 Overslaan naar inhoud
Overslaan naar inhoud 

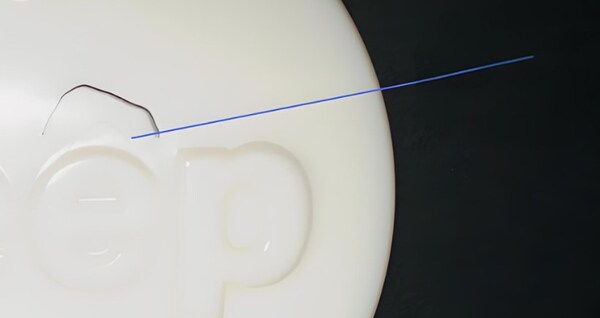
Voorwoord: Spuitgieten is een geweldige manier om mooie prototypes en kunststof onderdelen te maken. Maar als je geen goed systeem hebt om je proces te controleren, kun je spuitgietproducten krijgen met defecten zoals vloeimerken. Vloeisporen zijn een veelvoorkomend uiterlijk defect van spuitgietproducten. Ze komen vooral voor in de buurt van de lijminlaat van het product en verspreiden zich op een golfachtige manier over de diepte van de matrijs.
Vloeimerken zijn een defect dat moeilijk te verwijderen is tijdens de productie. Dus als je weet waarom ze gebeuren en welke procesomstandigheden ze verergeren, kun je ze sneller en gemakkelijker verwijderen wanneer je probeert je matrijs goed te laten draaien. Dat zal je helpen om sneller meer onderdelen te maken. stromingslijnen veroorzaken door de verschillende snelheden en richtingen van de vloeistof op verschillende locaties.

Analyse van de oorzaken van vloeimerken
De schimmeltemperatuur is te laag
De matrijstemperatuur is te laag, waardoor de materiaaltemperatuur te snel daalt en de injectiedruk en de houddruk niet voldoende zijn om de gecondenseerde huid strak tegen het matrijsoppervlak te drukken, waardoor vloeisporen van de smelt in de vloeirichting achterblijven.

Problemen in het productieproces
Het productieproces van spuitgegoten pc-producten heeft een grote invloed op het uiterlijk en de prestaties van het product. Als de injectietemperatuur te hoog of te laag is, de injectiesnelheid te snel of te langzaam is en de houddruk niet goed is, zullen er vloeisporen op het product verschijnen.
Problemen met materiaalselectie
De materiaalkeuze van spuitgegoten pc-producten heeft ook een grote invloed op de prestaties en het uiterlijk. Als de materialen niet bij elkaar passen, het materiaal slecht vloeit, de vochtregeling niet goed is en er te veel additieven zijn, zullen er vloeisporen op het product verschijnen.

