 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Metaal spuitgieten (MIM) is zoiets cools als een combinatie van kunststof spuitgieten en poedermetallurgie. Ze mengen metaalpoeder met een polymeer bindmiddel, smelten het en schieten het in een mal met behulp van een gewone spuitgietmachine.
Daarna koelt het af en hardt het uit in de vorm die je wilt. Mensen gebruiken het eindproduct in allerlei industrieën, zoals de medische, tandheelkundige, ruimtevaart- en auto-industrie. Het spuitgietproces voor metaal is anders dan de traditionele productiemethoden.

Het is een geavanceerde en efficiënte productietechnologie die geschikt is voor de productie van metalen onderdelen die een hoge precisie, complexe geometrie of grootschalige productie vereisen. Dit artikel gaat voornamelijk over spuitgieten van metaal.
Wat is MIM?
Metaalspuitgieten combineert het traditionele plastic spuitgieten met poedermetallurgieprocessen. Dit is een manier om metaalpoeder en bindmiddel te mengen voor spuitgieten.

Eerst meng je het poeder dat je wilt met een bindmiddel. Dan maak je balletjes van het mengsel en schiet je het in de vorm die je wilt. Je haalt het bindmiddel eruit door het af te branden en dan heb je het metalen onderdeel dat je wilt, of je kunt er nog meer dingen mee doen zoals het opnieuw vormen, het er beter uit laten zien, het verwarmen of het snijden om het nog beter te maken.
MIM = poedermetallurgie + spuitgieten
MIM is een typisch interdisciplinair product. Het integreert twee totaal verschillende verwerkingstechnologieën (poedermetallurgie en kunststof spuitgieten) om ingenieurs in staat te stellen los te komen van traditionele beperkingen en goedkope, speciaal gevormde roestvrijstalen, nikkel, ijzeren, koperen, titanium en andere metalen onderdelen te verkrijgen via kunststof spuitgieten, zodat het een grotere ontwerpvrijheid heeft dan veel andere productieprocessen.

Wat is het MIM-proces?
De stappen van metaalspuitgieten zijn: kies eerst metaalpoeder dat voldoet aan de eisen van metaalspuitgieten en meng het met een organisch bindmiddel bij een bepaalde temperatuur door een geschikte methode om een uniform voer te maken, gebruik dan na granulatie een spuitgietmachine om het in de vormholte te spuiten onder een verwarmde plastische toestand om een gevormde blanco te krijgen, ontvet het dan door chemische of oplosmiddelextractie en krijg uiteindelijk het eindproduct door te sinteren en te verdichten.
Metaalpoeder
De deeltjesgrootte van metaalpoeder dat gebruikt wordt in het metaalspuitgietproces is meestal 0,5 tot 20 micrometer. In theorie geldt: hoe fijner de deeltjes, hoe groter het specifieke oppervlak en hoe makkelijker het is om te gieten en te sinteren. Het traditionele poedermetallurgieproces gebruikt grover poeder dat groter is dan 40 micrometer.

Organische lijm
De organische lijm wordt gebruikt om de metaalpoederdeeltjes te binden, zodat het mengsel reologische en smerende eigenschappen heeft wanneer het wordt verhit in de trommel van de injectiemachine.

Daarom is de keuze van de lijm de sleutel tot het hele poederspuitgieten. Vereisten voor organische lijmen: kleine dosering, dat wil zeggen, met minder lijm kan het mengsel betere reologische eigenschappen hebben; niet-reactief, geen chemische reactie met metaalpoeder tijdens het verwijderen van de lijm; gemakkelijk te verwijderen, geen koolstofresten in het product.
Mengen en granuleren
Bij het mengen worden het metaalpoeder en de organische lijm gelijkmatig gemengd om hun reologische eigenschappen aan te passen aan de toestand die geschikt is voor spuitgieten.

De uniformiteit van het mengsel heeft een directe invloed op de vloeibaarheid en dus op de parameters van het spuitgietproces en zelfs op de dichtheid en andere eigenschappen van het uiteindelijke materiaal. De restjes en het afval die ontstaan tijdens het spuitgietproces kunnen vermalen, gegranuleerd en gerecycled worden.
Spuitgieten
Het proces van deze stap is in principe hetzelfde als het plastic spuitgietproces en de omstandigheden van de apparatuur zijn in principe hetzelfde.

Tijdens het spuitgietproces wordt het mengsel verwarmd in het vat van de spuitgietmachine om een kunststof met reologische eigenschappen te vormen en onder de juiste injectiedruk in de matrijs geïnjecteerd om een blanco te vormen. De dichtheid van de spuitgietmatrijs moet op microscopisch niveau uniform zijn, zodat het product tijdens het sinterproces gelijkmatig krimpt.

