 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Spuitgieten is een proces dat gebruikt wordt om veel kunststof onderdelen te maken. Het werkt door gesmolten plastic in een mal te spuiten, waar het afkoelt en uithardt tot de vorm van het onderdeel dat je wilt. Mensen gebruiken spuitgieten om onderdelen te maken voor auto's, elektronica, spullen die je koopt en medische dingen omdat je er veel onderdelen met de juiste maat mee kunt maken. Dit artikel gaat over de stappen van spuitgieten en waarom mensen het leuk vinden.

Mallen ontwerpen en maken
Voorbereiding ontwerp
Ontwerptaakverklaring, maak jezelf vertrouwd met het kunststofdeel, inclusief de geometrische vorm, gebruiksvereisten van het kunststofdeel, grondstoffen van het kunststofdeel, controleer het vormproces van het kunststofdeel en verduidelijk het model en de specificaties van de spuitgietmachine.

Een kaart voor gietprocessen maken
Samenvatting van het product, zoals een tekening, gewicht, wanddikte, geprojecteerd oppervlak, totale afmetingen en of er ondersnijdingen en inzetstukken zijn. Overzicht van de kunststof die in het product is gebruikt, zoals productnaam, model, fabrikant, kleur en droogcondities.

De belangrijkste technische parameters van de gekozen spuitgietmachine, zoals de relevante afmetingen tussen de spuitgietmachine en de montagemal, het schroeftype en het vermogen. Druk en slag van de spuitgietmachine. Spuitgieten omstandigheden, zoals temperatuur, druk, snelheid, klemkracht, enz.

Stappen voor het ontwerpen van de structuur van een spuitgietmatrijs
Bepaal het aantal holtes . rekening houdend met factoren zoals het maximale injectievolume, de klemkracht, de eisen voor productnauwkeurigheid en kosteneffectiviteit. Kies het scheidingsoppervlak. De matrijsstructuur moet eenvoudig zijn, gemakkelijk te scheiden en mag het uiterlijk en het gebruik van de kunststofonderdelen niet beïnvloeden. Bepaal de lay-out van de matrijsholte en probeer een evenwichtige opstelling te bereiken. Bepaal het gietsysteem, inclusief de hoofdkanalen, runners, poorten, koude slakgaten, enz.

De ontvouwmethode bepalen . verschillende ontvormmethoden ontwerpen voor de verschillende delen van de matrijs waar de kunststof onderdelen achterblijven. Bepaal de structuur van het temperatuurregelsysteem. Het temperatuurregelsysteem wordt voornamelijk bepaald door het type kunststof. Als je beslist of de mal of de kern een inlegstructuur moet gebruiken, overweeg dan om de inlegdelen proportioneel te verdelen en ze tegelijkertijd te installeren, evenals de verwerkbaarheid en installatie- en bevestigingsmethoden.

Bepaal de uitlaatmethode. Over het algemeen kan de uitlaat worden bereikt via het scheidingsoppervlak van de matrijs en de opening tussen het uitwerpmechanisme en de matrijs. Voor grootschalige en snelle spuitgietmatrijzen moet je de overeenkomstige afzuigmethode ontwerpen.

Eerst moet je de hoofdafmetingen van de spuitgietmatrijs bepalen. Daarna kun je de formules gebruiken om de werkafmetingen van de spuitgietproducten te berekenen. Daarna kun je de dikte van de zijwand van de matrijsholte, de dikte van de holtebodem, het kernkussen, de beweegbare mal en de holteplaat van de modulaire matrijsholte bepalen. Je moet ook de dikte en de sluithoogte van de spuitgietmatrijs bepalen.

Op basis van de hoofdafmetingen van de spuitgietmatrijs die je hebt ontworpen en berekend, kun je een standaard matrijsbasis voor de spuitgietmatrijs kiezen. Je moet proberen standaard matrijsonderdelen te kiezen. Het tekenen van de constructieschets van de matrijs, het tekenen van de volledige constructieschets van de spuitgietmatrijs en het tekenen van het diagram van de matrijsstructuur zijn allemaal zeer belangrijke taken bij het ontwerpen van matrijzen.

Controleer de relevante afmetingen van de matrijs en de injectiemachine. Controleer de parameters van de gebruikte injectiemachine: inclusief het maximale injectievolume, de injectiedruk, de klemkracht en de grootte van het montagedeel van de matrijs, de openingsslag van de matrijs en het uitwerpmechanisme. Bij de beoordeling van het structurele ontwerp van de spuitgietmatrijs wordt een vooronderzoek uitgevoerd en wordt de toestemming van de gebruiker verkregen. Tegelijkertijd is het noodzakelijk om de eisen van de gebruiker te bevestigen en aan te passen.