Problemen met verwerkingsprocessen
Tijdens het verwerken hebben de matrijstemperatuur, de injectietijd, de wachttijd enz. invloed op het uiterlijk en de prestaties van het product. Als de matrijstemperatuur te laag of te hoog is, de injectietijd te lang of te kort is en de wachttijd niet goed is, zullen er vloeisporen op het product verschijnen.
Slechte smeltstroom
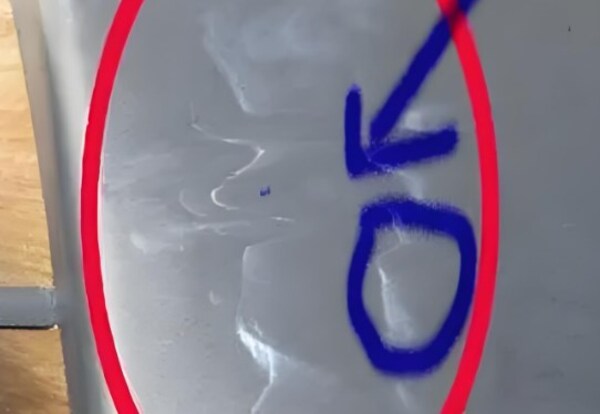
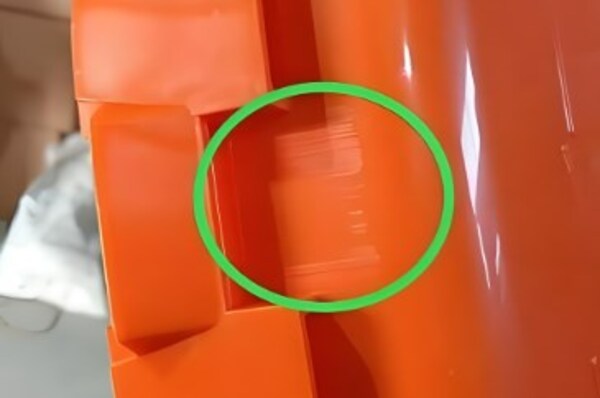
Als de smelt slecht vloeit, krijg je deze ringvormige vloeisporen op het oppervlak van het kunststofdeel, precies rond de poort. Als de smelt koud en dik is en niet goed vloeit, wordt deze in een golvende, halfvaste toestand in de gate en runner in de caviteit geïnjecteerd.
Het vloeit langs het oppervlak van de matrijsholte en wordt samengedrukt door de volgende smeltstroom die binnenkomt, en het trekt zich terug en komt vast te zitten, waardoor deze ringvormige vloeisporen ontstaan op het oppervlak van het plastic onderdeel, precies rond de poort.
Om dit probleem op te lossen, kun je de matrijs- en spuitmondtemperatuur verhogen, de injectiesnelheid en vulsnelheid verhogen, de injectiedruk en houddruk verhogen en de houdtijd verlengen. Je kunt ook een verwarmingselement bij de poort plaatsen om de plaatselijke temperatuur van de poort te verhogen. Je kunt ook de doorsnede van de gate en de runner vergroten.
De doorsnede van de poort en de loopwagen moet indien mogelijk rond zijn, omdat dat de beste manier is om de mal te vullen. Maar als de poort in een zwak deel van het kunststofdeel moet zitten, dan moet je een vierkante doorsnede gebruiken.
Je moet ook een grotere koude slakput plaatsen aan de onderkant van de poort en aan het einde van de loopwagen. De temperatuur van het materiaal heeft een groot effect op hoe goed de smelt vloeit. Je moet aandacht besteden aan de grootte van de koude slakopening. Je moet de koude slakput aan het einde van de smelt plaatsen, in de richting waarin de smelt uit de poort stroomt.
Als de belangrijkste reden voor de jaarlijkse ringvormige golfstroommarkeringen de slechte prestaties van het hars zijn, kunt u een hars met een lage viscositeit kiezen als de omstandigheden dit toelaten.

