 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding:.Als je spuitgegoten onderdelen ontwerpt, moet je aan veel dingen denken. Al deze dingen kunnen je onderdeel verpesten en het er als rommel uit laten zien. Je kunt krimpsporen krijgen, zinken, kromtrekken en allerlei andere problemen. Je moet dus de regels voor het ontwerpen van spuitgietproducten kennen als je goede producten wilt maken.
Dit artikel bevat de ultieme ontwerpregels voor spuitgieten die je kunnen helpen om de beste kunststofonderdelen te maken. Je krijgt ook gedetailleerde informatie over procescontrole, belangrijke richtlijnen voor matrijsontwerp en tips om veelvoorkomende ontwerpproblemen te vermijden.
Het belang van spuitgietontwerpen
Spuitgieten is een manier om plastic dingen te maken. Je doet gesmolten plastic in een mal en laat het afkoelen en uitharden. Het ontwerp van de matrijs en het materiaal dat je maakt, kunnen een groot verschil maken in hoe goed het werkt. Hier zijn enkele redenen waarom het ontwerp belangrijk is bij spuitgieten.
De complexiteit van productie bepalen
Door het ontwerp te analyseren kunnen productontwerpers en ingenieurs verschillende complexe situaties voorspellen die zich tijdens het productieproces kunnen voordoen. Dit ontwerp geeft gedetailleerde instructies om de onzekerheid voor de productiefase te verminderen.

Bovendien kan een voorafgaand begrip van de complexiteit de vorm en structuur van de mal verduidelijken. Dit helpt bij het ontwerpen en produceren van geschikte matrijzen voor de vereiste producten.
De haalbaarheid van de productie garanderen
Wanneer je een kunststof onderdeel ontwerpt en produceert, weet je niet zeker of het onderdeel dat je ontworpen hebt, maakbaar zal zijn. Het spuitgietontwerp kan de maakbaarheid vanaf het begin bepalen.

Zo kom je te weten of je te maken krijgt met fabricageproblemen waarbij onderdelen vast komen te zitten in de matrijs. Belangrijker nog, het bespaart je tijd en geld, zodat je redelijke prijzen voor onderdelen kunt vragen en onderdelen in een kortere cyclustijd kunt produceren.
Fouten in onderdelen voorkomen
Als je je spuitgietproduct niet goed ontwerpt, krijg je een slecht product. Het zal niet goed werken, het zal er niet goed uitzien en het zal een groot probleem zijn. Je krijgt te maken met spuitgietfouten en andere mechanische defecten die ervoor zorgen dat je onderdeel niet doet wat het moet doen.
De ontwerprichtlijnen voor spuitgieten zullen je helpen om de juiste spuitgietparameters te kiezen en de grote fouten te vermijden die ervoor zorgen dat je onderdeel niet werkt.
Ontwerpoverwegingen voor spuitgegoten onderdelen
Spuitgieten is een complex proces waarbij je zorgvuldig moet nadenken over het ontwerp om er zeker van te zijn dat het goed gebeurt. Als je het ontwerp verknoeit, zul je daar later voor moeten betalen. Je moet dus de juiste ontwerprichtlijnen voor spuitgieten volgen om te voorkomen dat je het verknoeit. Hier zijn enkele dingen waar je aan moet denken als je spuitgegoten onderdelen ontwerpt.

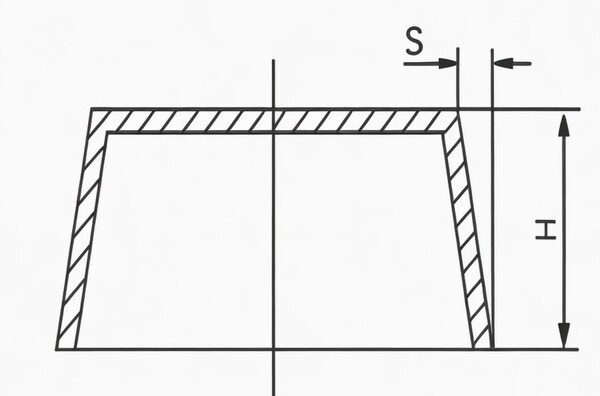
Wanddikte
Dit is een van de belangrijke factoren waarmee rekening moet worden gehouden tijdens de ontwerpfase van spuitgietonderdelen. De wanddikte kan verschillende belangrijke kenmerken van het onderdeel beïnvloeden, zoals de prestaties, de esthetiek en de kosten.
Daarom moet de nominale wanddikte worden bepaald op basis van functionele prestatievereisten. Bij het bepalen van de minimale wanddikte moet je rekening houden met de toelaatbare spanning en de verwachte levensduur van spuitgietproducten.
De algemene regel is om de wanddikte consistent te houden over het hele spuitgietproduct. Idealiter hou je de wanddikte tussen 1,2 mm en 3 mm. Dunne wanden vereisen een hoge plastische druk en kunnen luchtzakken veroorzaken. Dikke wanden kosten meer geld omdat het langer duurt om te koelen en omdat ze meer materiaal gebruiken.

