 Overslaan naar inhoud
Overslaan naar inhoud 

Wapening is een essentieel onderdeel van kunststof onderdelen. Versterking is effectief als een "I"-vorm en verhoogt de stijfheid en sterkte van het product zonder de oppervlakte van het product aanzienlijk te vergroten, maar zonder de "I"-vorm zou de omgekeerde structuur moeilijk te gieten zijn, vooral voor kunststof producten die vaak onderhevig zijn aan druk, torsie en buigen.
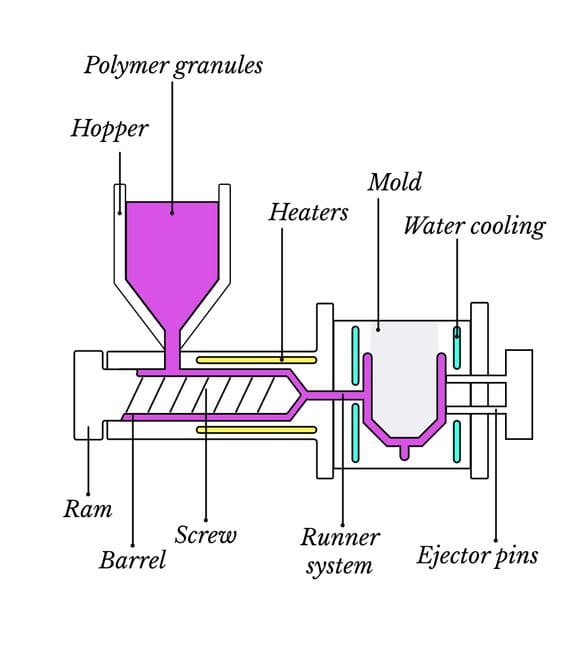
Daarnaast kan de wapening ook fungeren als een interne loper om te helpen bij het vullen van de spuitgietvorm holte, wat erg handig is om de kunststof in het vertakkingsgedeelte van het onderdeel te laten vloeien.
Wapening wordt over het algemeen geplaatst aan de niet-contactzijde van het kunststof product en de richting van de extensie moet de richting van de maximale spanning en maximale doorbuiging van het product volgen. De plaats van de wapening is ook onderhevig aan enkele productieoverwegingen, zoals holtevulling, krimp en ontvormen.
De lengte van de versterking kan gelijk zijn aan de lengte van het product, met beide uiteinden bevestigd aan de buitenwand van het product, of kan slechts een deel van het product beslaan om de stijfheid van een deel van het product gedeeltelijk te verhogen.
Als de wapening niet aan de buitenwand van het product is bevestigd, mag het eindgedeelte niet abrupt worden beëindigd, maar moet het geleidelijk in hoogte worden teruggebracht totdat het is voltooid, waardoor de problemen van luchtinsluiting, ondervulling en schroeiplekken, die vaak voorkomen in onvoldoende geventileerde of gesloten locaties, worden verminderd.
De eenvoudigste vorm van de wapening is een rechthoekige kolom die aan het oppervlak van het product wordt bevestigd, maar om te voldoen aan bepaalde productie- of structurele overwegingen, moeten de vorm en de grootte van de wapening worden gewijzigd.
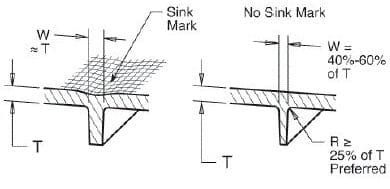
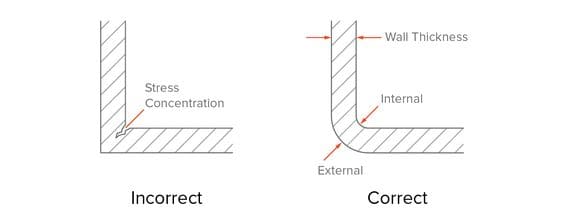
De onderkant van de wapening moet afgerond zijn om overmatige spanningsconcentratie te voorkomen. De afgeronde scherpe hoeken geven het stroomkanaal ook een geleidelijke vorm om de holte soepeler te vullen.
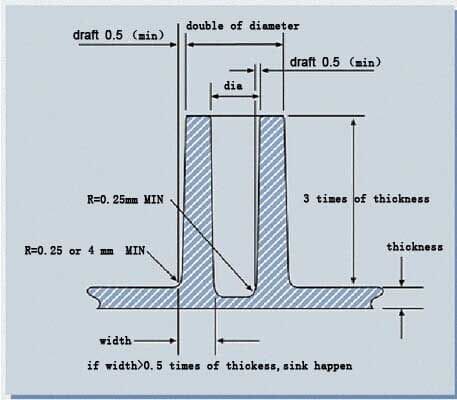
Als de breedte van de onderkant van de wapening wordt gehalveerd ten opzichte van de dikte van het product (Figuur b), wordt de toename in dikte ten opzichte van de positie gereduceerd tot ongeveer 20% en wordt de kans op krimp sterk verminderd.
