 Overslaan naar inhoud
Overslaan naar inhoud 

De doorlooptijd van plastic spuitgietmatrijzen is een complex proces met veel stappen en een groot aantal parameters. Om de volledige doorlooptijd te begrijpen, is het ook nodig om de inhoud van elk van de beschreven stappen en de variabelen en moeilijkheden die kunnen optreden, te identificeren. In dit artikel worden deze stappen diepgaand toegelicht en wordt ook informatie gegeven over de factoren die de doorlooptijd beïnvloeden en methoden om de doorlooptijd te verbeteren.
Volledig Productieproces van Spuitgietmatrijs
Analyse van vereisten en projectplanning
1. Analyse van eisen: De vraaganalyse is de eerste stap in het leveren van kunststof spuitgietmatrijzen. In dit stadium is het noodzakelijk om de ontwerpeisen, functionele eisen, materiaalselectie, vraaghoeveelheid, kwaliteitsnormen enz. van de klant tot in detail te begrijpen. Communiceer en bespreek volledig met klanten om misverstanden tijdens de implementatie te voorkomen. De nauwkeurigheid en nauwkeurigheid van de vraaganalyse bepalen de soepele voortgang van het hele project.
2. Projectplanning: Het gedetailleerde projectplan wordt opgesteld op basis van de resultaten van de analyse van de vereisten. Projectplanning bevat planning, toewijzing van middelen, planning voor risico's, enz. Het is de planning van de begin- en eindtijd voor elke fase, en de middelen moeten redelijk zijn dat bestaat uit personeel, apparatuur en materialen, en het risicomanagementplan moet potentiële risico's identificeren en tegenmaatregelen ontwikkelen. Wetenschappelijke projectplanning zorgt ervoor dat het project soepel verloopt zoals gepland.
Vormontwerp
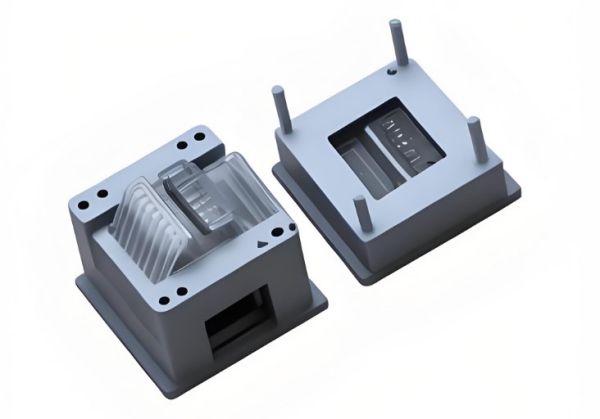
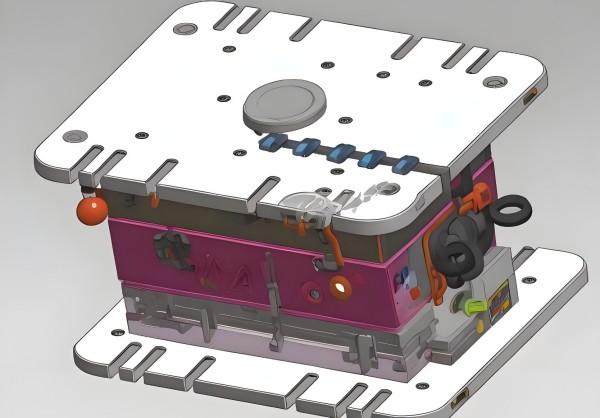
1. Voorlopig ontwerp: Volgens de eisen van het productontwerp wordt het voorontwerp van de matrijs uitgevoerd. Het omvat voornamelijk het ontwerp van de matrijsstructuur, het ontwerp van de koelkanalen en het ontwerp van het gietsysteem, waarmee allemaal rekening moet worden gehouden in de matrijs. In de voorontwerpfase moeten ontwerpers factoren zoals de geometrische vorm van het product, maattolerantie, oppervlaktekwaliteit, enz. volledig in overweging nemen om ervoor te zorgen dat het matrijsontwerp redelijk en haalbaar is.
2. Ontwerpverificatie: Nadat het voorontwerp is voltooid, moet het voorontwerp worden geverifieerd, meestal met behulp van computerondersteunde ontwerpsoftware (CAD) om te controleren of de ontworpen matrijs redelijk en haalbaar is. Het doel van ontwerpverificatie is om mogelijke problemen in het ontwerp te ontdekken en te elimineren om grote aanpassingen aan de mal in andere fasen te voorkomen.
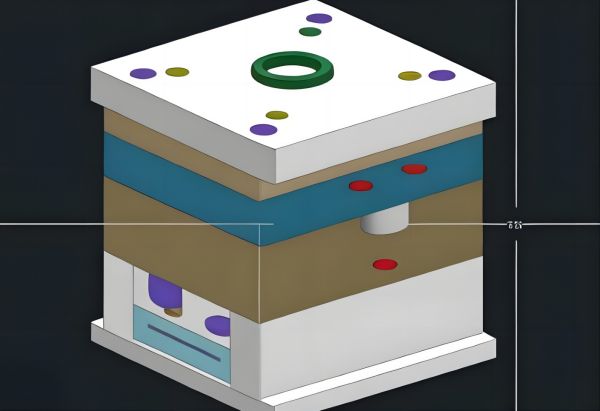
3. Gedetailleerd ontwerp: Nadat de ontwerpverificatie is geslaagd, moet de matrijs in detail worden ontworpen. Het gedetailleerde ontwerp omvat alle details van het product, zoals de selectie van matrijsmaterialen en de grootte en tolerantie van verschillende onderdelen. De nauwkeurigheid en kwaliteit van deze stap hebben een directe invloed op de productienauwkeurigheid en levensduur van de matrijs.
Materiaalinkoop
1. Materiaalkeuze: Het matrijsmateriaal moet specifiek geselecteerd worden volgens de vereisten van het matrijsontwerp. Verschillende materialen verschillen in hardheid, slijtvastheid, thermische geleidbaarheid en andere gerelateerde aspecten. De keuze van het juiste materiaal is cruciaal voor de prestaties en levensduur van de matrijs. Er moet ook rekening worden gehouden met de kosten en de leveringsvoorwaarden van het te gebruiken materiaal.
2. Materiaalinkoop: Nadat het materiaal is bepaald, wordt het ingekocht. De inkoopcyclus is meestal afhankelijk van de levertijd van de leverancier en de materiaalvoorraad. Tijdens het inkoopproces is het noodzakelijk om nauwe communicatie te onderhouden met de leverancier om een tijdige levering van grondstoffen te garanderen.

