 Overslaan naar inhoud
Overslaan naar inhoud 







Stap 1: Materiaalkeuze en voorbereiding:
Het juiste PA-materiaal kiezen is de eerste stap in het spuitgietproces. Verschillende soorten PA-materialen, zoals PA6, PA66 en PA12, hebben een verschillende temperatuurbestendigheid, chemische weerstand, slagvastheid en vloeibaarheid. Kies het materiaal dat past bij uw specifieke toepassing. Bovendien zijn PA-materialen zeer hygroscopisch, dus moeten ze voor het spuitgieten worden gedroogd om ervoor te zorgen dat het vochtgehalte lager is dan 0,3%. Voor PA6 wordt vacuüm drogen bij 105 °C gedurende 8 uur aanbevolen. PA66 moet 12 uur vacuüm worden gedroogd bij 105 °C. Voor PA12 is drogen bij 85°C gedurende 4-5 uur voldoende. Indien nodig kunnen additieven zoals kleurstoffen, slagvastheidsverbeteraars of vlamvertragers in het PA-materiaal worden opgenomen, voor een gelijkmatige verdeling en een optimale productkwaliteit.

Stap 2: Instellen van de spuitgietmachine:
Bij het instellen van de spuitgietmachine is het belangrijk om de temperatuur, druk en injectiesnelheid aan te passen aan het gebruikte PA-materiaal. Voor PA6 moet de smelttemperatuur tussen 230°C en 280°C liggen en voor PA66 tussen 260°C en 290°C. Voor PA12 moet de smelttemperatuur tussen 240 en 300 °C liggen, maar niet hoger dan 310 °C. De injectiedruk voor PA6 en PA66 ligt