Wanneer je een onderdeel hebt dat van wanddikte verandert, moet je zorgen voor een soepele overgang tussen elk onderdeel. Je kunt dit doen door afschuiningen toe te voegen aan schuine randen of hoeken. Ook het gebruik van afgeronde hoeken voor afgeronde hoeken of randen zorgt ervoor dat het gesmolten plastic de mal volledig vult en gelijkmatig afkoelt.
Classificatielijn
De deellijn is waar de twee helften van de mal samenkomen om het eindproduct te maken. Als het ontwerp van de deellijn niet goed op elkaar aansluit of verkeerd is uitgelijnd, kan dit leiden tot uitvloeiingsfouten in de gegoten onderdelen.

Het is dus belangrijk om een eenvoudige en rechte deellijn te ontwerpen om deze defecten zoveel mogelijk te beperken. Eenvoudige deellijnen zijn eenvoudiger te maken, vereisen minder onderhoud en kunnen een betere algemene gladheid geven aan het eindproduct.
Wanneer je deellijnen ontwerpt, kun je ze over het algemeen het beste op scherpe randen plaatsen in plaats van op afgeronde oppervlakken. Hierdoor zijn er minder mallen met nauwe toleranties nodig, wat de productiekosten verhoogt. Je moet ook nadenken over hoe de deellijn eruit zal zien op het eindproduct.

Het ontwerp van de lijn moet deze zo onzichtbaar mogelijk maken en niet over kritieke oppervlakken of kenmerken gaan (zoals tekst of logo's). Dit helpt ervoor te zorgen dat het eindproduct eruit ziet zoals het eruit moet zien en verbetert de algehele kwaliteit van het product. spuitgietproces.
Trekhoek
De ontvormhoek op het oppervlak van spuitgietproducten zorgt ervoor dat ze gemakkelijk uit de matrijs kunnen worden gehaald zonder schade te veroorzaken. De vereiste ontvormhoek hangt af van factoren zoals wanddikte, krimpsnelheid van het materiaal en vereisten voor nabewerking en afwerking.

De gemiddelde trekhoek moet met 1 graad toenemen per inch diepte, maar voor de meeste onderdelen is minstens 1,5 tot 2 graden meestal veilig. Voor zware texturering kan een maximum van 5 graden per inch nodig zijn. Te weinig trekkracht kan cosmetische defecten zoals sleepsporen veroorzaken.
Je kunt ontwerphoeken toevoegen als je spuitgietonderdelen ontwerpt met CAD-systemen, maar je kunt dit het beste aan het eind van het ontwerpproces doen om het zo eenvoudig mogelijk te houden.
Ribben en uitsteeksels
Ribben worden gebruikt om wanden te versterken waar twee wanden elkaar in een hoek van 90 graden ontmoeten. Ze helpen het onderdeel sterker te maken en meer gewicht te kunnen dragen. De ribbels helpen ook bij het uitlijnen en bevestigen van onderdelen. Ze maken het onderdeel ook sterker op plaatsen zoals schroefgaten en sleuven.

De maximale dikte van de onderkant van de ondersteunende rib is 2/3 van de dikte van de aangrenzende wand. De hoogte van wapeningsstaven mag niet meer zijn dan 2,5 keer de nominale wanddikte (2,5T). Het is belangrijk om rekening te houden met krimp. Om krimpsporen te vermijden, mag de dikte van het uitsteeksel niet groter zijn dan 60% van de totale wanddikte.
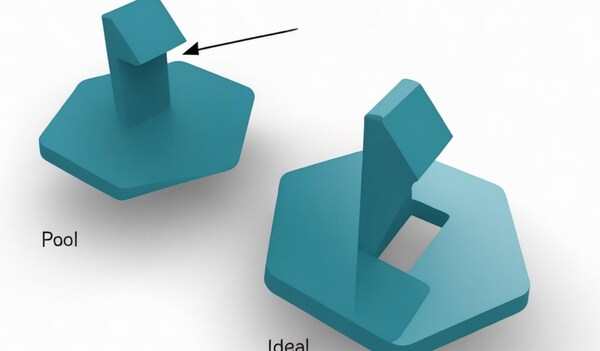
Locatie en type poort
De sprue is een zeer belangrijk onderdeel van het spuitgietproces. Het is het onderdeel dat rechtstreeks verbonden is met het kunststofdeel en dat de stroom van de gesmolten kunststofhars in de vormholte regelt. De grootte, vorm en positie van de poort hebben een grote invloed op het eindproduct. Het beïnvloedt hoe sterk het onderdeel is en hoe het eruit ziet.