Een matrijsassemblagetekening maken. Laat zien hoe de onderdelen in elkaar passen, welke maten ze moeten hebben, de nummers die ze hebben, de schema's waarop ze staan, de titelblokken die ze hebben en de technische vereisten voor elk onderdeel van de spuitgietmatrijs (de technische vereisten zijn dingen zoals hoe de matrijs hoort te werken, zoals hoe het uitwerpsysteem hoort te werken, hoe het kerntreksysteem hoort te werken.

hoe de mal in elkaar gezet moet worden, zoals hoeveel ruimte er is tussen de twee helften van de mal, hoe parallel de twee helften van de mal zijn; hoe de mal gebruikt moet worden; hoe de mal beschermd moet worden tegen roest, hoe de mal genummerd moet worden, hoe de mal gegraveerd moet worden, hoe de mal verzegeld moet worden met olie, hoe de mal opgeslagen moet worden;Eisen voor de mal en inspectie.

Tekenen van matrijsonderdelen. De volgorde van het tekenen van onderdeeltekeningen vanuit matrijsassemblagetekeningen of onderdeeltekeningen is: eerst binnen, dan buiten, eerst complex, dan eenvoudig, eerst vormdelen en dan constructiedelen. Herzie de ontwerptekeningen. De laatste controle van het ontwerp van de spuitgietmatrijs is de laatste controle van het ontwerp van de spuitgietmatrijs. Besteed meer aandacht aan de verwerkingsprestaties van de onderdelen.

Materiaalvoorbereiding
Spuitgietmaterialen zijn voornamelijk: polystyreen (PS). Algemeen bekend als harde lijm, is het een kleurloos, transparant, glanzend korrelig polystyreen met de volgende eigenschappen: goede optische eigenschappen, uitstekende elektrische eigenschappen, gemakkelijk te gieten en te verwerken, en goede kleureigenschappen.

Polypropyleen (PP)
Het is een kleurloos, transparant of glanzend korrelig materiaal, PP genoemd, algemeen bekend als 100% zachte lijm, en is een kristallijne kunststof. De eigenschappen van polypropyleen zijn als volgt: goede vloeibaarheid, uitstekende vormprestaties, uitstekende hittebestendigheid, kan worden gekookt en gesteriliseerd bij 100 graden Celsius, hoge vloeigrens; goede elektrische eigenschappen.

Nylon (PA)
Nylon (PA) is een technische kunststof gemaakt van polyamidehars, PA genoemd. Er zijn PA6 PA66 PA610 PA1010, enz. Nylon heeft een hoge kristalliniteit, hoge mechanische sterkte, goede taaiheid, hoge treksterkte, druksterkte, uitstekende weerstand tegen vermoeidheid, slijtvastheid, corrosiebestendigheid, hittebestendigheid, niet-giftig en uitstekende elektrische eigenschappen.

Polyoxymethyleen (POM)
Polyoxymethyleen (POM), ook bekend als Delrin, is een technische kunststof. POM heeft een zeer kristallijne structuur, uitstekende mechanische eigenschappen, hoge elasticiteitsmodulus, hoge stijfheid en oppervlaktehardheid, en staat bekend als een "metaalsubstituut". Het heeft een lage wrijvingscoëfficiënt, een goede slijtvastheid en zelfsmerende eigenschappen en is na nylon goedkoper dan nylon.

Goed bestand tegen oplosmiddelen, vooral organische oplosmiddelen, maar niet tegen sterke zuren, alkaliën en oxidatiemiddelen. Het heeft een goede maatvastheid en kan precisieonderdelen maken. De vormkrimp is groot, de thermische stabiliteit is slecht en het ontleedt gemakkelijk bij verhitting.
Acryl-butadieen-styreen (ABS)
ABS-kunststof is een soort gemodificeerd polystyreen met een hoge sterkte, samengesteld uit drie verbindingen: butadieen en styreen in een bepaalde verhouding. Het is licht ivoorkleurig, ondoorzichtig, niet giftig en smaakloos. Het heeft een hoge mechanische sterkte, sterke slagvastheid, goede kruipweerstand en heeft de kenmerken van hardheid, taaiheid en stijfheid. Het oppervlak van ABS kunststof onderdelen kan worden gegalvaniseerd en gemengd met andere kunststoffen en rubber om de eigenschappen te verbeteren, zoals (ABS + PC)

Polycarbonaat (PC)
Het staat ook bekend als kogelvrij glas en is een niet-giftig, smaakloos, reukloos, transparant materiaal dat brandbaar is maar zichzelf kan doven wanneer het uit het vuur wordt gehaald. Het heeft een bijzondere taaiheid en hardheid. Van alle thermoplastische materialen heeft het goede slagvastheid, uitstekende kruipweerstand, goede maatvastheid, hoge vormnauwkeurigheid; goede hittebestendigheid (120 graden).

