 Overslaan naar inhoud
Overslaan naar inhoud 

Voorwoord
Spuitgieten, ook wel bekend als kunststof spuitgieten, is een veelgebruikte methode om kunststof producten te maken. Als een volwassen plastic verwerking technologie, spuitgieten materialen, spuitgieten heeft brede ontwikkelingsperspectieven. Met de opkomst van nieuwe technologieën, nieuwe materialen en nieuwe eisen, zal spuitgieten blijven aanpassen aan veranderingen in de markt en innovatieve ontwikkelingen, die een hogere kwaliteit kunststof producten voor industriële productie en consumenten.
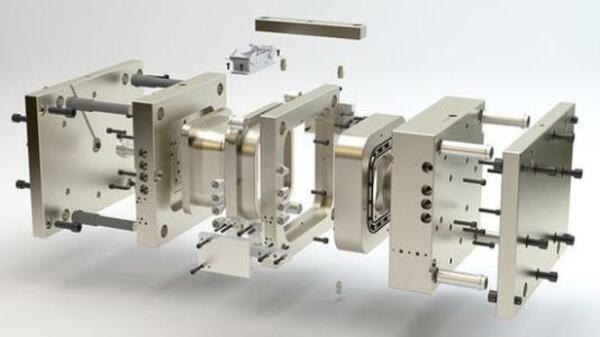
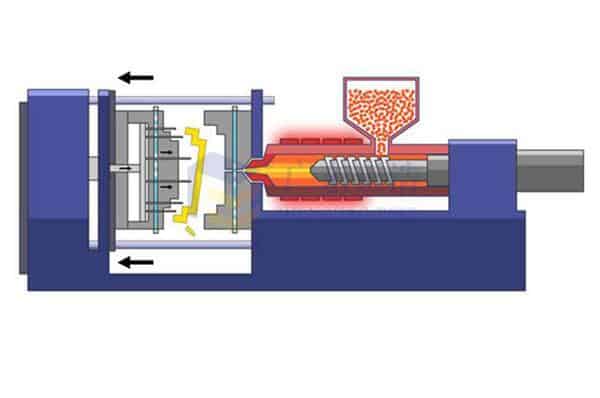
Dit hoofdstuk richt zich op de zes stappen van het injectieproces: sluiten van de matrijs, vullen, onder druk houden, koelen, openen van de matrijs en verwijderen van de matrijs.
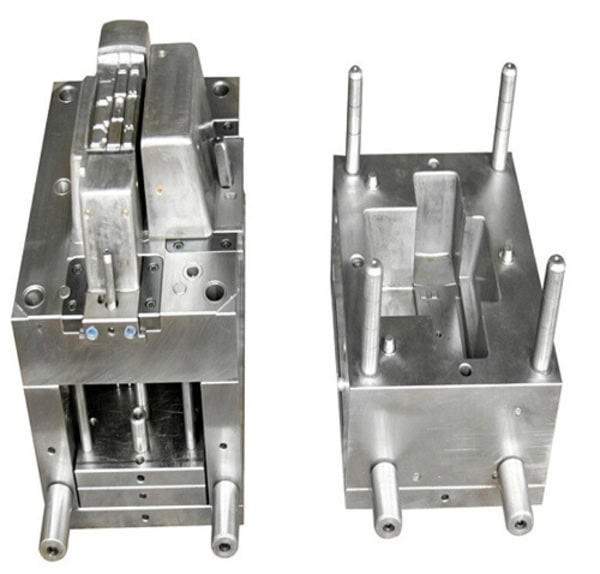
Vorm het Vastklemmen Stadium
Het sluitsysteem van de matrijs moet een betrouwbare werking hebben bij het openen en sluiten van de matrijs, en een buffereffect bij het openen en sluiten van de matrijs. De loopsnelheid van de beweegbare plaat moet een "langzaam-snel-langzaam" snelheidsverandering vereisen tijdens het sluiten en openen van de matrijs om schade aan de matrijs en producten te voorkomen en lawaai door sterke trillingen van de machine te vermijden, zodat een veilige werking wordt bereikt en de levensduur van de machine en de matrijs wordt verlengd.