Er zijn vier veelvoorkomende soorten poortsystemen die gebruikt worden voor verschillende soorten spuitgietmatrijzen: edge, submarine, hot tip en sprue. Zoals de naam al zegt, bevindt de edge gate zich aan de rand van een vlak onderdeel en laat hij littekens achter op de deellijn.
Submarine gates komen veel voor en hebben verschillende varianten, zoals Banana Gate, Smile Gate en Tunnel Gate. Ze vereisen automatisch trimmen met een bovenpen en helpen de positie van de poort weg te bewegen van de deellijn voor een betere vulling.

Hot tip gates worden alleen gebruikt voor hot runner spuitgietmatrijzen. Ze zitten meestal aan de bovenkant van ronde of conisch gevormde mallen. Aan de andere kant is de sprue een goede keuze voor grote cilindrische mallen met één holte. Ze laten meestal grote sporen achter waar ze elkaar raken, maar zijn gemakkelijk te maken en te onderhouden.
Het poortontwerp en -type hangen af van het ontwerp van het onderdeel, de materiaalkeuze, de afmetingen en de esthetische vereisten van het eindproduct. Een belangrijke overweging bij het ontwerp is om de deur uit de buurt te plaatsen van plaatsen met hoge druk of grote impact om het risico op defecten te minimaliseren.

Het is ook belangrijk om secundaire gateverwijderingen te elimineren en gates in de dikste gebieden te plaatsen voor optimale vulling. In sommige gevallen zijn meerdere poorten nodig, afhankelijk van de grootte, geometrie en het type kunststof polymeer van het onderdeel.
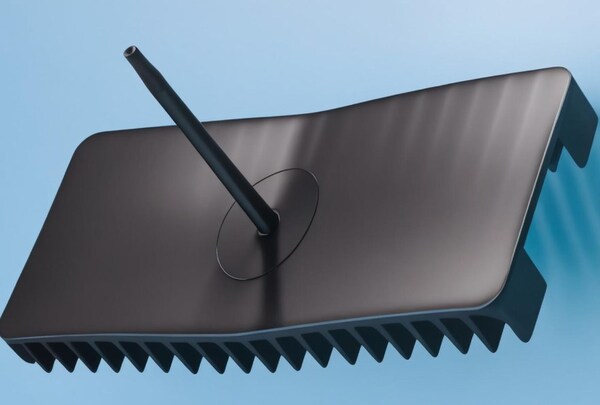
Bovenste naald
Dit is een belangrijk onderdeel van de spuitgietopstelling, die helpt om het onderdeel uit de matrijs te duwen nadat het voldoende is afgekoeld. Ze laten vaak sporen achter op de onderdelen. Daarom moet je ze ontwerpen op een vlak dat loodrecht staat op de bewegingsrichting van de pen.

De vorm van het werkstuk, de ontwerphoek, de wanddiepte en de wandtextuur bepalen het aantal en de positie van de pennen. Deze factoren beïnvloeden hoe de onderdelen aan de wand van de matrijs blijven kleven. Het materiaal dat je kiest, beïnvloedt ook de grootte en positie van deze pennen.
Voor harsen met een hogere viscositeit is bijvoorbeeld meer kracht nodig om ze eruit te krijgen. Ook voor zachtere kunststofpolymeren zijn bredere of meer pennen nodig om de kracht te verspreiden en vormfouten te voorkomen.

Bodemsnijden en schroefdraad
Ondersnijdingen en draden zijn holle of hangende kenmerken die het moeilijk maken om kunststofonderdelen met één ruk uit de matrijs te werpen. Het ontwerp moet ervoor zorgen dat de onderdelen met één trekbeweging in één richting kunnen worden uitgeworpen. Hierdoor blijven de spuitgietkosten lager. Daarom is het heel belangrijk om draden en insnijdingen te vermijden bij het ontwerpen van spuitgietonderdelen.
Om ondersnijdingen te voorkomen, kun je de vormen parallel aan de deellijn oriënteren en de lifters en geleiders in het ontwerp opnemen. Lifters helpen interne ondersnijdingen te verwijderen zonder trekkracht. Nadat de onderdelen zijn afgekoeld, kan de lifter schuin omhoog worden geduwd om de ondersnijding uit de matrijs te verwijderen. De schuif daarentegen gebruikt schuine pennen die verbonden zijn met de kernmal om externe ondersnijdingen te verwijderen.
Filet
Om beter te kunnen spuitgieten, wil je afgeronde vormen in plaats van scherpe hoeken en randen. Scherpe randen hebben meer druk nodig om te vullen, wat het onderdeel kan beschadigen en defecten kan veroorzaken wanneer je het uitwerpt. Afgeronde binnen- en buitenhoeken zorgen ervoor dat de kunststof beter vloeit, wat stress en barsten vermindert.