Dit leidt tot het gebruik van twee of meer korte wapeningsstaven in plaats van het gebruik van één hoge wapeningsstaaf, maar bij het gebruik van meerdere wapeningsstaven moet de afstand tussen de wapeningsstaven groter zijn dan de dikte van de aangrenzende buitenwand.
De vorm van de wapeningsstaven is over het algemeen dun en lang en het algemene ontwerp van de wapeningsstaven illustreert de basisprincipes van het ontwerpen van wapeningsstaven.
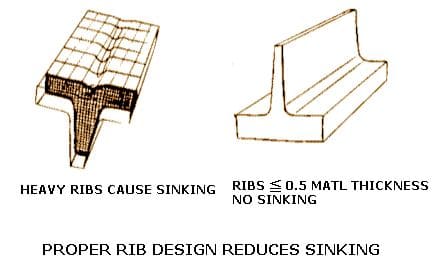
Merk op dat een te dik wapeningsontwerp waarschijnlijk krimppatronen, holtes, vervorming doorbuiging, knelpatronen en andere problemen zal produceren, die ook de productiecyclus zullen verlengen en de productiekosten zullen verhogen.

De rol van kunststof versterking
Versterking is een onmisbaar onderdeel van de functie van spuitgegoten kunststof onderdelen.
(1) De sterkte en stijfheid van het product verbeteren zonder de wanddikte van het kunststofproduct te vergroten om verspilling van kunststof in het product te voorkomen. spuitgieten proces, het gewicht verhogen en de kosten verlagen.
(2) Het kan de vervorming en vervorming van de producten beperken die worden veroorzaakt door de ongelijke kracht die wordt veroorzaakt door het verschil in wanddikte van plastic flessen.
(3) Vergemakkelijk de activiteit van plastic smelt en zorg voor kanalen voor smeltvulling in sommige dunne wand spuitgegoten plastic onderdelen van de plastic fles.
Factoren waarmee rekening moet worden gehouden bij het ontwerp van kunststofwapening
(1) Het ontwerp van de wapening is ook gerelateerd aan het gebruikte kunststofmateriaal. Vanuit productieoogpunt hebben de fysische eigenschappen van het materiaal, zoals de viscositeit van de smelt en krimp, een aanzienlijke invloed op het ontwerp van de wapening.
(2) De kruipeigenschappen van de kunststof zijn ook een belangrijke overweging vanuit structureel oogpunt. Vanuit het oogpunt van productie wordt de hoogte van de wapening bijvoorbeeld beperkt door de smeltstroom en de uitwerpeigenschappen (krimp, wrijvingscoëfficiënt en stabiliteit).
(3) Het vergroten van de uitworphoek van de lange versterking helpt over het algemeen bij het uitwerpen van het product, maar als de uitworphoek groter wordt terwijl de breedte van de bodem gelijk blijft, worden de stijfheid, de sterkte en het uitwerpbare oppervlak van het product kleiner.
Het probleem van de kleinere uitwerpopening kan worden opgelost door verschillende uitwerpknobbels toe te voegen aan het versterkingsgedeelte van het product of door duurdere platte uitwerppennen te gebruiken, en polijsten in de uitwerprichting helpt ook om het product gemakkelijk uit te werpen.
(4) Vanuit structureel oogpunt kan diepere wapening de stijfheid en sterkte van het product verhogen zonder dat het gewicht aanzienlijk toeneemt, maar tegelijkertijd neemt de buigspanning op de hoogste en laagste punten van het product toe.
(5) Vanuit productieoogpunt is het beter om een groot aantal korte en smalle wapeningsstaven te gebruiken dan meerdere diepe en brede wapeningsstaven.
(6) Wanneer productiemallen (vooral handplaatmallen): de breedte (en eventueel diepte) en verschillende verstijvers moeten zoveel mogelijk worden gelaten, zodat ze op de juiste manier kunnen worden verhoogd als de stijfheid en sterkte van het product onvoldoende blijken te zijn tijdens het testen van de mal, omdat het gemakkelijker en goedkoper is om het staal uit de mal te verwijderen dan om methoden als lassen of het toevoegen van inzetstukken te gebruiken om het staal te verhogen.