De maximale openings- en sluitingsslag van de mal bepaalt de maximale dikte van de mal die in de spuitgietmachine kan worden geïnstalleerd en bepaalt dus ook de maximale dikte van de spuitgietproducten die kunnen worden geproduceerd. Daarom moet de slag van de mal instelbaar zijn.
De sjabloon moet voldoende sterk en stijf zijn om te voorkomen dat hij vervormt als gevolg van de veelvuldige verschillende drukken tijdens het werk. spuitgietproductieDit beïnvloedt de grootte en vormnauwkeurigheid van de spuitgietproducten.
Basisvoorwaarden voor het sluiten van de mal
Voldoende en instelbare klemkracht om ervoor te zorgen dat de mal niet wordt uitgeworpen door de druk van de vormholte.

De sjabloon van de vaste mal heeft voldoende oppervlakte, slag en openingsafstand, die kan worden aangepast aan de molding mallen van verschillende vormen en maten, en de openingsafstand kan vrij worden aangepast.
De bewegingssnelheid van de sjabloon is ingesteld op twee niveaus: een snelle en een langzame versnelling. De snelle versnelling vereist soepelheid, veiligheid en controleerbaarheid. De aandrijfkracht van het klemsysteem komt van mechanische kracht of hydraulische kracht of een hydraulisch-mechanische combinatie door een hydraulisch bediende verbindingsstang of knevelschoormechanisme.

Om de onderdelen soepel te kunnen ontvormen en uitnemen, is het sluitsysteem van de matrijs ontworpen met een productuitwerpsysteem dat wordt aangedreven door pneumatische, hydraulische of mechanische energie.

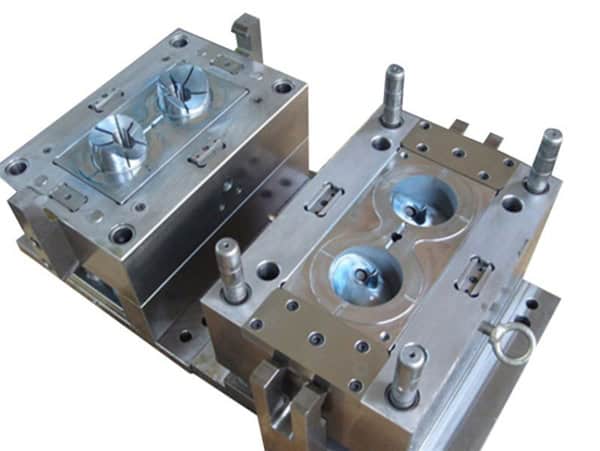
Technische Parameters van Vormsluitend Stadium
De technische parameters van het matrijsklemsysteem omvatten de klemkracht, de basisafmetingen van het matrijsklemsysteem, de openings- en sluitsnelheid van de matrijs en de lege cyclustijd. Vooral de klemkracht is belangrijk. Deze verwijst naar de maximale klemkracht die het matrijsklemmechanisme op de matrijs kan uitoefenen. Deze moet groter zijn dan de gemiddelde druk van de smelt in de matrijsholte.

Hoe dunner de wand van het product, hoe groter de injectiedruk en hoe groter de klemkracht die nodig is om de matrijs te sluiten tijdens het spuitgieten. De druk in de matrijsholte van gewone verpakkingsverpakkingen is bijvoorbeeld meestal ongeveer 25 MPa, terwijl voor dunwandige verpakkingen 30MPa nodig kan zijn. De werkelijk ingestelde klemkracht wordt bepaald door het product van de injectiedruk en het geprojecteerde oppervlak van het product.

Injectiefase
Injecteren is de eerste stap in het reguliere gietproces. Als de matrijs gesloten is en het gieten begint, kan de matrijsholte direct worden geïnjecteerd tot 95%. In theorie is de injectietijd veel korter en het gietrendement veel hoger. In de werkelijke productie zijn er echter veel voorwaardelijke beperkingen aan de giettijd (of injectiesnelheid).

Injectie met hoge snelheid: Als de afschuifsnelheid hoog is tijdens hogesnelheidsinjectie, vermindert afschuifverdunning de viscositeit van de kunststof en vermindert de algemene stromingsweerstand. Door het effect van plaatselijke viskeuze verwarming neemt de dikte van de gestolde laag ook af.