De straal van de binnenhoek moet minstens 50% van de aangrenzende wanddikte zijn. Aan de andere kant moet de buitenhoek 150% van de aangrenzende wanddikte zijn. Voor verticale elementen zoals uitsteeksels en snaps moet de basis cirkelvormig zijn. De straal van het uitsteeksel moet 25% van de aangrenzende wand zijn, met een minimumstraal van 0,381 mm (0,015 in).
Oppervlaktebehandeling
Kunststof onderdelen kunnen verschillende oppervlaktebehandelingen hebben die invloed hebben op hoe ze eruit zien, aanvoelen en aanvoelen. De juiste afwerking kiezen is belangrijk omdat het bepaalt welke gereedschappen en materialen je nodig hebt. Ruwe afwerkingen hebben meer trekkracht nodig en beïnvloeden welk materiaal je kunt gebruiken.

Misschien moet je nog iets aan het maloppervlak doen om het glad te krijgen. Alle kleine foutjes op het oppervlak van de mal zullen zichtbaar zijn op de onderdelen. Hoe meer je moet doen nadat de onderdelen uit de mal komen, hoe meer het kost en hoe langer het duurt om de mal te maken.
Materiaalkeuze
Als het gaat om spuitgietenJe kunt kiezen uit een heleboel verschillende kunststofharsen. Elk heeft zijn eigen unieke fysische en mechanische eigenschappen. Het materiaal dat je kiest heeft invloed op hoe goed je onderdelen werken in de echte wereld.

Wanneer je een materiaal kiest voor spuitgieten, moet je nadenken over hoeveel het materiaal zal krimpen, hoe je de onderdelen in elkaar gaat zetten en hoeveel het materiaal zal kosten.
De krimpsnelheid van materialen varieert afhankelijk van het type kunststof en de verwerkingsomstandigheden, wat de prestaties en geometrische vorm van de onderdelen kan beïnvloeden. Je moet ook rekening houden met het vermogen om te gaan met materiaalbehandeling en assemblageprocessen, zoals mechanisch bevestigen en lassen.

Hoewel de ideale eigenschappen van kunststof materialen cruciaal zijn, moet je ook rekening houden met de kosten voor de aankoop, verwerking en afwerking van kunststoffen om de productiekosten te minimaliseren.
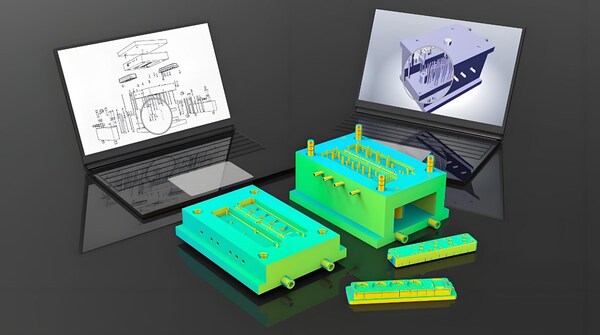
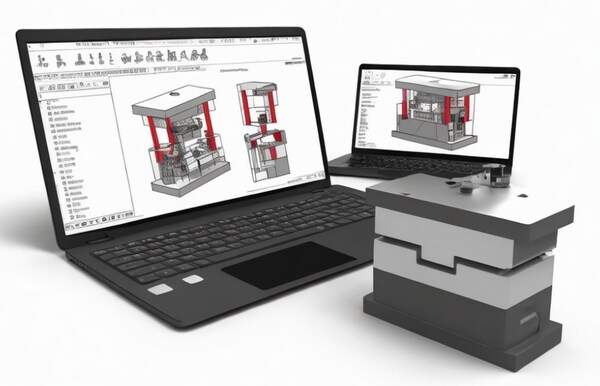
Richtlijnen voor het ontwerp van kunststof spuitgietmatrijzen
Het ontwerpen en maken van kunststof spuitgietmatrijzen is belangrijk in de wereld van kunststof onderdelen. Matrijsgereedschappen bepalen de vorm van kunststof onderdelen. Alle onderdelen van de matrijs moeten dus in de juiste conditie zijn om het spuitgieten soepel te laten verlopen.