gewoonlijk tussen 750 en 1250 bar, terwijl de maximale injectiedruk voor PA12 kan oplopen tot 1000 bar. De injectiesnelheid is meestal hoog, maar voor glasgevulde materialen moet deze iets worden verlaagd om materiaaldegradatie te voorkomen. Om consistente resultaten van hoge kwaliteit te bereiken, is het cruciaal dat de machine correct gekalibreerd is.
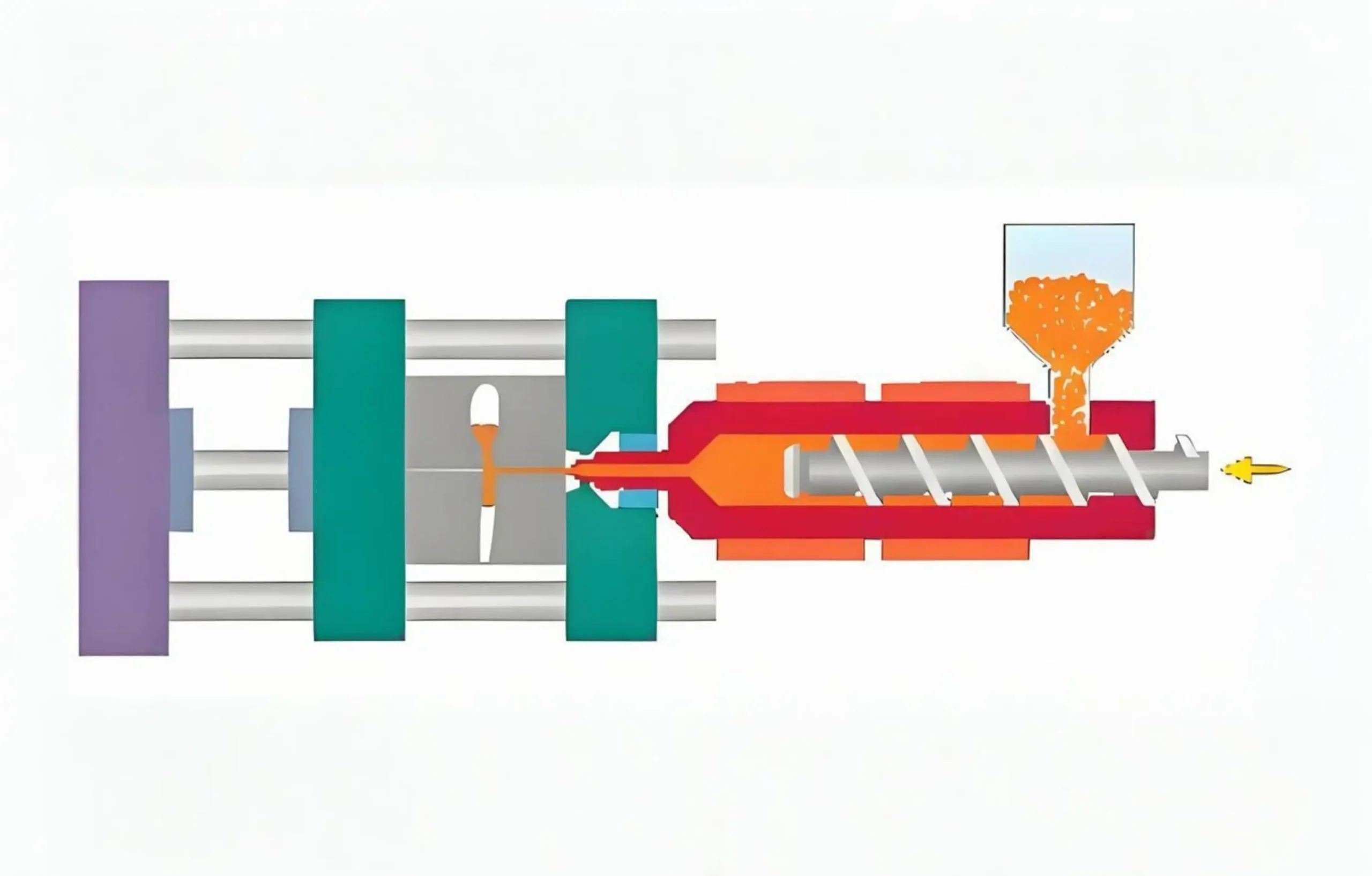
Stap 4: Spuitgietproces:
Het spuitgietproces begint met het sluiten van de matrijs om een goede uitlijning en afdichting te garanderen. Vervolgens wordt het gesmolten PA-materiaal onder gecontroleerde druk in de matrijsholte gespoten. Om de matrijsholten volledig te vullen, moet de injectiedruk constant worden gehouden. Tijdens het injecteren wordt de injectiesnelheid zorgvuldig geregeld om defecten zoals luchtbellen of onvolledige vulling te voorkomen. Na het injecteren wordt een houddruk toegepast om te compenseren voor materiaalkrimp tijdens het afkoelen en om de dichtheid en maatvastheid van het product te garanderen. De inhoudtijd is meestal kort, ongeveer 3-5 seconden. Het afkoelproces duurt over het algemeen 10 tot 30 seconden, afhankelijk van de dikte van het onderdeel en het specifieke PA-materiaal dat wordt gebruikt. Zodra het product is afgekoeld en gestold, gaat de matrijs open en wordt het onderdeel uit de holte geworpen.