Ontwerppunten voor verschillende materialen
ABS
Om krimp op belangrijke oppervlakken van onderdelen te verminderen, mag de dikte van de ribben niet meer zijn dan 50% van de dikte van het kruisende rubber, en tot 70% van de dikte van de ribben op sommige niet-deterministische oppervlakken. Bij dunne kunststof structuurschuimdelen kan de rib 80% van de dikte van de kruisende stof bereiken. Dikke rubberen ribben kunnen 100% bereiken.
De hoogte van de ribben mag niet groter zijn dan drie keer de dikte van de lijm. Wanneer er meer dan twee ribben zijn, mag de afstand tussen de ribben niet minder zijn dan twee keer de dikte van het rubber. De uitstaphoek van de ribbels moet tussen de ene en de andere kant liggen, zodat ze gemakkelijk loslaten.
PA
De hoogte van de individuele ribben mag niet drie keer of meer zijn dan de dikte van de onderkant van de ribben. Er moeten enkele kleine ribbels of groeven achter de ribben zitten, omdat de ribben tijdens het afkoelen inkepingen veroorzaken aan de achterkant.

PBT
Dikke ribben worden zoveel mogelijk vermeden om luchtbellen, krimppatronen en spanningsconcentraties te vermijden. De manier om dit te overwegen is om de ribdikte te beperken. De dikte van de ribben mag niet groter zijn dan 60% van de wanddikte onder 3,2 mm (1/8 in). Ribben bij wanddiktes groter dan 3,2 mm mogen niet dikker zijn dan 40%.
De ribhoogte mag niet groter zijn dan 3 keer de botdikte. De ribben zijn verbonden met de gesmolten plastic wand met een R van 0,5 mm (0,02 in) aan beide zijden om een soepele plastic stroom mogelijk te maken en de interne spanning te verminderen.
PC
De algemeen aanbevolen ribdikte hangt af van de kunststofstroming en de wanddikte. Het ontwerp van PC ribben is te zien in de volgende figuur voor PS ribben.
PS
De dikte van de ribben mag niet meer zijn dan 50% van de wanddikte van de voeg. De ervaring leert dat het niet naleven van de bovenstaande richtlijnen zal resulteren in een inconsistente glans op het oppervlak.
PSU
RIBS kan de slagvastheid van het product verbeteren en effectieve resultaten behalen tegen de meest economische kosten. Een slecht ontwerp kan leiden tot krimpsporen en ongewenste slagvastheid.

Ontwerppunten van wapening
(1) Vervang een enkele wapening door een enkele wapening van grotere hoogte met een lagere hoogte en een iets groter aantal staven om oppervlaktedepressie te voorkomen wanneer de onderkant van de dikke staven afkoelt en krimpt. Wanneer de achterkant van de pezen een depressie vertoont die de esthetiek aantast, kan het decoratieve ontwerp van de wapeningsribstructuur worden gebruikt om dit te bedekken.
(2) De schikrichting van de pezen moet dezelfde zijn als de vulrichting van het smeltmateriaal.
(3) De wortel van de pees met een afgeronde overgang, om de externe kracht te vermijden wanneer de spanningsconcentratie en vernietiging. Maar de straal van de wortel afronding is te groot zal laten zien depressie.
(4) Plaats over het algemeen geen onderdelen op de pezen.
(5) De lipjes op de binnenwand van de kunststoffles mogen niet te dicht bij de binnenwand zitten om te voorkomen dat de smelt onvoldoende wordt opgevuld in het gedeelte van de lipjes, zodat de pezen beter worden toegepast om vervorming van het product te voorkomen en de stijfheid van de kunststoffles te vergroten.
Principes van wapeningsontwerp:
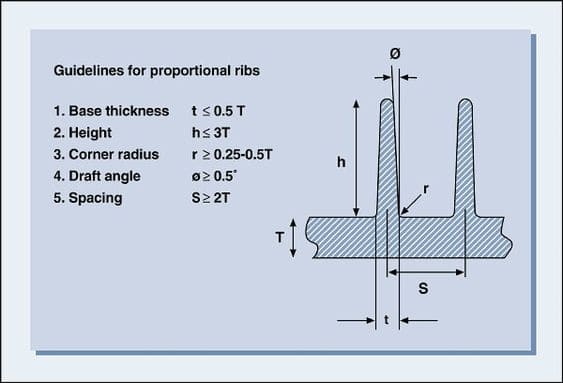
(1) De dikte van de wapening dient minder te zijn dan de uniforme wanddikte van het te versterken product om indrukking bij de voeg te voorkomen.