Bijvoorbeeld, zoals je kunt zien, wanneer u van plan bent om spuitgieten mallen, begrijp je dat het belangrijkste punt is dat spuitgieten schimmel ontwerp is erg belangrijk, en het heeft de mogelijkheid om het ontwerp van het instrument te verbeteren, maar het heeft ook de mogelijkheid om problemen te voorkomen en de hoogste kwaliteit kwaliteit presenteren.
Hier zijn enkele dingen waar je aan moet denken bij het ontwerpen van het spuitgietproces.
Vormframe en holte-indeling
Matrijsgereedschap bestaat uit matrijsbodems, holtes, kerninzetstukken en andere onderdelen. De malbasis vormt de basis van de mal, terwijl de holte en kerninzetstukken het onderdeel vormgeven. Het ontwerp van de matrijsonderdelen beïnvloedt de nauwkeurigheid en consistentie van het vormproces.

De mal moet sterk en taai zijn, gemakkelijk te onderhouden en gemakkelijk uit elkaar te halen en weer in elkaar te zetten om te repareren en te onderhouden. Het gereedschap voor de mal moet heel zorgvuldig worden gemaakt, zodat de holte en de kern goed op elkaar aansluiten. Door de holte-indeling van het frame van de mal moet je ook bij de holle en kerninzetstukken kunnen komen om ze te repareren en te verzorgen. Hierdoor is de kans op problemen kleiner en worden de onderdelen beter.
Ontwerp koelsysteem
Het koelsysteem is van groot belang bij het ontwerpen van spuitgietmatrijzen. Het regelt de temperatuur van de matrijsholte en het kunststofmateriaal. Koelen is belangrijk omdat het de kunststof helpt stollen en krimp onder controle houdt.

Het koelsysteem is van groot belang bij het ontwerpen van spuitgietmatrijzen. Het regelt de temperatuur van de matrijsholte en het kunststofmateriaal. Koelen is belangrijk omdat het de kunststof helpt stollen en krimp onder controle houdt.
Het koelsysteem moet de hele matrijsholte gelijkmatig koelen. De koelkanalen moeten in de buurt liggen van gebieden met langere koeltijden zodat ze niet interfereren met de gating- en runnersystemen. Mechanische ingenieurs moeten ook het ontwerp optimaliseren om de kortst mogelijke cyclustijd te bereiken.

Stromingskanaal en deurontwerp
Het runner- en sprue-systeem is van groot belang bij het ontwerpen van spuitgietmatrijzen. Het regelt de stroom van gesmolten kunststof in de matrijsholte. De sprue is de ingang voor het kunststof in de matrijsholte en het runnersysteem leidt het kunststof naar de sprue. Het ontwerp van de gate- en runnersystemen beïnvloedt de efficiëntie van het spuitgietproces en de kwaliteit van het eindproduct.

De poort is belangrijk. Het moet de juiste grootte hebben, op de juiste plaats zitten en de juiste vorm hebben. Het moet het plastic helpen in de mal te stromen en geen problemen veroorzaken. Het runnersysteem is ook belangrijk. Het moet het plastic helpen in de mal te stromen en geen problemen veroorzaken.
Ontwerp lanceersysteem
Het uitwerpsysteem zorgt ervoor dat de onderdelen uit de matrijs komen. Bij het ontwerpen van het uitwerpsysteem moet je rekening houden met de vorm van de onderdelen, hoeveel ondersnijdingen je hebt en hoe stijf de onderdelen zijn. Je kunt uitwerppennen, hulzen of hydraulische uitwerpsystemen gebruiken om ervoor te zorgen dat je de onderdelen niet beschadigt wanneer je ze uitwerpt.

Je moet er ook voor zorgen dat het uitwerpsysteem sterk genoeg is om de onderdelen uit de mal te duwen. Je moet ook nadenken over waar het injectiesysteem zich bevindt ten opzichte van het sprue- en runnersysteem, zodat je geen interferentie hebt.
Matrijsmaterialen en oppervlaktebehandeling
De materialen die je gebruikt in je matrijs hebben invloed op hoe lang ze meegaan en hoe goed je onderdelen eruit zien. Je wilt materialen die tegen hitte kunnen, die warmte goed geleiden en die niet slijten. Door de juiste materialen te kiezen, kunt u sneller onderdelen maken, gaan uw mallen langer mee en maakt u betere onderdelen.

Elke matrijs is anders en daar moet tijdens de verwerking goed over worden nagedacht. De gebruikte materialen moeten nauwkeurig worden bewerkt om oppervlaktedefecten te voorkomen die kunnen overgaan op de gegoten onderdelen.
Het is erg belangrijk om de zichtbare sporen die de frezen achterlaten op het matrijsoppervlak te verwijderen door extra precisiebewerkingen, zoals zandstralen of polijsten. De mate van precisiebewerking die nodig is, heeft invloed op de kosten en tijd van het matrijsbewerkingsproces.