Het beheersen van spuitgietparameters zoals injectietemperatuur, matrijstemperatuur, injectiedruk en wachttijd is cruciaal voor het verkrijgen van een stabiel groen gewicht. Het is noodzakelijk om scheiding en ontmenging van de componenten in het injectiemateriaal te voorkomen, anders leidt dit tot maatverlies, vervorming en uitval.Ontbinden
Het organische bindmiddel in de voorgevormde blenk moet voor het sinteren worden verwijderd. Dit wordt debonding genoemd. Het debondingproces moet ervoor zorgen dat het bindmiddel geleidelijk wordt afgevoerd uit verschillende delen van de blenk langs de kleine kanaaltjes tussen de deeltjes zonder de sterkte van de blenk te verminderen.

Nadat het oplosmiddel een deel van het bindmiddel heeft onttrokken, moet het resterende bindmiddel ook worden verwijderd door thermische debonding. Tijdens het debondingproces moet het koolstofgehalte in de blenk onder controle worden gehouden en het zuurstofgehalte worden verlaagd.
Sinteren
Het sinteren gebeurt in een sinteroven met een gecontroleerde atmosfeer. De hoge dichtheid van MIM-onderdelen wordt bereikt door een hoge sintertemperatuur en lange sintertijd, waardoor de mechanische eigenschappen van het onderdeelmateriaal sterk verbeteren.

Nabewerking
Voor onderdelen met preciezere maatvereisten en speciale prestatievereisten moet je een nabewerking uitvoeren. Dit proces is hetzelfde als het warmtebehandelingsproces van conventionele complex gevormde metalen onderdelen.
Wat zijn de voordelen van MIM?
MIM combineert de voordelen van poedermetallurgie en kunststof spuitgieten. Het doorbreekt de beperkingen van traditionele metaalpoeder spuitgietprocessen op het gebied van productvorm. Het maakt gebruik van kunststof spuitgiettechnologie voor massaproductie en het efficiënt vormen van complex gevormde onderdelen. Het is een bijna-net vormtechnologie geworden voor de moderne productie van hoogwaardige precisieonderdelen.
Het heeft onvergelijkbare voordelen ten opzichte van conventionele poedermetallurgie, machinale bewerking en precisiegieten. cnc-verspaning kan worden gebruikt voor secundaire verwerking van MIM-onderdelen, zoals gaten maken, schroefdraad bewerken, oppervlakteslijpen, etc. om te voldoen aan specifieke technische vereisten.
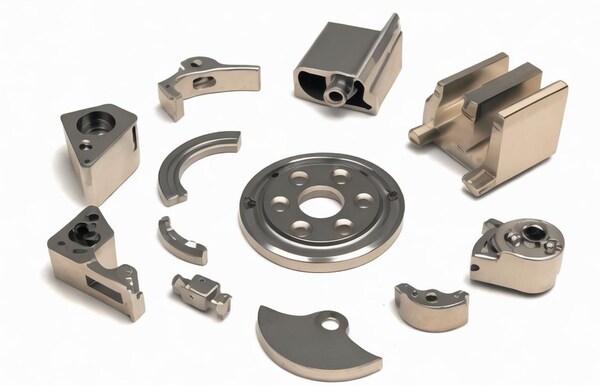
Zeer complexe onderdelen die kunnen worden gevormd
Vergeleken met andere metaalvormprocessen zoals stansen, kan MIM onderdelen maken met echt complexe vormen.

MIM kan ook dezelfde complexe vormen maken als kunststof spuitgieten.
Hierdoor kunnen met MIM onderdelen uit één stuk worden gemaakt die vroeger met andere metaalvormprocessen werden gemaakt.

Dit maakt het ontwerp van het onderdeel eenvoudiger, het onderdeel goedkoper en het onderdeel eenvoudiger samen te stellen. cnc-verspaning kan worden gebruikt voor secundaire verwerking van MIM-onderdelen, zoals gaten maken, schroefdraad bewerken, oppervlakteslijpen, enz. om te voldoen aan specifieke engineeringvereisten.
Hoog materiaalgebruik
MIM-vormen is een bijna-netvormproces. De vorm van de onderdelen benadert de vorm van het eindproduct en het materiaalgebruik is hoog, wat vooral belangrijk is voor het verwerkingsverlies van edelmetalen.

Poreuze metaaltechnieken en metaalspuitgietprocessen kunnen elkaar aanvullen en ontwikkelen op het snijvlak van materiaalproductie en toepassing, waardoor de materiaalproductietechnologie een efficiëntere en complexere richting uitgaat.
De microstructuur van de onderdelen is uniform, de dichtheid is hoog en de prestaties zijn goed.
MIM is een proces waarbij je dingen maakt van vloeistof. De lijm zorgt ervoor dat het poeder aan elkaar blijft plakken, zodat het ding dat je maakt geen gaten heeft. Dan kun je het ding dat je maakt zo zwaar maken als het zou moeten zijn.

