onderdeel kromtrekken en krimpen en er slecht uitzien.
Herhaalbare procescontrole uitvoeren
Het fabricageproces heeft veel dingen die van invloed kunnen zijn op het onderdeel dat wordt gemaakt en procescontrole is een manier om ervoor te zorgen dat al die dingen goed zijn ingesteld, zodat het onderdeel eruit komt zoals het hoort.
Druk- en temperatuursensoren die in het matrijsgereedschap zijn ingebouwd, zijn vaak een belangrijk onderdeel van een goede procesbeheersing omdat ze je in realtime vertellen wat er met die dingen aan de hand is, zodat je snel wijzigingen kunt aanbrengen als er iets ergs gebeurt.

Als je die dingen onder controle hebt en ze elke keer op dezelfde manier kunt doen, kan het matrijshulpmiddel onderdelen maken die de juiste maat hebben en die niet veel veranderen.
Kunststof harsen hebben meestal een hogere thermische uitzettingscoëfficiënt, wat betekent dat ze eerder van afmeting veranderen als de temperatuur verandert.
Onderdelen met nauwere toleranties moeten dus vaak bij dezelfde temperatuur gemeten worden om er zeker van te zijn dat ze even groot blijven en goed werken.

Wat zijn haalbare toleranties voor het handhaven van spuitgieten?
Om echte standaard te krijgen spuitgieten toleranties, kun je enkele uitvoerbare toleranties voor het spuitgieten van kunststof in het ontwerp van de kunststof matrijs opnemen. Hier zijn de gebruikelijke toleranties voor de belangrijkste kunststoffen die gebruikt worden bij het spuitgieten van kunststof:
Maattoleranties +/- mm
Nauwkeurigheid kan echt lastig zijn. Daarom gebruiken ontwerpers het (+/-) symbool om het meetbereik aan te geven. Elk materiaal heeft een ander tolerantiebereik naarmate de afmetingen groter worden. De tabel hierboven toont de maattoleranties voor de belangrijkste kunststoffen die voor spuitgieten worden gebruikt.
Toleranties rechtheid/vlakheid
Vervorming ontstaat doordat de kunststof anders krimpt in de vloeirichting en dwars op de vloeirichting. Dit kan gebeuren omdat verschillende delen van het onderdeel verschillende wanddiktes hebben, die verschillend krimpen.

Je kunt kromtrekken minimaliseren door het matrijsontwerp te veranderen, de poort op een betere plaats te zetten en het proces beter te controleren. Maar het kan zijn dat je een realistische tolerantie moet hebben aan de plastic kant, want kromtrekken is moeilijk weg te krijgen 100%.
Openingstoleranties +/- mm
Hoe groter het gat, hoe meer je je zorgen moet maken. De afbeelding hierboven laat zien hoeveel je je zorgen moet maken voor verschillende gaten.
Toleranties blinde gatdiepte +/- mm
Blinde gaten zijn gaten die in het werkstuk geboord worden met een insteekkern die niet helemaal door het werkstuk gaat.

Blinde gaten worden aan één kant vastgezet en vastgehouden, waardoor ze eerder vervormen onder sterke smeltstroomkrachten. De tabel hierboven toont de verschillende toleranties die je kunt gebruiken.
Concentriciteit/valiteitstolerantie +/- mm
Het gaat hier om het bepalen van de wanddikte (het verschil tussen de buiten- en binnendiameter). De afbeelding hierboven toont de verschillende toleranties en kostenverschillen om deze tolerantie te verkrijgen.
Conclusie
Er is altijd wat variatie in het spuitgietproces, dus je moet een reeks toelaatbare afwijkingen hebben zodat de onderdelen werken wanneer je ze samenvoegt.
Daarom zijn spuitgiettoleranties zo belangrijk als je producten assembleert met meerdere spuitgegoten onderdelen.
Als je de spuitgiettoleranties controleert en optimaliseert, kun je bepalen binnen welk bereik van toelaatbare afwijkingen je product zo goed mogelijk functioneert.
De meest voorkomende manieren om dit te doen hebben meestal te maken met DfM, materiaalselectie en procescontrole. Deze richtlijnen voor spuitgiettoleranties kunnen u helpen de meest voorkomende manieren te vereenvoudigen, wat echt nuttig zal zijn voor uw project. Als u een spuitgietproject hebt, neem dan gerust contact op met Zetar Mold.
Samengevat, het optimaliseren van spuitgieten toleranties is belangrijk om ervoor te zorgen dat je je product efficiënt en kosteneffectief kunt maken.
Dit doe je door uit te zoeken welke toleranties je nodig hebt, de juiste materialen en processen te kiezen en het ontwerp en de parameters van je matrijs aan te passen.