Kwaliteitscontrole van spuitgietprocessen
Spuitgieten is een uiterst precieze en efficiënte methode om kunststof onderdelen te maken. Om kunststofproducten van hoge kwaliteit te garanderen, moet tijdens het hele productieproces een strikte procescontrole worden toegepast. Voordat we ingaan op de kritische stappen voor het implementeren van procescontrole bij spuitgieten, schetsen we eerst kort het spuitgietproces.
Overzicht van het spuitgietproces
Spuitgieten is het proces waarbij kunststof polymeren worden gesmolten en vervolgens onder druk in een matrijs stollen om het onderdeel vorm te geven. Deze continue cyclus omvat vele stappen. Na het verwarmen van de kunststof gaat de poort open wanneer de juiste druk op de matrijs wordt uitgeoefend. Vervolgens wordt de gesmolten kunststof in de matrijs geïnjecteerd.
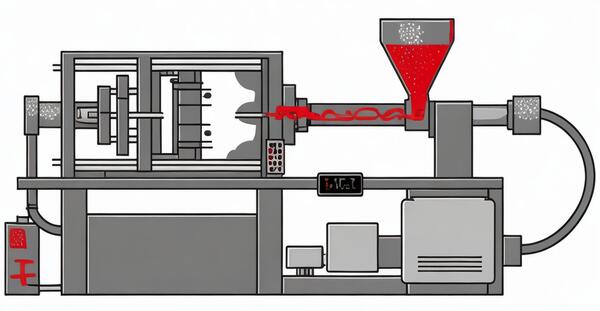
Zodra de gesmolten hars het einde van het vat bereikt, sluit de deur. Dan worden de twee delen van de mal tegelijkertijd gesloten en bij elkaar gehouden door de klemdruk. Na de drukfase trekt de schroef zich terug en koelen de delen af in de mal. Nadat de onderdelen zijn afgekoeld, gaat de mal open en duwt de uitwerppen of bovenplaat de onderdelen naar buiten. De afgewerkte onderdelen zijn dan klaar voor precisiebewerking.
Laten we daarom eens kijken naar de verschillende aspecten van procesbesturing bij het spuitgieten:
Machineselectie en -instellingen
Door de juiste spuitgietmachine te kiezen en goed in te stellen, kun je het proces onder controle houden en telkens weer goede onderdelen maken.

Overweeg de volgende factoren
Sluitkracht: Als je aan spuitgieten doet, moet je ervoor zorgen dat de machine voldoende vergrendelkracht heeft om de matrijs samen te houden.
Grootte injectie-eenheid: De injectie-eenheid moet groot genoeg zijn om je genoeg kunststof te geven om de matrijs te vullen zonder deze te over- of onder te vullen.
Schroeftype en -grootte: De schroef moet zorgen voor een goede smeltkwaliteit en doorstroomsnelheid. De schroefdiameter moet ook zorgen voor de juiste hoeveelheid kunststof en smeltdichtheid.

Temperatuurafwijking: De machine moet een goede temperatuurregeling hebben om de temperatuur overal in de matrijs gelijk te houden.
Materiaalverwerking: De machine moet ook een goed materiaalbehandelingssysteem hebben dat materialen uit de opslagruimte kan verplaatsen zonder ze vuil te maken.Over het algemeen moet er ruimte zijn om belangrijke procesdingen bij te houden, zoals temperatuur, druk en hoe lang het duurt. Mechanische ingenieurs moeten in staat zijn om te zien of er iets verandert en dit meteen te repareren zodat het eindproduct geen problemen heeft.

Procesparameters en optimalisatie
Om het spuitgietproces onder controle te houden, moet je een heleboel verschillende dingen in de gaten houden om de beste resultaten te krijgen. Hier zijn enkele van de belangrijkste dingen waar je op moet letten:
Injectiedruk en -snelheid: Deze twee dingen bepalen hoe snel het gesmolten plastic in de mal komt. Je wilt dat de druk hoog genoeg is om de mal volledig te vullen, maar niet zo hoog dat het flashing of kromtrekken veroorzaakt. Je wilt er ook voor zorgen dat het plastic zo snel mogelijk in de mal komt zonder dat het gaat knoeien.

Injectietemperatuur: De temperatuur van de injectie beïnvloedt het vloeien en de viscositeit van de kunststof. De kunststof moet worden verwarmd tot het smeltpunt en tijdens het injectieproces op een constante temperatuur worden gehouden. Mechanici kunnen thermokoppels gebruiken om de temperatuur op verschillende punten in de matrijsholte te controleren en te regelen.
Druk en tijd: De houddruk moet kunnen voorkomen dat het materiaal terugstroomt in het injectieapparaat. De isolatietijd moet het kunststofmateriaal volledig laten afkoelen en stollen. De tijd hangt af van de wanddikte en de complexiteit van de onderdelen.