De smelt vloeit niet soepel in de loper
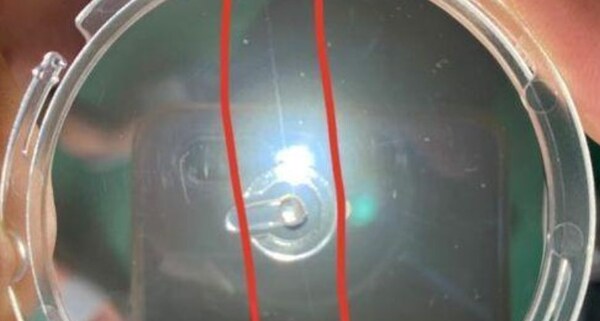
De smelt vloeit niet soepel in de runner, wat resulteert in spiraalvormige vloeimerken op het oppervlak van het kunststofdeel. Als de smelt vanuit een smalle doorsnede van de runner in een holte met een grotere doorsnede stroomt of als de matrijsrunner smal is en de afwerking zeer slecht, kan de stroming gemakkelijk turbulentie vormen, wat resulteert in spiraalvormige vloeiresultaten op het oppervlak van het kunststofdeel.
In dit geval kun je de injectiesnelheid vertragen of de injectiesnelheid langzaam, snel en traag regelen. De poort van de mal moet in een dik wanddeel of direct op de wand geplaatst worden. De vorm van de poort moet een handvat-, waaier- of membraantype zijn. De doorsnede van de runner en de gate kan ook vergroot worden om de stromingsweerstand van het materiaal te verminderen.
Ook moet u de stroming van koelwater in de mal regelen om de mal op een hogere temperatuur te houden. Als u de temperatuur van het vat en de spuitmond verhoogt binnen het bedrijfstemperatuurbereik van het proces, zal dit de vloeiprestaties van de smelt helpen verbeteren.
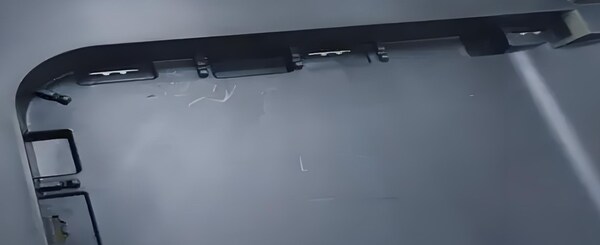
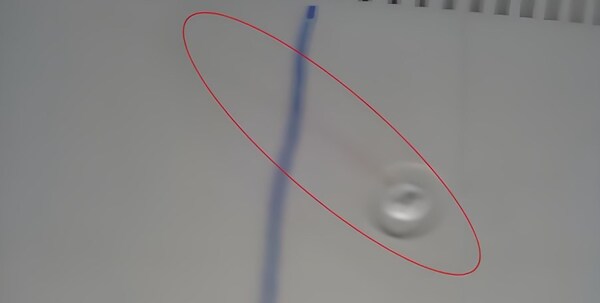
Vluchtige gassen veroorzaken wolkachtige golfstromen
Als je ABS of andere copolymeerharsgrondstoffen gebruikt en de verwerkingstemperatuur hoog is, zullen de hars en het smeermiddel vluchtige gassen genereren, die wolkachtige golfstroomsporen zullen veroorzaken op het oppervlak van de kunststof onderdelen.

Hiervoor moet je de matrijs- en vattemperatuur goed verlagen, de uitlaatcondities van de matrijs verbeteren, de materiaaltemperatuur en vulsnelheid verlagen, de poortsectie goed uitbreiden en het type of de hoeveelheid smeermiddel veranderen.
Oplossing voor stroommarkeringen
Kunststof
De hoeveelheid materiaal verminderen
Te veel materiaal kan ook een markeringsprobleem veroorzaken. Als de markering wordt veroorzaakt door te veel materiaal, kun je de voeding van de spuitgietmachine verminderen, maar pas op dat je de voeding niet te veel vermindert en de kwaliteit van het product beïnvloedt.