PC+ABS legering (PC+ABS)
Het combineert de voordelen van PC (technische kunststof) en ABS (algemene kunststof) en verbetert de prestaties van beide. Bevat ABS en PC chemische componenten, met ABS's goede vloeibaarheid en molding processing prestaties, en PC's slagvastheid en weerstand tegen koude en warmte cyclus veranderingen. . Het oppervlak kan worden bespoten met olie, gegalvaniseerd of met metaal bespoten.

Injectie
Injectie spuitgietmachine injectiestappen
Materialen toevoegen
Voordat je met de injectiemachine begint, moet je de ruwe plastic korrels in de trechter van de injectiemachine doen. Daarna moet je de temperatuur van de injectiemachine instellen volgens de vereisten van het product. Daarna moet je de plastic korrels voorverwarmen en smelten om ze te veranderen in een vloeiende plastic smelt.
Montage en bevestiging van de mal
De matrijs van het spuitgietproduct wordt op de matrijskamer of injectietafel van de injectiemachine bevestigd en de grootte, structuur, enz. van de matrijs worden via verschillende positioneersystemen aangepast.

De mal sluiten
Start na het afstellen van de matrijs het sluitmechanisme van de injectiemachine om de matrijs te sluiten. Let er bij het sluiten van de matrijs op dat u het oppervlak van de matrijs niet raakt om schade aan de matrijs te voorkomen.

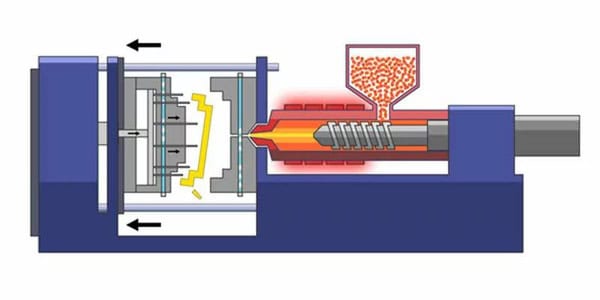
Spuitgietproces
Start het plastificeersysteem van de injectiemachine en de schroef in de injectiemachine begint te draaien, waardoor de gesmolten plastic smelt naar het injectiepistool wordt getransporteerd; start vervolgens het injectiesysteem van de injectiemachine en injecteer de smelt in de vormholte van de mal; tijdens het spuitgieten Tijdens het proces worden parameters zoals injectievolume en injectiesnelheid ingesteld op basis van de structuur, dikte en andere vereisten van het product. Nadat de injectie is voltooid, schakelt u de spuitgieten systeem en wacht tot het plastic is afgekoeld.

Mold Opening en materiaalverwijdering
Na een bepaalde afkoelingsperiode wordt de plastic smelt op het oppervlak van de matrijs geleidelijk hard tot een massief plastic product. Op dat moment wordt de matrijsopener van de injectiemachine aangezet om de matrijs te scheiden en wordt het ontvormsysteem gestart om het product uit de matrijsholte te halen. Dit proces vereist bepaalde vaardigheden en ervaring, afhankelijk van het ongelijke oppervlak van het product.

Koelen en stollen
Bij spuitgietmatrijzen is het ontwerp van het koelsysteem erg belangrijk. De reden hiervoor is dat alleen als gegoten kunststof producten afgekoeld en gestold zijn tot een bepaalde stijfheid, voorkomen kan worden dat kunststof producten vervormen door externe krachten nadat ze ontvormd zijn.

Aangezien de koeltijd ongeveer 70% tot 80% van de hele spuitgietcyclus uitmaakt, kan een goed ontworpen koelsysteem de spuitgiettijd aanzienlijk verkorten en de koeltijd verbeteren. spuitgieten productiviteit en lagere kosten. Een verkeerd ontworpen koelsysteem zal de giettijd verlengen en de kosten verhogen; ongelijkmatige koeling zal verder kromtrekken en vervorming van kunststof producten veroorzaken.