Afkoeltijd: De keuze van de koeltijd moet gebaseerd zijn op de thermische eigenschappen van het materiaal en de wanddikte van het onderdeel. Thermokoppels kunnen ook helpen om de koeltijd te controleren. Mechanische ingenieurs kunnen de tijd aanpassen door de lay-out van het koelkanaal te veranderen of het kanaal groter te maken.
Lancering: Het uitwerpsysteem moet ervoor zorgen dat onderdelen en mallen niet beschadigd raken door ze soepel en consistent uit te werpen. De kracht van de duw moet ook afhangen van hoe groot en ingewikkeld de onderdelen zijn.

Kwaliteitscontrole en inspectie
Kwaliteitscontrole en inspectie zijn belangrijk om ervoor te zorgen dat de spuitgietproducten goed zijn. Er zijn verschillende dingen die we doen, zoals controleren of het proces goed is, naar de onderdelen kijken om te zien of ze er goed uitzien en de onderdelen testen om te zien of ze goed werken. We doen deze dingen om uit te zoeken waardoor de onderdelen niet goed zijn en om het proces te verbeteren.

Een goede kwaliteitscontrole is belangrijk om ervoor te zorgen dat de spuitgietproducten vrij zijn van defecten en oppervlakteproblemen en voldoen aan de juiste toleranties en functionele vereisten. Je moet regelmatig kwaliteitscontroles en inspecties uitvoeren om ervoor te zorgen dat de onderdelen voldoen aan de juiste kwaliteits-, veiligheids- en prestatienormen.
Veelvoorkomende problemen en oplossingen bij het spuitgieten van kunststof
Spuitgietdefecten kunnen voorkomen bij het maken van onderdelen en ze kunnen de functionaliteit van het product direct beïnvloeden. Deze defecten kunnen worden veroorzaakt door een heleboel verschillende dingen, zoals de spuitgietparameters en het materiaal dat je gebruikt.

Maar u kunt ontwerpfouten voorkomen door het gietproces aan te passen. Soms moet u de matrijs opnieuw ontwerpen of nieuwe productieapparatuur aanschaffen om het probleem op te lossen.
Laten we eens kijken naar enkele veelvoorkomende problemen bij het spuitgieten en hoe we ze kunnen oplossen.
Krimp en kromtrekken
Krimpsporen zijn een type spuitgietfout die verschijnen als kleine depressies op het oppervlak van het spuitgietproduct. Ze worden meestal veroorzaakt door het krimpen van interne kenmerken van het spuitgietproduct, waardoor materiaal van buiten naar binnen zakt.
Warping is een ongewenste buiging en verdraaiing van spuitgietproducten door ongelijkmatige interne krimp tijdens het afkoelingsproces. Hierdoor ontstaat een ongelijke druk op verschillende delen van het spuitgietproduct. Deze spanning zorgt ervoor dat het onderdeel buigt en verdraait wanneer het afkoelt. Je kunt dit zien bij onderdelen die plat zouden moeten zijn, maar die kieren vertonen als ze op een plat oppervlak worden geplaatst.
Reden
Superhoge smelt- of matrijstemperatuur; Superlage houd- of injectiedruk; Defecten in het ontwerp van de matrijsstructuur; Niet genoeg isolatie of koeltijd en -druk.

Oplossing
Zorg ervoor dat je het langzaam en lang afkoelt zodat het van binnen niet helemaal gestrest raakt; Zorg ervoor dat de wanden allemaal even dik zijn zodat het plastic in één richting door de mal kan stromen; Houd het naar beneden en koel het af zodat de buitenkant van het onderdeel koud wordt; Maak de mal of het plastic kouder.
Vliegende randen en hechting van onderdelen
Als je dunne lijnen extra materiaal ziet aan de randen van je onderdeel, dan heet dat knipperen. Dit gebeurt wanneer een deel van het materiaal naar een plek gaat waar het niet hoort. Flashing is een klein probleem, maar als het ervoor zorgt dat je onderdeel niet goed werkt, is het een groot probleem.

Als je onderdeel aan de mal blijft plakken en je krijgt het er niet meer uit, dan heet dat onderdeelhechting.
Reden
Slecht ontwerp en slechte controle van het uitlaatsysteem; Niet genoeg klemkracht; Slecht matrijsontwerp en slechte matrijscondities; Te hoge injectiedruk of te hete matrijs; Niet genoeg lossingsmiddel; Niet genoeg tijd om af te koelen.