De vloeibaarheid van kunststof verbeteren
Je moet de holte vullen met een kunststof die gemakkelijk vloeit. Als de gesmolten kunststof niet goed vloeit, zal de smelt langzamer gaan en hoe langzamer het gaat, hoe kouder het wordt. De injectiedruk en de houddruk zijn niet genoeg om de gecondenseerde huid tegen het matrijsoppervlak te duwen.
Je krijgt dus krimpsporen in de stroomrichting. De materiaalleveranciers kunnen je advies geven op basis van je ontwerp: gebruik de meest vloeiende kunststof die niet knippert.
Als je een plastic onderdeel wilt maken dat lang en dun is, heb je een plastic nodig dat goed vloeit. Als je geen kunststof hebt die goed vloeit, kun je een klein beetje van iets toevoegen om het beter te laten vloeien. Meestal voeg je minder dan 1% van dit spul toe. Als je een heel lang en dun onderdeel hebt, moet je misschien meer toevoegen.
Onjuist gebruik van smeermiddelen voor het spuitgieten
Meestal is het smeermiddelgehalte minder dan 1%. Als de vloeallengte relatief lang is in vergelijking met de wanddikte, moet het smeermiddelgehalte worden verhoogd om ervoor te zorgen dat de condensatielaag aan het matrijsoppervlak blijft plakken tot het product gevormd is en er geen vloeisporen ontstaan. Het verhogen van het smeermiddelgehalte moet worden goedgekeurd door de leverancier van het materiaal.
Schimmel
Temperatuur van de mal verhogen
Als de matrijstemperatuur te laag is, zal de materiaaltemperatuur te snel dalen en zullen de injectiedruk en de houddruk niet voldoende zijn om het gecondenseerde oppervlak strak tegen het matrijsoppervlak te drukken, waardoor krimpsporen van de smelt in de vloeirichting achterblijven.
Verhoog de matrijstemperatuur, houd de materiaaltemperatuur hoog en de injectiedruk en de houddruk zullen de condensatielaag strak tegen het matrijsoppervlak drukken tot het product gevormd is en er geen vloeisporen ontstaan.
Stel de matrijstemperatuur in volgens de aanbevolen waarde van de fabrikant van het materiaal. Elke aanpassing kan met 6℃ verhoogd of verlaagd worden. Als het gieten stabiel is, beslis dan na 10 gietbeurten of u verdere aanpassingen moet doen op basis van de resultaten.
Verbeter de loper
De loopwagen, loopwagens of poort is te klein. De runner, runners of gate is te klein en de stromingsweerstand neemt toe. Als de injectiedruk niet voldoende is, beweegt het smeltfront steeds langzamer en wordt de kunststof steeds kouder. De injectiedruk en de houddruk zijn niet voldoende om de gecondenseerde huid strak tegen het matrijsoppervlak te drukken, zodat er krimpsporen achterblijven in de stroomrichting van de smelt.
De uitlaat verbeteren
Als de uitlaat niet voldoende of niet goed is, heeft dit invloed op het vullen van de smelt. Het smeltgolffront kan de gecondenseerde huid niet strak tegen het matrijsoppervlak drukken, waardoor krimpsporen in de stroomrichting van de smelt achterblijven. Overweeg een uitlaat aan het einde van elke runner om te voorkomen dat er gas in de cavity komt. De uitlaat van de caviteit mag niet worden genegeerd en het is het beste om een volledige cirkelvormige uitlaat te gebruiken.
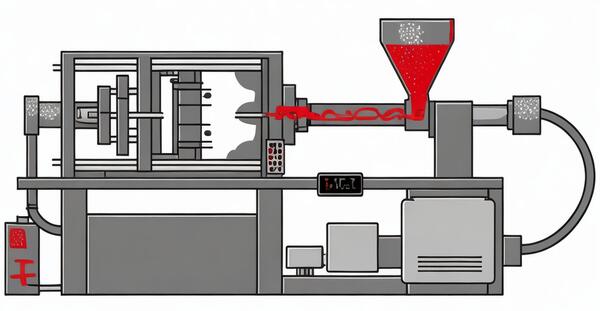
Spuitgietmachine
De injectiesnelheid aanpassen
Als de injectiesnelheid te hoog is, kan de smelt de lucht niet verwijderen tijdens het stromen van het matrijsoppervlak, wat resulteert in vloeimarkeringen. De injectiesnelheid moet worden aangepast aan de specifieke situatie om het probleem van vloeimerken te verhelpen.
De inspuitdruk aanpassen
Een andere reden voor vloeisporen is te weinig injectiedruk op de machine. Je moet dus de injectiedruk verhogen om de kunststof beter in de matrijs te laten vloeien en vloeimerken te verminderen.
Injectiedruk en houddruk verhogen
Als de injectiedruk en de houddruk niet voldoende zijn, wordt de gecondenseerde huid niet stevig tegen het maloppervlak gedrukt en verschijnen er krimpsporen in de vloeirichting van de smelt. Verhoog de injectiedruk en de houddruk zodat de gecondenseerde laag strak tegen het matrijsoppervlak kan worden gedrukt tot het product klaar is en er geen vloeisporen verschijnen.
De verblijftijd verbeteren
De kunststof blijft te kort in het vat en de smelttemperatuur is laag. Zelfs als de holte nauwelijks gevuld is, kan de kunststof niet worden samengeperst tijdens de houddruk, waardoor krimpsporen in de vloeirichting van de smelt achterblijven. De verhouding tussen shotmateriaal en vatmateriaal moet tussen 1/1,5 en 1/4 liggen.
Cyclustijd verlengen
Als de cyclustijd te kort is, wordt de kunststof niet op tijd opgewarmd in de materiaalbuis en is de smelttemperatuur laag. Zelfs als de holte nauwelijks gevuld is, kan de kunststof niet worden samengeperst tijdens de houddruk, waardoor er krimpsporen achterblijven in de stroomrichting van de smelt.
De cyclustijd moet verlengd worden tot de kunststof volledig gesmolten is en de smelttemperatuur hoog genoeg is om krimpsporen in de vloeirichting te voorkomen.
Verhoog de temperatuurinstelling van de vaten
Als de vattemperatuur te laag is, is de smelttemperatuur laag en zijn de injectiedruk en de houddruk niet voldoende om het gecondenseerde oppervlak strak op het matrijsoppervlak te drukken, waardoor krimpsporen in de vloeirichting van de smelt achterblijven.
Verhoog de warmte, de injectiedruk en de houddruk om die huid tegen het matrijsoppervlak te drukken tot het onderdeel hard wordt en je geen vloeisporen meer ziet. Je kunt de instelling voor de materiaaltemperatuur opvragen bij de leverancier van het materiaal.
Het vat is verdeeld in vier zones: achter, midden, voor en mondstuk. De materiaaltemperatuurinstelling van achter naar voren moet geleidelijk worden verhoogd en elke zone moet met 6°C worden verhoogd. Indien nodig is de instelwaarde van de materiaaltemperatuur van de sproeierzone en/of de voorste zone soms dezelfde als die van de middelste zone.