Daarom hangt de injectie in de stroomregelingsfase meestal af van de grootte van het te injecteren volume. Met andere woorden, in de debietregelfase is het afschuifverdunnende effect van het gesmolten metaal vaak groot door injectie met hoge snelheid, maar het koelingseffect door dunne wanden is niet duidelijk, dus heeft het snelheidseffect voorrang.
Langzame injectie. Wanneer Injectie wordt gestuurd door langzame warmtegeleiding, is de afschuifsnelheid laag, de plaatselijke viscositeit hoog en de stromingsweerstand groot. De langzame vulsnelheid resulteert in een relatief langzame stroom van hete kunststof en een slechte materiaalstroom. Daarom is het warmtegeleidingseffect meer uitgesproken en wordt de warmte snel afgegeven via de koude wand van de mal. In combinatie met een lagere hoeveelheid viskeuze verwarming neemt de dikte van de gestolde laag verder toe, waardoor de stromingsweerstand in dunwandige secties verder toeneemt.

Door de stroming van de fontein worden de kunststof polymeerketens voor de stromingsgolf ongeveer evenwijdig aan de voorkant van de stromingsgolf uitgelijnd. Bovendien hebben de twee smeltsoorten verschillende eigenschappen (verschillende verblijftijden in de matrijsholte, smelttemperatuur, verschillende smelttemperaturen en drukken), wat leidt tot een lagere microscopische structurele sterkte van het snijvlak van de smelt.

Plaats het stuk onder een lamp in een geschikte hoek en let op duidelijke naden. Dit is het mechanisme waardoor lassporen ontstaan. Niet alleen tasten lassporen het uiterlijk van kunststof onderdelen aan, maar de losse microstructuur heeft ook de neiging om spanningsconcentraties te creëren die de sterkte van het onderdeel kunnen verminderen en defecten kunnen veroorzaken.
In het algemeen zijn laslijnen sterker als ze voorkomen in gebieden met hoge temperaturen. Dit komt omdat bij hoge temperaturen de mobiliteit van polymeerketens relatief goed is en ze elkaar kunnen penetreren en in elkaar verstrikt raken. Bovendien liggen de temperaturen van de twee smeltsmelten in de hete zone relatief dicht bij elkaar en zijn de thermische eigenschappen van de smeltsmelten bijna gelijk, waardoor de sterkte van de laszone toeneemt. Aan de andere kant neemt de lassterkte af bij lage temperaturen.

Stadium vasthouden
De functie van de drukhouder is om continu druk uit te oefenen, de smelt samen te drukken, de dichtheid van de kunststof te verhogen (verdichten) en het krimpgedrag van de kunststof te compenseren. Tijdens het verpakkingsproces wordt de matrijsholte gevuld met kunststof, waardoor een hoge tegendruk ontstaat.
Tijdens het op druk houden en comprimeren wordt de schroef van de spuitgieten De machine kan slechts langzaam en licht vooruit en de stroomsnelheid van gesmolten kunststof is ook relatief laag. De stroom op dit moment wordt de houddrukstroom genoemd. Tijdens de drukhoudfase koelt de kunststof matrijswand sneller af en stolt hij sneller, en neemt het gesmolten materiaal snel toe, zodat de weerstand in de matrijsholte erg groot wordt.
In de laatste verpakkingsfasen blijft de dichtheid van het gesmolten materiaal toenemen en worden geleidelijk plastic onderdelen gevormd. De drukbehoudfase gaat door tot de deur stolt en dichtgaat. Op dat moment bereikt de druk in de vormholte zijn maximale waarde tijdens de conditioneringsfase.

Tijdens de holdingfase is de druk zo hoog dat de kunststof gedeeltelijk samendrukbare eigenschappen vertoont. In gebieden met hoge druk wordt de kunststof steeds dichter. In gebieden met lagere druk wordt de kunststof losser en minder dicht, en de dichtheidsverdeling verandert afhankelijk van locatie en tijd.

Tijdens het drukhoudproces is de kunststofstroming erg laag. Als gevolg daarvan is de materiaalstroom zwak en kan deze geen stuwende rol spelen. Druk is de belangrijkste factor die het drukhoudproces beïnvloedt. Tijdens het drukhoudproces vult de kunststof de matrijsholte en de geleidelijk stollende smelt fungeert als drukoverbrengingsmedium.

Bij het sluiten van de matrijs is de juiste klemkracht vereist, omdat de druk in de matrijsholte door het plastic wordt doorgegeven aan de wanden van de matrijs, waardoor de matrijs opengaat. Onder normale omstandigheden opent de expansiekracht van de matrijs de matrijs enigszins, waardoor het gemakkelijker wordt om de matrijs te ventileren. Als de expansiekracht van de mal echter te groot is, kunnen bramen en overlopen ontstaan en kan de mal opengaan.