Productie van gietvormen
1. Verwerking Voorbereiding: Voor het maken van mallen is een zekere voorbereiding van de verwerking nodig, waaronder het voorbereiden van machines, gereedschappen, verwerkingsprocedures, enz. De geschiktheid van de verwerkingsvoorbereiding is ook een factor die het effect van de matrijsverwerking beïnvloedt.
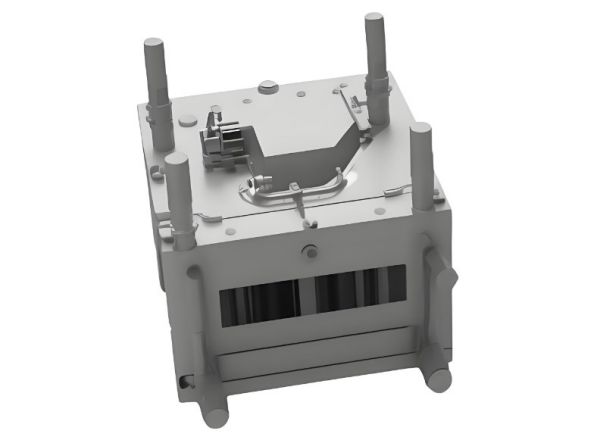
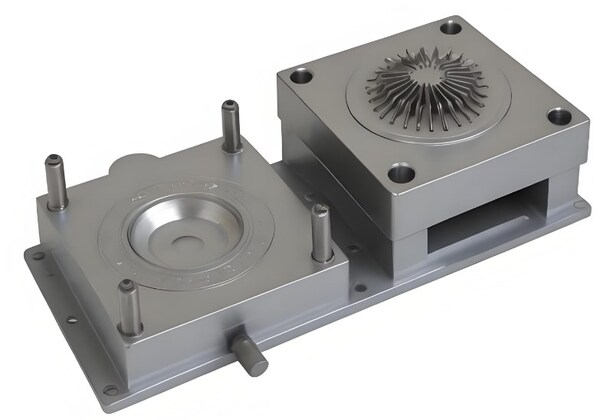
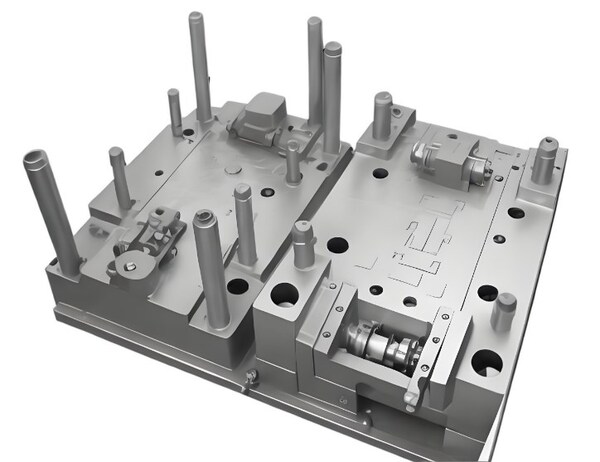
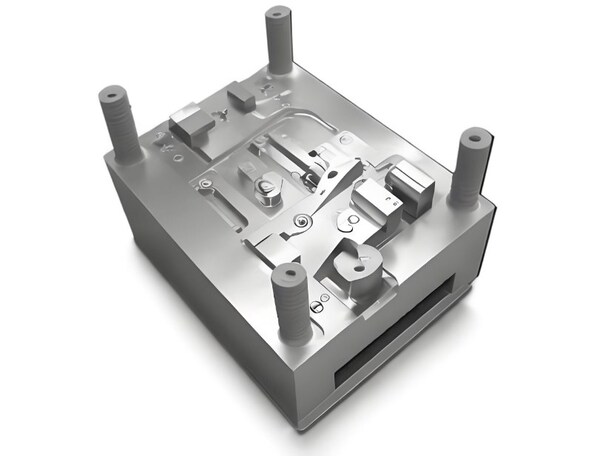
2. Vormverwerking: Vormbewerking is een van de belangrijkste processen in de hele leveringsketen. Vormverwerking omvat voornamelijk frezen, elektro-etsen, warmtebehandeling en andere processen. De nauwkeurigheid en efficiëntie van elk proces bij het maken van mallen heeft een directe invloed op de kwaliteit en de leveringscyclus van de mal. Tijdens de verwerking moeten verschillende parameters in het verwerkingsproces strikt worden gecontroleerd om de verwerkingsnauwkeurigheid en oppervlaktekwaliteit te garanderen.
3. Assemblage en debuggen: Na productie van spuitgietmatrijzen klaar is, zijn de volgende stappen assemblage en foutopsporing. Assemblage is het proces van het assembleren van de hele mal door het aansluiten van verschillende onderdelen, terwijl foutopsporing het proces is van het nemen van een totale productie van de mal om te controleren of deze goed functioneert of het eindproduct wordt geproduceerd zoals gewenst. Tijdens het assembleren en debuggen moet er zorgvuldig te werk worden gegaan om ervoor te zorgen dat alle onderdelen van de mal goed passen en soepel werken.