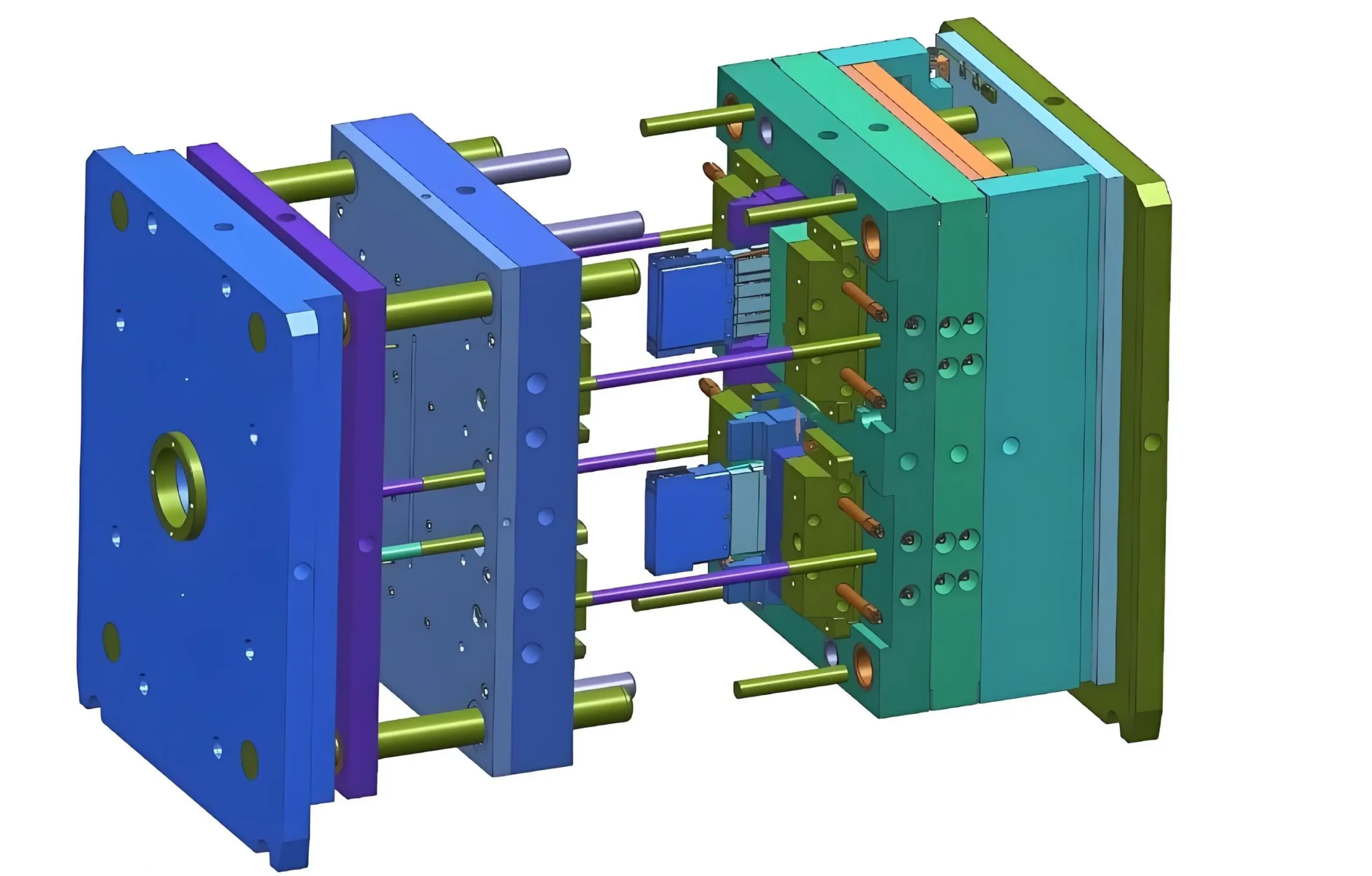
Stap 3: Vormontwerp:
Het ontwerp van de matrijs is essentieel voor het succes van het spuitgietproces. Het juiste ontwerp van de gate- en runnersystemen is essentieel voor een gelijkmatige vulling van de matrijsholte. Voor PA6 mag de poortdiameter niet kleiner zijn dan 0,5 keer de dikte van het kunststofdeel. Voor PA12 moet de runnerdiameter voor ongevulde materialen ongeveer 30 mm zijn, terwijl voor gevulde materialen een grotere runnerdiameter van 5-8 mm nodig is. De vorm van de runner moet cirkelvormig zijn en de injectiepoort moet zo kort mogelijk zijn om materiaalverlies te minimaliseren. De matrijstemperatuur moet ook worden aangepast aan het gebruikte materiaal. Voor PA6 wordt de matrijstemperatuur meestal ingesteld tussen 80°C en 90°C en voor PA66 meestal rond 80°C. Voor PA12 kan de matrijstemperatuur variëren van 30 °C tot 100 °C, afhankelijk van of het materiaal ongevuld of gevuld is.