Op basis van experimenten wordt de warmte die vanuit de smelt in de matrijs terechtkomt, over het algemeen op twee manieren afgevoerd. Vijf procent van de warmte wordt overgedragen aan de atmosfeer door straling en convectie en de resterende 95 procent wordt van de smelt naar de mal geleid.

Door de koelwaterleidingen in de matrijs wordt warmte door geleiding van het plastic in de matrijsholte naar de koelwaterleidingen door het frame van de matrijs geleid en vervolgens door convectie door het koelmiddel afgevoerd. Een kleine hoeveelheid warmte die niet door het koelwater wordt afgevoerd, blijft in de matrijs en ontsnapt dan in de lucht na contact met de buitenwereld.

Het spuitgietproces bestaat uit verschillende stappen: sluiten van de matrijs, vullen, verpakken, koelen en uitwerpen. Koelen neemt de langste tijd in beslag, meestal 70% tot 80% van de totale cyclustijd. De koeltijd beïnvloedt dus de cyclustijd en het aantal geproduceerde onderdelen. Tijdens het uitwerpen moet het onderdeel worden afgekoeld tot onder zijn warmteafbuigingstemperatuur om te voorkomen dat het kromtrekt of vervormt wanneer het uit de matrijs wordt gehaald.

Uitwerpen en nabewerking
Spuitgieten is een veelgebruikt fabricageproces waarbij je gesmolten kunststof in een mal spuit en vervolgens afkoelt en hard maakt. Maar door sommige problemen in het productieproces van spuitgietproducten, zoals bellen, kromtrekken, enz., moet je nabewerking doen om het beter te maken. Hieronder introduceren we enkele veelvoorkomende nabewerkingsoplossingen om spuitgietproducten te verbeteren.

Probleem met luchtbellen in spuitgietproducten
Om het bellenprobleem in spuitgietproducten op te lossen, kun je het volgende doen. Zorg ten eerste voor een goede ventilatie in de matrijs, zodat de kunststof gas kan afgeven wanneer het wordt geïnjecteerd. Pas ten tweede de injectietemperatuur en -druk aan zodat de kunststof niet te heet wordt of onder te hoge druk komt te staan, waardoor er minder luchtbellen ontstaan. Spuit ten slotte een anti-bubbelmiddel op het oppervlak van het spuitgegoten onderdeel om te voorkomen dat er gas in de kunststof komt.

Probleem met vervorming van spuitgegoten onderdelen
Om het probleem van kromtrekken bij spuitgegoten onderdelen op te lossen, kun je het volgende doen. Ten eerste kun je de dikte van het spuitgietproduct vergroten zodat het stijver wordt en minder snel kromtrekt. Ten tweede kun je de injectiesnelheid en -druk optimaliseren om kromtrekken door te snel of te langzaam injecteren te voorkomen. Ten derde kun je ondersteunende structuren toevoegen aan het ontwerp van het spuitgietproduct om het stabieler te maken.

Ten vierde kun je het nabewerkingsproces verbeteren door het materiaal dat je gebruikt voor het spuitgietproduct te veranderen. Je kunt bijvoorbeeld een materiaal kiezen met een lagere krimpsnelheid om de hoeveelheid krimp te verminderen als het onderdeel afkoelt. Je kunt ook een materiaal kiezen met betere vloei-eigenschappen om de kans op bellen en kromtrekken te verkleinen. Door het juiste materiaal te kiezen, kun je ook de sterkte en het uiterlijk van je spuitgietproducten verbeteren.

Naast de bovenstaande plannen voor procesverbetering moeten we ook de kwaliteitscontrole van post-processing processen versterken. We moeten er bijvoorbeeld voor zorgen dat de spuitgegoten onderdelen gelijkmatig afkoelen tijdens het afkoelingsproces om kromtrekken door ongelijkmatige krimp te voorkomen. Bovendien moeten we de spuitgietproducten volledig inspecteren en testen. spuitgegoten onderdelen om ervoor te zorgen dat hun kwaliteit voldoet aan de vereisten.

Kortom, als je betere spuitgietproducten wilt maken, moet je ook betere spuitgietproducten maken. Dit kun je doen door ervoor te zorgen dat de mal goede ventilatieopeningen heeft, door de temperatuur en druk van het spuitgieten aan te passen, door de onderdelen dikker te maken en door de juiste materialen te gebruiken. Als je deze dingen doet, kun je bellen en kromtrekken voorkomen. Je moet er ook voor zorgen dat je de onderdelen controleert om er zeker van te zijn dat ze goed zijn. Als je deze dingen doet, kun je betere en snellere onderdelen maken en je klanten tevreden stellen.