Daarom moet je bij het kiezen van een spuitgietmachine een spuitgietmachine kiezen met voldoende klemkracht om uitzetting van de matrijs te voorkomen en de druk effectief te handhaven.

Nieuwe omgevingscondities voor spuitgieten vereisen het overwegen van verschillende nieuwe spuitgietprocessen, waaronder spuitgieten met behulp van gas, spuitgieten met behulp van water en spuitgieten van schuim.

Afkoelingsfase
In spuitgietmatrijzen is het ontwerp van het koelsysteem erg belangrijk. Alleen na het koelen en stollen van een kunststof spuitgietproduct tot een bepaalde mate van stijfheid kan het vervorming door externe krachten na het ontvormen voorkomen.

De koeltijd is goed voor ongeveer 70-80% van de volledige vormcyclus. Daarom kan een goed ontworpen koelsysteem de matrijstijd aanzienlijk verkorten en spuitgieten Een slecht ontworpen koelsysteem kan de vormingstijd verlengen en de kosten verhogen. Ongelijkmatige koeling zorgt ervoor dat kunststof producten meer vervormen en groter worden.

Experimenten hebben aangetoond dat de warmte die van gietijzer in de mal komt, meestal in twee delen verloren gaat: 5% daarvan wordt overgedragen aan de atmosfeer door straling en convectie, en de resterende 95% wordt van het gietijzer naar de mal gebracht. Verwarm de mal tot de maltemperatuur.

Door de rol van de koelwaterleiding van het kunststofproduct in de matrijs wordt de warmte van het kunststof in de matrijsholte overgedragen naar de koelwaterleiding door warmtegeleiding door het frame van de matrijs en afgevoerd door de koelvloeistof door thermische convectie. De kleine hoeveelheid warmte die niet door het koelwater wordt verwijderd, blijft overgedragen naar de mal en wordt na contact met de buitenwereld afgevoerd naar de lucht.

De spuitgietcyclus omvat het sluiten van de matrijs, vullen, vasthouden, afkoelen en ontvormen.

De afkoeltijd is hiervan het grootste deel, ongeveer 70-80%. Daarom heeft de koeltijd een directe invloed op de vormcyclus en de opbrengst van kunststof producten.

In het vormvrijgaveproces moet de temperatuur van het kunststofproduct worden afgekoeld tot een temperatuur die lager is dan de warmtevervormingstemperatuur van het kunststofproduct om te voorkomen dat het kunststofproduct vervormt als gevolg van restspanningsrelaxatie of vervorming door externe kracht tijdens het vormvrijgeven.

Fase van het openen van de mal
Het proces van het openen van een spuitgietmatrijs is over het algemeen onderverdeeld in het tekenen van matrijstekeningen, het proeflezen en beoordelen van tekeningen, het testen en repareren van matrijzen en het organiseren en archiveren van gegevens.

Teken matrijstekeningen: Voordat de definitieve assemblagetekening van de spuitgietmatrijs wordt getekend, moet er een procestekening worden getekend die moet voldoen aan de eisen van de onderdeeltekening en de procesgegevens. De door het volgende proces gegarandeerde afmetingen moeten op de tekening worden gemarkeerd met de woorden "procesafmetingen". Als er geen andere mechanische bewerkingen worden uitgevoerd na het spuitgieten, behalve het repareren van de braam, dan is de procestekening precies hetzelfde als de onderdeeltekening.

Proeflezen en beoordelen van tekeningen: Of het kunststofmateriaal, de hardheid, de maatnauwkeurigheid, de structuur, enz. van de spuitgietmatrijs en matrijsonderdelen voldoen aan de vereisten van de tekeningen van de kunststofonderdelen.

Matrijsproeven en matrijsreparatie: Vormontwerp wordt uitgevoerd onder verwachte procesomstandigheden bij het selecteren van vormmaterialen en vormapparatuur, maar het begrip van mensen is vaak onvolledig; vormtest moet worden uitgevoerd nadat de verwerking van de spuitgietmatrijs is voltooid. Test en bevestig de kwaliteit van gietstukken. Eenmaal ontdekt, zullen we de matrijs repareren om de fout te elimineren.

Gegevens organiseren en archiveren: Nadat de spuitgietmatrijs is getest, moeten, als deze tijdelijk niet wordt gebruikt, de ontvormingsresten, stof, olie enz. volledig worden afgeveegd, worden ingesmeerd met boter of andere antiroestolie of antiroestmiddel en worden bewaard.