Stap 5: Post-Molding Operaties:
Na het gieten zijn extra nabewerkingsstappen nodig. Deze kunnen bestaan uit bijsnijden, ontbramen of polijsten om overtollig materiaal, uitvloeiing of oppervlaktedefecten te verwijderen, waardoor het uiterlijk en de functionaliteit van het onderdeel verbeteren. Sommige PA-onderdelen moeten ook worden gegloeid of geconditioneerd om de taaiheid en maatvastheid te verbeteren. Gloeien houdt in dat het onderdeel wordt verwarmd tot een temperatuur die iets onder het smeltpunt van het materiaal ligt en dat het enige tijd op die temperatuur wordt gehouden. Bij conditioneren wordt het onderdeel blootgesteld aan een vochtige omgeving zodat het vocht kan absorberen, wat de prestaties kan verbeteren. Deze behandelingen na het gieten zorgen ervoor dat het eindproduct voldoet aan de kwaliteitsnormen en presteert zoals verwacht in de toepassing.

Stap 6: Kwaliteitscontrole en verpakking:
In de kwaliteitscontrolefase worden onderdelen geïnspecteerd op defecten en gecontroleerd op dimensionale, esthetische en mechanische vereisten. Precisiemeetinstrumenten zoals coördinatenmeetmachines (CMM) worden vaak gebruikt om ervoor te zorgen dat onderdelen voldoen aan de gespecificeerde toleranties. Mechanische tests zoals treksterkte of schokbestendigheid kunnen ook worden uitgevoerd om de duurzaamheid en prestaties van de onderdelen te controleren. Zodra de onderdelen door de inspectie komen, worden ze op de juiste manier verpakt om ze te beschermen tegen schade of verontreiniging tijdens transport en opslag. De juiste verpakking zorgt ervoor dat het product zijn kwaliteit en integriteit behoudt totdat het de klant bereikt.






Motoronderdelen:
PA wordt gebruikt om onderdelen zoals inlaatspruitstukken te maken. De hoge temperatuurbestendigheid en mechanische sterkte zorgen voor stabiliteit en duurzaamheid in de zware motoromgeving. In vergelijking met traditionele metalen inlaatspruitstukken verminderen PA-spruitstukken door spuitgieten het gewicht, waardoor het brandstofverbruik en de prestaties van het voertuig verbeteren.

Auto-interieurs:
PA wordt gebruikt voor de productie van onderdelen zoals stoelverstellers, deurgrepen en dashboardonderdelen. De uitstekende slijtvastheid en oppervlakteafwerking maken het ideaal voor veelgebruikte en zichtbare onderdelen, zoals stoelverstellers, die bestand moeten zijn tegen herhaalde mechanische belastingen.