Voordelen van spuitgieten
Spuitgieten zorgt voor complexe onderdelen
Spuitgieten is ideaal om complexe onderdelen te maken, om veel onderdelen te maken die allemaal hetzelfde zijn en om onderdelen te maken die allemaal hetzelfde zijn en echt goed zijn. Om veel onderdelen te maken die allemaal hetzelfde zijn en echt goed zijn, moet je nadenken over een aantal belangrijke dingen als je je onderdeel ontwerpt.

Je moet je onderdeel zo ontwerpen dat het echt goed werkt met de manier waarop spuitgieten werkt. Als je je onderdeel goed ontwerpt, kun je veel onderdelen maken die allemaal hetzelfde zijn en echt goed, en je kunt ze zo complex maken als je wilt.

Spuitgieten kan productie-efficiëntie en -snelheid verbeteren
Er zijn een heleboel goede redenen waarom dit de meest gebruikte en meest efficiënte vorm van spuitgieten is. Ten eerste is het spuitgietproces in vergelijking met andere methodes sneller en de hoge productiedoorvoersnelheden maken het efficiënter.

De snelheid hangt af van de complexiteit en de grootte van de matrijs, maar er zitten slechts 15-120 seconden tussen elke spuitgietcyclus. Omdat de cyclustijden tussen de cycli korter zijn, kun je meer spuitgietproducten maken in een bepaalde productietijd.

Spuitgieten is sterker
In de loop der jaren zijn kunststoffen veel sterker en duurzamer geworden. Moderne lichtgewicht thermoplasten kunnen zelfs de zwaarste omstandigheden net zo goed, zo niet beter, aan dan metalen onderdelen. Bovendien zijn er meer dan 25.000 technische materialen om uit te kiezen voor complexe spuitgietopdrachten. Je kunt ook hoogwaardige kunststofmengsels en hybriden maken om te voldoen aan specifieke onderdeelvereisten en eigenschappen, zoals een hoge treksterkte.

Toepassing van spuitgieten
Eten en drinken
Spuitgieten is een geweldige manier om onderdelen te maken van een heleboel verschillende materialen. Dit is belangrijk voor industrieën zoals de voedingsmiddelen- en drankenindustrie, die veel regels moeten volgen over hoe veilig hun voedselverpakkingen zijn. Met spuitgieten kun je kunststoffen gebruiken die veilig met voedsel in aanraking kunnen komen en geen slechte chemicaliën bevatten. Bovendien kunnen ze warme en koude temperaturen aan. En omdat het niet veel kost om dingen te maken met spuitgieten, is het perfect om dingen te maken zoals voedselcontainers, deksels voor drankjes, filters en nog veel meer.

Bouw Onderdelen
Een andere industrie die gebruik maakt van spuitgiettechnologie is de bouwsector, waar complexe kunststofonderdelen op maat een grote rol spelen bij de bouw van huizen en constructies. Deze onderdelen moeten vaak heel goed zijn en precies passen. Als je bijvoorbeeld kunststof onderdelen maakt voor deuren en ramen, moeten ze perfect zijn, maar ze moeten ook sterk zijn en speciale eigenschappen hebben die bestand zijn tegen weersinvloeden. Tegenwoordig wordt spuitgieten zelfs gebruikt om onderdelen te maken die de plaats innemen van metalen onderdelen en die beter werken en minder kosten.

Drugs
Met dank aan spuitgietenkunnen medische bedrijven belangrijke instrumenten en onderdelen goedkoper produceren, wat de gezondheidszorg toegankelijker maakt voor mensen over de hele wereld. Veel integrale medische hulpmiddelen zoals hartpompen, diverse monitoren en een reeks medische apparaten vertrouwen op de precisie van spuitgieten, waardoor deze technologie onvervangbaar is in het veld.

Conclusie
Spuitgieten is een veelzijdig proces dat verschillende materialen en afwerkingen ondersteunt, waardoor het een populaire keuze is voor talloze industrieën met totaal verschillende doelen en vereisten.

De technologie wordt veel gebruikt in industrieën zoals lucht- en ruimtevaart, medische apparatuur en de auto-industrie, waar geavanceerde technieken zoals overspuiten en insert molding kunnen worden gebruikt om de meest complexe onderdelen met een onberispelijke precisie te vervaardigen.