Oplossing
Zorg ervoor dat de uitlaatpassage goed is; klem de plaat stevig vast zodat er geen kieren zijn; maak de mal opnieuw zodat het gesmolten materiaal soepel stroomt en er genoeg lucht is; zet de mal goed vast met het juiste materiaal zodat het loskomt; zorg dat de injectiedruk, maltemperatuur en koeltijd goed zijn voor het materiaal dat je gebruikt.
Kort schot en brandplekken
Als het gesmolten materiaal niet de hele mal kan vullen, krijg je een short shot. Dat betekent dat het onderdeel niet compleet is als het afkoelt en je het uit de mal haalt. Short shots zijn slecht omdat ze het uiterlijk en de werking van het onderdeel kunnen verpesten.

Brandvlekken zijn zwarte roestvlekken op het oppervlak of de randen van het onderdeel. Meestal zijn ze niet schadelijk voor het onderdeel, maar ze kunnen een groot probleem vormen als ze door het onderdeel heen branden en ervoor zorgen dat het minder goed werkt.
Reden
Niet genoeg druk; Lucht komt vast te zitten en stopt het stromen van het plastic; Gebruik materialen die erg dik zijn; Het poort- en runnersysteem is verkeerd ontworpen; De temperatuur is te hoog.

Oplossing
Open meer openingen of voeg meer openingen toe om te zorgen voor een betere ontluchting; Gebruik voldoende matrijstemperatuur om te voorkomen dat het materiaal te snel en ongelijkmatig afkoelt; Verlaag de injectiesnelheid om de kans op het insluiten van lucht te verkleinen; Verhoog de injectiesnelheid en druk of gebruik dunnere onderdelen om het materiaal beter te laten vloeien.
Luchtgaten en kieren
Luchtzakken zijn een van de ernstigste problemen in spuitgieten. Ze zien eruit als ingesloten lucht of bellen in gegoten onderdelen. Deze ingesloten bellen kunnen structurele en cosmetische problemen veroorzaken. Als de oorspronkelijke lucht in de mal heet en samengedrukt genoeg wordt, zal het exploderen en de gegoten onderdelen en mal beschadigen.

Vacuüminsluitingen zijn luchtbellen in spuitgietproducten. Fabrikanten noemen deze problemen soms luchtzakken. Hoewel kwaliteitscontroleurs zeggen dat luchtbellen kleine problemen zijn, kunnen meer luchtbellen de spuitgietproducten verzwakken.
Reden
De mal is slecht geventileerd; de holte van de mal is niet gelijkmatig gevuld; lucht wordt ingesloten en samengeperst, waarna het gaat ontsteken; de druk in de mal is niet voldoende; het materiaal heeft grote dichtheidsverschillen, waardoor er gemakkelijk holtes ontstaan.

Oplossing
De matrijstemperatuur verhogen; het runnersysteem en de positionering van de poorten herwerken of aanpassen; materialen met een lagere viscositeit gebruiken om de vorming van bellen te vermijden; de cyclustijd laag houden om te vermijden dat ingesloten lucht wordt samengeperst en ontbrand; de injectiedruk opvoeren en de ingesloten lucht in de matrijsholte verwijderen.
Mismatch en afwijking van de deellijnen
Verkeerde deellijnen zijn een probleem als de twee helften van de mal niet goed op elkaar aansluiten. Hierdoor kunnen naden of kieren zichtbaar worden op de deellijn van het spuitgietproduct. Wanneer gegoten onderdelen tijdens het afkoelen buigen of vervormen, wordt dit doorbuiging genoemd. Beide problemen kunnen ervoor zorgen dat onderdelen niet voldoen aan de specificaties, waardoor meer onderdelen worden weggegooid en minder wordt gemaakt.

Reden
De klemkracht is niet gelijkmatig; onderdelen van de mal veranderen van grootte; injectiedruk en -temperatuur zijn te hoog; de mal zet uit als hij heet is; de mal heeft niet genoeg tijd om af te koelen.
Oplossing
Zorg ervoor dat de matrijs goed vastgeklemd en uitgelijnd is; houd de matrijs op een constante temperatuur tijdens het hele spuitgietproces; optimaliseer de spuitgietinstellingen voor de materialen die je gebruikt; een warmtebehandeling na het spuitgieten kan de spanning helpen verminderen.

Conclusie
Spuitgieten is een veelzijdige en efficiënte technologie waarmee je hoogwaardige kunststofonderdelen op maat kunt maken voor verschillende industrieën. Zonder de richtlijnen voor het spuitgieten te volgen, is het proces echter onvolledig. Dit artikel geeft je een uitgebreid inzicht in wat je nodig hebt en hoe je het proces kunt voltooien.
De ontwerpregels voor spuitgieten die in dit artikel worden besproken, helpen je om het proces te optimaliseren, een rendabele productie te garanderen en de cyclustijd te verkorten. De kosten van ontwerpfouten zijn hoog. Neem nu contact op met Zetar Mold voor meer informatie over uw spuitgieten ontwerp. We staan altijd klaar om je te helpen betere resultaten te behalen.