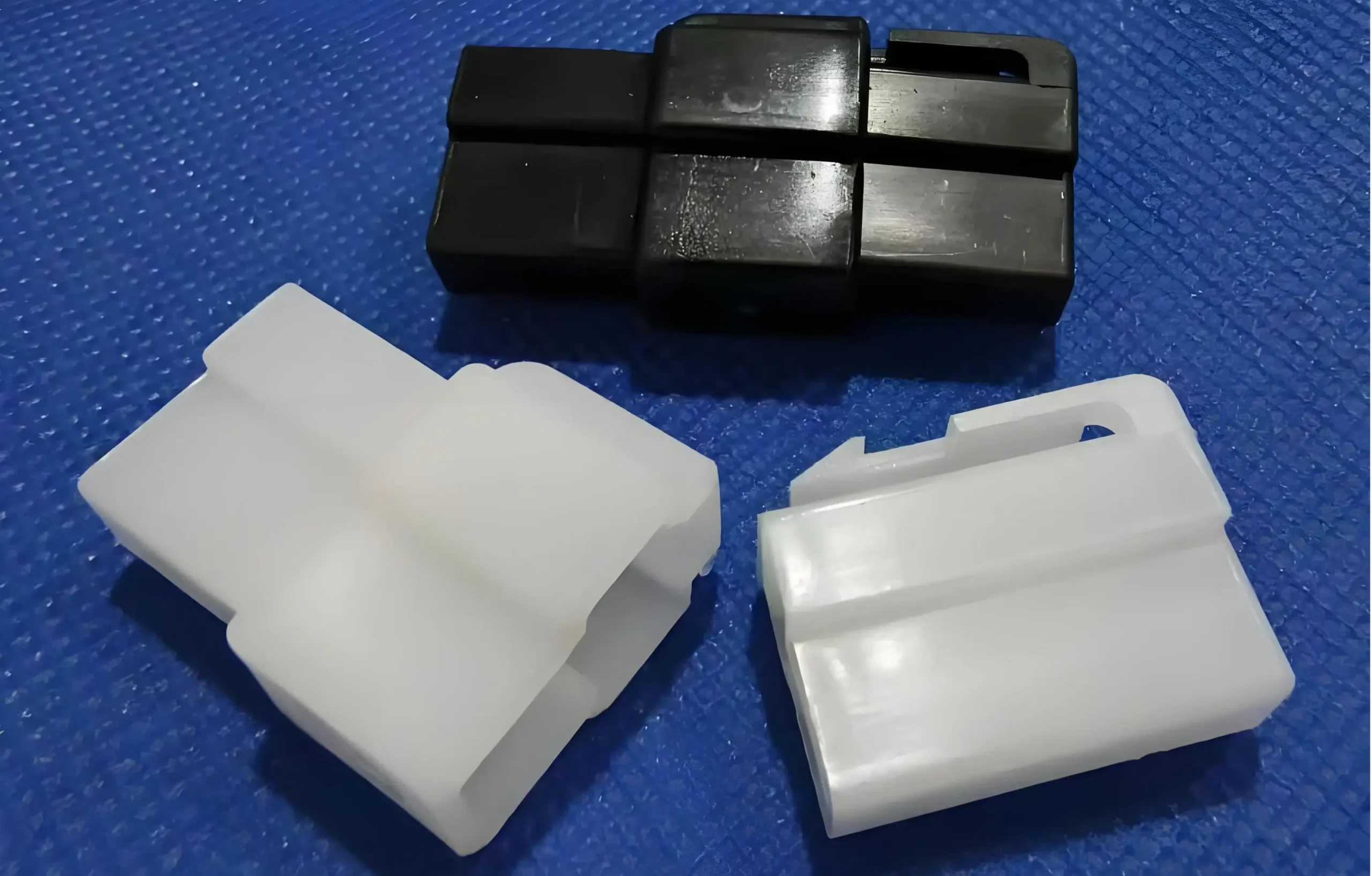
Aansluitingen:
PA-spuitgietconnectoren bieden uitstekende elektrische isolatie-eigenschappen en mechanische stabiliteit en zorgen voor betrouwbare verbindingen in elektronische apparaten zoals computers, mobiele telefoons en huishoudelijke apparaten. Het nauwkeurige spuitgietproces ondersteunt miniaturisatie en connectorontwerpen met hoge dichtheid.

Behuizingen van elektronische apparatuur:
PA wordt gebruikt voor de behuizing van consumentenelektronica zoals camera's en elektrisch gereedschap. De slagvastheid en chemische weerstand beschermen de interne componenten tegen fysieke schade en corrosie.

Speelgoed:
PA-spuitgegoten speelgoed, zoals actiefiguren en speelgoedvoertuigen, is duurzaam en bestand tegen ruw spel. De flexibiliteit en taaiheid van het materiaal verminderen breuk, waardoor speelgoed langer meegaat.

Huishoudelijke artikelen:
PA wordt gebruikt in producten als bezemsteel, stofzuigeronderdelen en keukengerei. De slijtvastheid en het schoonmaakgemak maken deze artikelen praktischer, zoals keukengerei dat bestand is tegen krassen en vlekken.