Het basisprincipe van spuitgieten: De spuitgietmachine maakt gebruik van het feit dat kunststof tot een vloeistof kan smelten wanneer het tot een bepaalde temperatuur wordt verhit. De gesmolten vloeistof wordt onder hoge druk in een gesloten vormholte gespoten. Na afkoeling en vormgeving wordt de matrijs geopend en uitgeworpen om de gewenste kunststof te verkrijgen. lichaamsproducten.

Ontvormfase
Ontvormen is de laatste stap in de spuitgietcyclus. Hoewel het product koud gezet en gevormd is, heeft ontvormen nog steeds een grote invloed op de productkwaliteit. Het gebruik van een verkeerde ontvormmethode kan resulteren in defecten zoals ongelijkmatige kracht uitgeoefend op het product tijdens het ontvormen of vervorming van het product tijdens het uitwerpen.

Er zijn twee belangrijke snijmethoden. Ontvormen van de uitwerper en ontvormplaat. Bij het ontwerpen van een matrijs is het noodzakelijk om een geschikte ontvormmethode te kiezen op basis van de structurele kenmerken van het product om de productkwaliteit te garanderen.

Voor mallen die uitwerpers gebruiken om de mal los te maken, plaats de uitwerpers zo gelijkmatig mogelijk en kies locaties die maximale weerstand bieden tegen het losmaken van de mal en maximale sterkte en stijfheid van het kunststofdeel om vervorming of beschadiging te voorkomen. kunststofdeel.

Loslaatplaten worden vaak gebruikt voor het lossen van dunwandige verpakkingen met diepe holtes of heldere producten waarbij sporen van duwstangen niet worden getolereerd. Dit mechanisme wordt gekenmerkt door een grote en gelijkmatige loslaatkracht, een soepele werking en geen sporen.

Conclusie
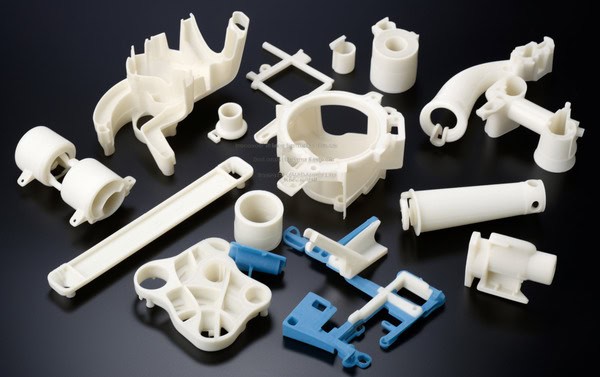
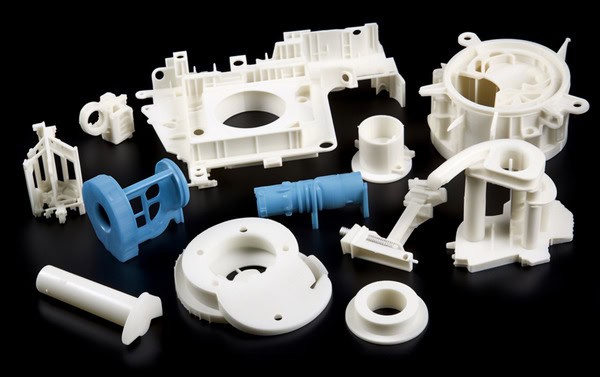
Met andere woorden, de spuitgieten Deze zes stappen bepalen rechtstreeks de vormkwaliteit van het product en vormen een volledig continu proces dat heeft bijgedragen tot de vorming van de moderne wereld. Spuitgieten is een kenmerk van innovatie, het stimuleert vooruitgang in de productie en opent eindeloze mogelijkheden.

Kunststof spuitgieten belichaamt de efficiëntie en precisie van de productie van kunststof onderdelen. Van het ontwerp van de matrijs tot het uitwerpen, elke stap wordt zorgvuldig uitgevoerd om onderdelen van hoge kwaliteit op schaal te produceren. De veelzijdigheid en voortdurende vooruitgang in verschillende industrieën zorgen ervoor dat spuitgieten relevant blijft en bijdraagt aan het vormgeven van de moderne wereld. Spuitgieten is een bewijs van innovatie, het aanjagen van vooruitgang en het ontsluiten van eindeloze mogelijkheden in de productie.