Gewoonlijk maakt MIM dingen die 95% tot 99% zwaar zijn. Als je dingen zwaar maakt, worden ze sterker. Ze worden ook taaier, rekbaarder en beter in het dragen van elektriciteit en warmte. Ze worden ook beter als magneten.
De dichtheid van onderdelen die geperst worden door traditioneel poedervormgieten kan hooguit 85% van de theoretische dichtheid bereiken. Dit is voornamelijk te wijten aan de wrijving tussen de matrijswand en het poeder en tussen de poeders, waardoor de persdruk ongelijk verdeeld wordt, wat resulteert in een ongelijke microstructuur van de geperste vorm.

Hierdoor krimpen de geperste poedermetallurgische onderdelen ongelijkmatig tijdens het sinterproces, dus moet de sintertemperatuur worden verlaagd om dit effect te verminderen, wat resulteert in grote porositeit, slechte materiaaldichtheid en lage dichtheid van de producten, wat de mechanische eigenschappen van de onderdelen ernstig aantast.
Hoog rendement, gemakkelijk om massa- en grootschalige productie te realiseren
MIM gebruikt spuitgieten machines om groene knuppels van het product te gieten, wat de consumptie-efficiëntie sterk verbetert en geschikt is voor massaproductie; tegelijkertijd zijn de consistentie en herhaalbaarheid van spuitgietproducten goed, wat een garantie biedt voor massaproductie en industriële productie op grote schaal.

De spuitgiettechnologie voor metaal heeft aanzienlijke voordelen bij de productie van onderdelen van zachte magnetische legeringen en kan voldoen aan de eisen van complexe vormen en hoge precisie, terwijl de productiekosten worden verlaagd en de productie-efficiëntie wordt verbeterd.
Breed scala aan toepasbare materialen en brede toepassingsgebieden
Er zijn veel metalen materialen die gebruikt kunnen worden voor MIM. In principe kan van elk poedermateriaal dat bij hoge temperatuur kan worden gegoten, onderdelen worden gemaakt met MIM, inclusief materialen die moeilijk te verwerken zijn en materialen met een hoog smeltpunt in het traditionele productieproces.

De metalen die door MIM verwerkt kunnen worden zijn onder andere laaggelegeerd staal, roestvrij staal, gereedschapsstaal, nikkellegering, wolfraamlegering, gecementeerde carbide, titaniumlegering, magnetisch materiaal, Kovar-legering, precisiekeramiek, enzovoort.
MIM kan ook onderzoek doen naar de materiaalformule volgens de eisen van de gebruiker, legeringsmaterialen in elke combinatie maken en composietmaterialen tot onderdelen maken.

MIM spuitgieten van aluminium en koper uit non-ferro legeringen is technisch haalbaar, maar wordt meestal gedaan met andere, meer economische methoden, zoals spuitgieten of machinale bewerking.
Wat zijn de kenmerken van MIM-producten?
Complexiteit
Net als spuitgieten kent MIM geen vormbeperkingen. Omdat MIM een spuitgietproces is, brengt het toevoegen van functies geen extra kosten met zich mee, waardoor MIM een geweldige manier is om onderdelen te combineren tot multifunctionele producten. De ontwerpregels van MIM liggen heel dicht bij die van spuitgieten, waardoor het geschikt is voor bijna alle producten.

Precisie
Het referentieontwerp van MIM net molding nauwkeurigheid is meestal ± 0,5% van de grootte. Het netto vormen van sommige elementen kan ± 0,3% bereiken. Net als bij andere technologieën geldt: hoe hoger de nauwkeurigheidseisen, hoe hoger de kosten, dus een gematigde versoepeling van de tolerantie-eisen wordt aangemoedigd als de kwaliteit het toelaat. Toleranties die met MIM niet in één keer kunnen worden bereikt, kunnen worden bereikt met behulp van oppervlaktebehandeling.
Gewicht en grootte
MIM is geweldig voor onderdelen onder de 100 gram en onder de 50 gram is het meest kosteneffectief. Er kunnen echter ook onderdelen tot 250 gram worden gemaakt. De belangrijkste kosten van MIM zijn de grondstoffen, dus MIM gebruikt nieuwe technologieën om het gewicht van de onderdelen zo laag mogelijk te houden.

Net als bij kunststof onderdelen kan het gewicht van de onderdelen worden verlaagd door kernen en beugels te gebruiken zonder de integriteit van het product aan te tasten. MIM is ideaal voor zeer kleine en micro-onderdelen en gewichten onder 0,1 gram zijn mogelijk. Gewicht is geen beperkende factor en onderdelen van meer dan 250 mm lang kunnen worden gemaakt.
Uitdunnen
Voor MIM is een wanddikte van minder dan 6 mm het beste. Je kunt dikker gaan, maar dat kost meer omdat het langer duurt en je meer materiaal gebruikt. Je kunt ook dunner gaan, tot 0,5 mm, maar dat is moeilijker te ontwerpen.