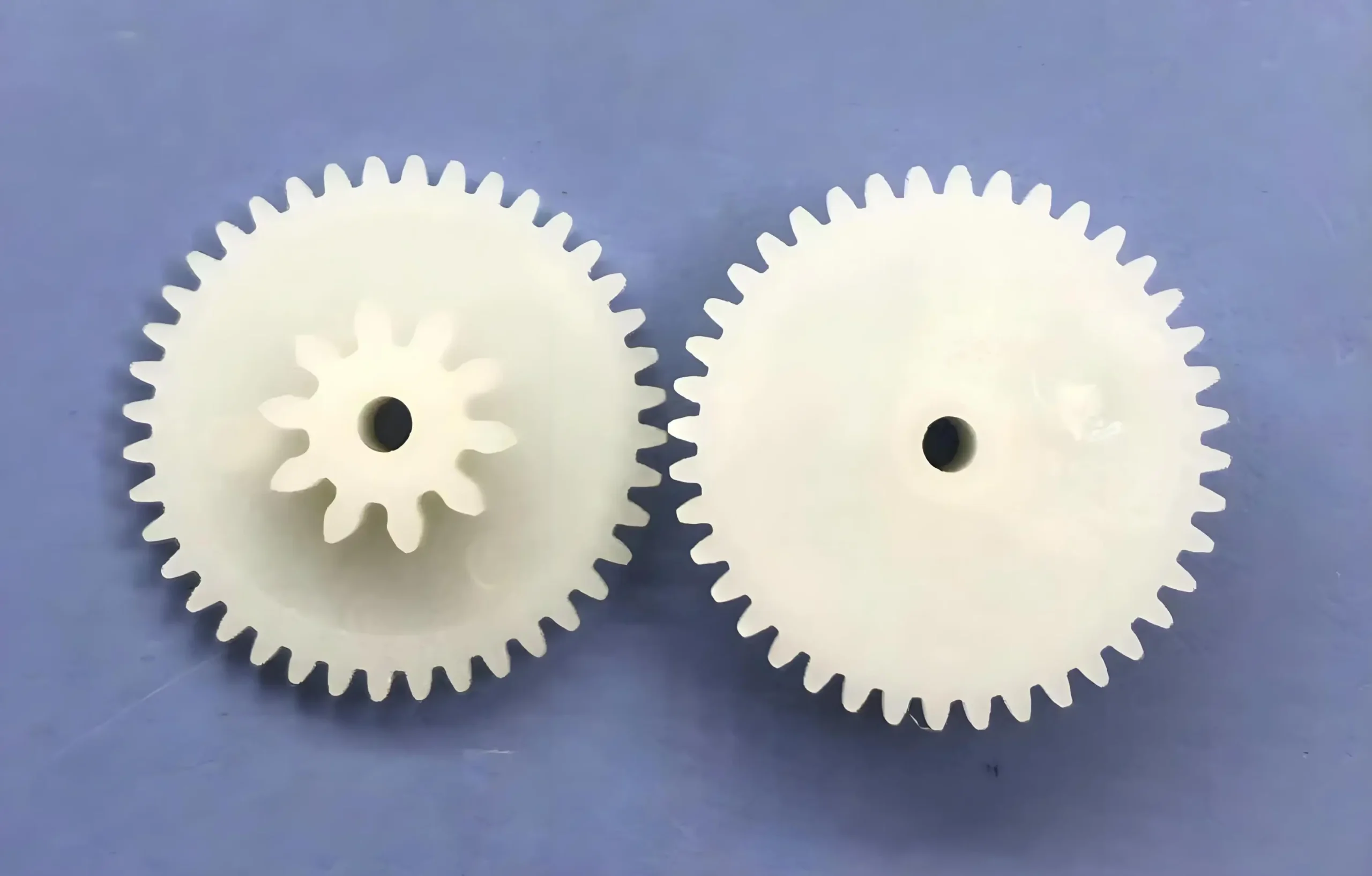
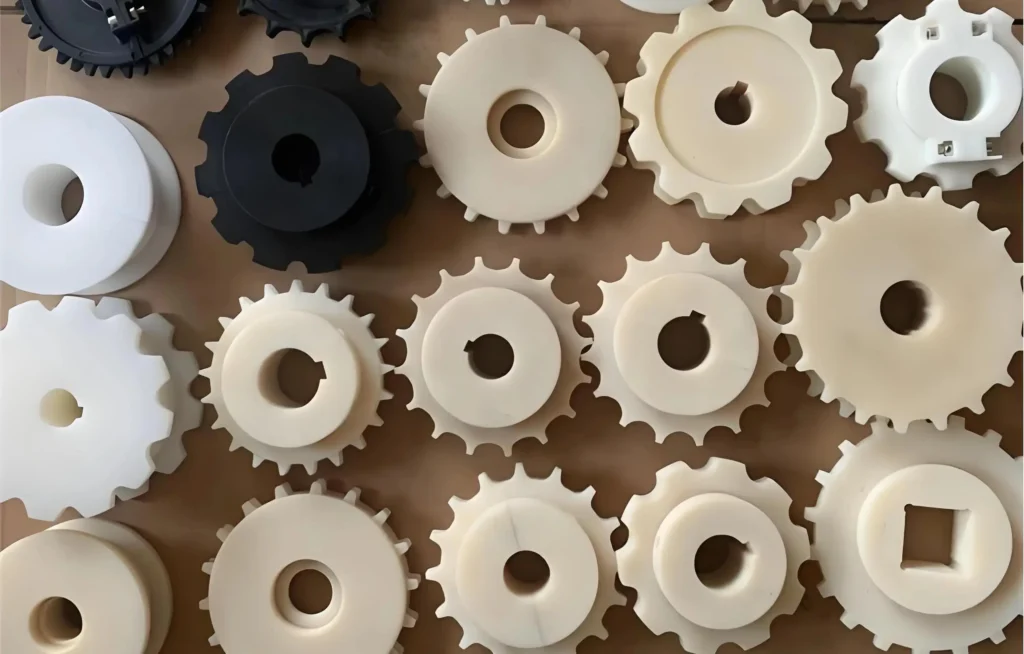
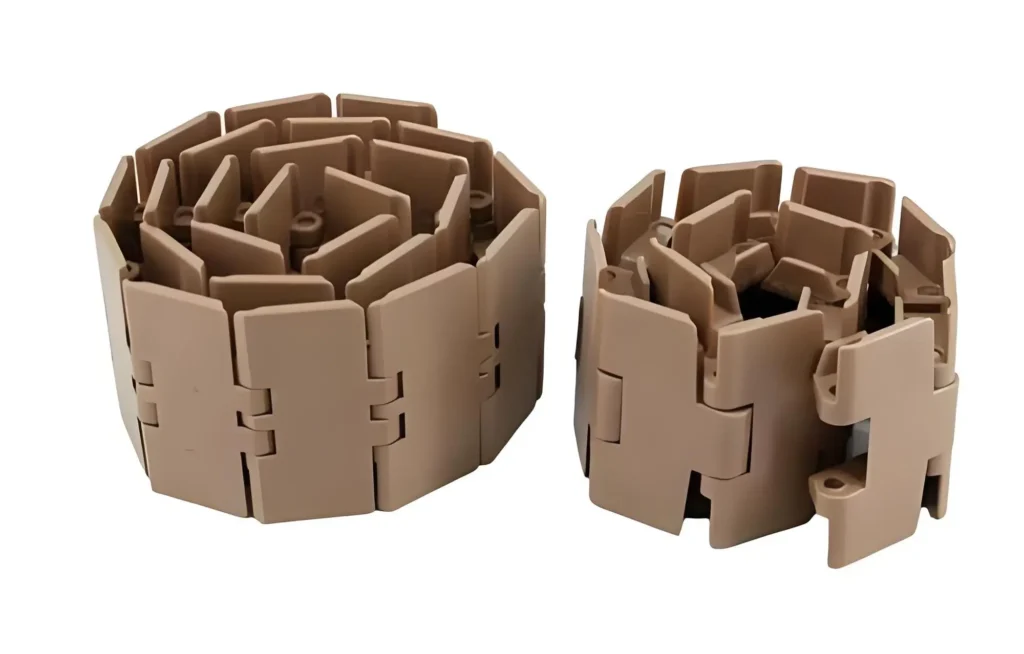
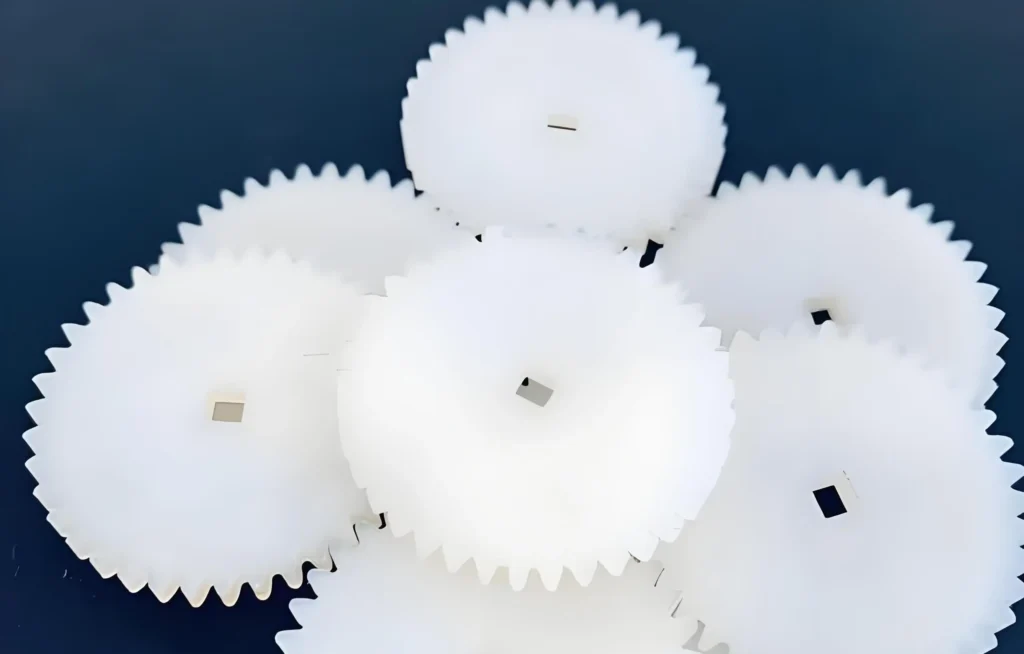
Lagers en tandwielen:
PA spuitgegoten lagers en tandwielen worden gebruikt in lichte mechanische apparatuur. Hun zelfsmerende eigenschappen verminderen wrijving en slijtage, waardoor de efficiëntie en levensduur van apparatuur zoals transportbandsystemen verbetert.

Industriële containers en fittings:
PA wordt gebruikt om opslagtanks, buizen en fittingen voor chemische fabrieken te maken. De chemische bestendigheid zorgt ervoor dat deze containers veilig diverse chemicaliën kunnen opslaan zonder af te breken.

PA wordt gebruikt voor de productie van chirurgische instrumenten, prothesen en behuizingen voor medische hulpmiddelen. De biocompatibiliteit en steriliseerbaarheid voldoen aan de strenge eisen van medische toepassingen, waardoor het geschikt is voor zeer nauwkeurige en hygiënische apparaten.

De luchtvaartindustrie gebruikt PA voor onderdelen zoals structuurpanelen en interieuronderdelen. De hoge sterkte-gewichtsverhouding en duurzaamheid maken het ideaal voor de veeleisende omstandigheden in de ruimtevaart.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