(2) De hoogte van de wapening mag niet te hoog zijn, anders wordt de wapening beschadigd door de kracht en vermindert de stijfheid. Om de stijfheid van het product te verhogen, moet het aantal wapeningsstaven worden verhoogd in plaats van hun hoogte.
(3) De helling van de wapeningsstaven kan groter zijn, en moet over het algemeen groter zijn dan 1,5 °, om bovenletsel te voorkomen, om het loslaten van de mal te vergemakkelijken.
(4) Meerdere wapeningsstaven moeten goed verdeeld zijn en verspringen om ongelijkmatige krimp te verminderen.
(5) Over het algemeen wordt de versterking toegevoegd aan het schuine bot, het doel is om ingesloten lucht te voorkomen, bevorderlijk voor kunststof spuitgieten en kracht.
Plaatsing van wapeningsstaven
Er zijn de volgende vormen van betonstaal: staaf, put, vork, waaier, cirkel of geïntegreerde vorm
Staafvorm
De shell kan worden ontworpen op de versterkende bar gebied is klein, en hoeft niet te hoge sterkte belasting te dragen, alleen om de sterkte van een enkele shell kan worden, versterkende bars niet te dicht, een is om de sterkte van de mal beïnvloeden, een is gemakkelijk te plakken na de mal wanneer uit de mal.
In het algemeen is de afstand tussen de wapening ontworpen om de constante wanddikte van de shell te versterken op de plaats van de wapening 3 keer en meer, de hoogte van de wapening volgens de werkelijke behoeften van het product en het ontwerp, er is geen absolute lager te zijn dan hoeveel, afhankelijk van de mal is om te gaan lijn snijden of blok splicing doen.
Echter, in het geval van het voldoen aan de structurele behoeften van het product, hoe lager de hoogte van de wapening, hoe beter de wapening van de schroefkolom, omdat de wapening wordt gevolgd door de schroefkolom uit.
Daarom kan de hoogte van de wapeningsstaaf worden ontworpen veel hoger dan de gewone wapeningsstaaf, het specifieke structurele ontwerp van de schroef kolomwapeningsstaaf, in het structurele ontwerp van de schroef kolomwapeningsstaaf hoogte te hoog is heeft verschillende problemen.

Problemen met vormen
Hoe hoger de hoogte van de wapening, hoe moeilijker het is om volledige lijm te spelen, het algemene ontwerp van de wapening is niet ontworpen en de dikte van het shell materiaal is dik, de dikte van de wapening kan worden verhoogd of verlaagd volgens de werkelijke behoeften van het product.
Probleem buiten de mal: hoe hoger de wapening, hoe groter de kans dat ze na de mal blijft plakken.
Sterkteprobleem: hoe hoger de wapening, hoe dunner de bovenkant van de rubberen bit, hoe lager de sterkte.
Welgevormd, vorkvormig
De schaal kan worden ontworpen met een groot gebied van versterking en moet bestand zijn tegen hoge sterktebelasting.
Waaiervormig, rond
De schaal kan worden ontworpen op de versterking gebied groot te zijn, waaiervormige en cirkelvormige belasting is het middelpunt voor het sterkste punt van kracht, goed gevormde en vorkvormige belasting voor het uniforme punt van kracht.
Geïntegreerde vorm
Aangezien de wapening van de put- en vorkvorm te dik is in het dwarsdeel vanwege de materiaaldikte, bestaat het risico op inkepingdefecten op het oppervlak van de schaal, wat het uiterlijk beïnvloedt, dus wordt de ronde wapening toegevoegd aan het ontwerp om een uitgebreid type wapening te vormen.
Als het aantal versterkingen in de vorm van een put en een vork te groot is, zal het product gemakkelijk aan de rugvorm blijven kleven. Na het toevoegen van ronde versterking kan het product worden uitgeworpen met een injectiepen, waardoor de kleverige vormsituatie kan worden vermeden of als zodanig kan worden opgevat.
Het is noodzakelijk om een bepaald aantal kolommen toe te voegen in de dichte wapeningspositie om het product uit de mal te helpen, vooral als de hoogte van de wapening relatief hoog is.
Samenvatting
Wanneer het doen van productontwerp, optimaliseer het ontwerp van de productversterking volgens de bovengenoemde principes van het versterkingsontwerp, kan de rol van productversterking niet alleen de sterkte en de stijfheid van plastic producten verbeteren, het verdraaiingsfenomeen verminderen, maar ook kan het plastic gieten maken gemakkelijk om de spuitgietvorm holte, tot het optimale productontwerp en de meest economische manier om uw productproject te realiseren.