Verhoog de instelling van de spuitmondtemperatuur
Het plastic absorbeert de warmte die vrijkomt door de verwarmingsband en de wrijvingswarmte die ontstaat door de relatieve beweging van de plastic moleculen als gevolg van de draaiing van de schroef in het vat, en de temperatuur stijgt geleidelijk.
De laatste verwarmingszone in het vat is de spuitmond. De smelt moet hier de ideale materiaaltemperatuur bereiken, maar moet matig worden verwarmd om in de beste staat te blijven.
Als de spuitmondtemperatuur niet hoog genoeg is ingesteld, zullen het spuitmondstuk en de mal elkaar raken en te veel warmte opnemen, zal de materiaaltemperatuur dalen en zullen de injectiedruk en de houddruk niet genoeg zijn om de gecondenseerde huid strak tegen het matrijsoppervlak te drukken, waardoor krimpsporen in de stroomrichting van de smelt achterblijven. Verhoog de spuitmondtemperatuur.
Gewoonlijk wordt de temperatuur van de sproeizone 6 graden Celsius hoger ingesteld dan de temperatuur van de voorste zone.
Conclusie
Een van de meest voorkomende zichtbare defecten van spuitgietproducten tijdens de productie zijn vloeisporen, vooral aan de poort van het product. De belangrijkste redenen voor de vorming van vloeisporen zijn een lage matrijstemperatuur, onjuiste parameters voor het spuitgietproces, onjuiste materiaalselectie en een slechte vloeibaarheid van de smelt.

Fabrikanten kunnen een aantal maatregelen nemen om het probleem met de vloeimarkering effectief te voorkomen en aan te passen. Pas ten eerste de matrijstemperatuur en de temperatuur van het mondstuk aan om ervoor te zorgen dat het gesmolten materiaal gelijkmatig kan stromen en de matrijs kan vullen tijdens het vulproces.
Ten tweede optimaliseer je de injectiesnelheid en drukregeling om ervoor te zorgen dat de kunststof gevuld en verdicht wordt.
Daarnaast kan de redelijke selectie en controle van verschillende parameters in het verwerkingsproces, zoals de wachttijd en het ontwerp van het stromingskanaal, ook de oppervlaktekwaliteit van het product aanzienlijk verbeteren. Door deze aanpassingen kan het probleem van de vloeimerken effectief worden verminderd of zelfs geëlimineerd en kunnen de productie-efficiëntie en de kwaliteit van spuitgietproducten worden verbeterd.