Productie
MIM is een superflexibel proces en je kunt heel goedkoop duizenden tot miljoenen onderdelen per jaar maken. Net als bij gieten en spuitgieten moet je voor MIM mallen en gereedschap kopen, dus voor kleine hoeveelheden onderdelen heeft het meestal invloed op de kosten.
Grondstoffen
MIM kan veel dingen verwerken, zoals ferrolegeringen, superlegeringen, titaanlegeringen, koperlegeringen, vuurvaste metalen, gecementeerde carbiden, keramiek en metaaldeeltjes matrix composieten. Aluminium en koperen non-ferro legeringen zijn technisch mogelijk, maar dat wordt meestal gedaan met andere, goedkopere methoden, zoals spuitgieten of machinale bewerking.

Wat zijn de toepassingen van MIM?
MIM wordt gebruikt in consumentenelektronica, auto-onderdelen, medische apparatuur, elektrisch gereedschap, industriële apparatuur en dagelijkse benodigdheden.
Consumentenelektronica
Consumentenelektronica omvat smartphones, tablets, laptops, digitale camera's, slimme wearables, drones, enz.

In 2010 werd de MIM-procestechnologie gebruikt voor het uiterlijk van het uithangbord van de BlackBerry mobiele telefoon, wat de massale toepassing van MIM-onderdelen in mobiele telefoons opende.
Apple is sinds 2010 ook begonnen met het gebruik van MIM-onderdelen en heeft het toepassingsgebied van MIM uitgebreid en geleid. MIM-onderdelen zoals onderdelen voor de voedingsinterface, kaartsleuven, scharnieren, cameraringen, knoppen, enz. zijn met succes gebruikt op mobiele telefoons.

Naarmate smartphones en slimme wearables lichter en dunner worden, worden de dingen die erin zitten steeds verfijnder en ingewikkelder. Daarom gaat MIM een grote rol spelen.
Auto-onderdelen
Op het gebied van de productie van auto-onderdelen is MIM-technologie een proces voor het vormen van metalen onderdelen zonder snijden dat materialen kan besparen en de productiekosten kan verlagen. Daarom heeft MIM-technologie veel aandacht gekregen van de auto-industrie en werd het in de jaren 90 voor het eerst gebruikt op de markt voor auto-onderdelen.

Op dit moment gebruikt de auto-industrie MIM-technologie voor het maken van enkele complex gevormde, bimetalen onderdelen en gegroepeerde microkleine onderdelen, zoals onderdelen van turboladers, regelringen, onderdelen van brandstofinjectoren, schoepen, versnellingsbakken, stuurbekrachtigingsonderdelen, enzovoort.
Medische apparaten
Op het gebied van medische hulpmiddelen zijn de medische accessoires die worden gebruikt in het MIM-proces zeer nauwkeurig en kunnen ze voldoen aan de vereisten van kleine afmetingen, hoge complexiteit, hoge mechanische eigenschappen en andere vereisten van accessoires die nodig zijn voor de meeste fijne medische hulpmiddelen.

In de afgelopen jaren is de toepassing van MIM-technologie steeds uitgebreider geworden, zoals chirurgische handgrepen, scharen, pincetten, tandheelkundige onderdelen, orthopedische gewrichtsonderdelen, enz.
Elektrisch gereedschap
De verwerking van onderdelen van elektrisch gereedschap is erg ingewikkeld, de verwerkingskosten zijn hoog, het materiaalgebruik is laag en de afhankelijkheid van MIM is groot. Typische producten zijn onder andere speciaal gevormde frezen, snijgereedschappen, bevestigingsmiddelen, micro tandwielen, losmaakmachines/textielmachines/krimpmachineonderdelen die in de afgelopen jaren zijn ontwikkeld, enz.

Conclusie
Metaal spuitgieten (MIM) is een mooie manier om dingen te maken. Het is als een mix van poedermetallurgie en plastic spuitgieten. Je mengt metaalpoeder en wat andere dingen tot een pasta. Dan spuit je het in een mal. Daarna verwijder je het andere spul en verhit je het.

Als je klaar bent, heb je een metalen onderdeel dat echt goed is. Mensen gebruiken MIM om allerlei dingen te maken. Ze gebruiken het in de geneeskunde, tandheelkunde, ruimtevaart en auto's. Je kunt MIM ook gebruiken om dingen te maken die moeilijk te maken zijn. Het is een goede manier om dingen te maken.