Schimmelverificatie
1. Schimmelproef: Vormtests zijn nodig na de assemblage- en foutopsporingsfase. Het testen van de matrijs heeft betrekking op het plaatsen van de gefabriceerde matrijs op de kunststof spuitgietmachine voor proefproductie om de prestaties van de matrijs te evalueren en de werking van de matrijs en de productkwaliteit te controleren. Tijdens het proefspuiten moeten de spuitgietparameters, de kwaliteit van het geproduceerde product en de probleemdiagnose geregistreerd worden.
2. Productinspectie: Producten die tijdens de matrijsproef worden geproduceerd, moeten worden geïnspecteerd. Specifieke inspecties zijn onder andere inspectie van de afmetingen, het uiterlijk en de prestaties. Pas als deze inspecties geslaagd zijn, kan de mal naar de volgende fase. Het belang van productinspectie is duidelijk en het zal direct van invloed zijn op de kwaliteit van de mal en de klanttevredenheid.

Optimalisatie en verbetering van matrijzen
1. Probleemanalyse: In dat geval is een probleemanalyse nodig als er problemen worden vastgesteld tijdens het testen van de matrijs. In het algemeen omvat de probleemanalyse de analyse van de matrijsstructuur, de verwerkingsanalyse, de materiaalanalyse, enz. Dit werk heeft als doel de hoofdoorzaak van het probleem te identificeren en vormt de basis voor verdere verbetering.
2. Probleemoplossing: Op basis van de resultaten van de probleemanalyse oplossingen voor problemen ontwikkelen. Het oplossen van problemen omvat meestal het aanpassen van matrijzen, herbewerken, vervangen van materialen, enz. Bij het oplossen van deze problemen is het noodzakelijk om de oorzaak van het probleem en de praktische mogelijkheid om het probleem volledig op te lossen grondig te identificeren.

Schimmel Acceptatie
1. Aanvaardingsnormen voor schimmel: De acceptatie van matrijzen heeft strikte acceptatienormen, waaronder de maatnauwkeurigheid van matrijzen, verwerkingskwaliteit, prestaties, enz. De formulering van acceptatienormen moet uitgebreid rekening houden met de eisen van de klant en de werkelijke situatie van de mal om ervoor te zorgen dat de normen wetenschappelijk en redelijk zijn.
2. Aanvaarding door de klant: In de laatste fase worden de fabrikant van spuitgietmatrijzen moet de matrijs aan de klant overhandigen voor acceptatie. De klant inspecteert de matrijs volgens de acceptatiecriteria voor matrijsontwerp en -kwaliteit om te bevestigen of de matrijs voldoet aan de vereisten, wat ook de basis is voor het succesvol leveren van de matrijs aan de klant.
Vormlevering
1. Vormverpakking: Nadat aan de acceptatievoorwaarden is voldaan, moet de mal worden verpakt. De verpakking moet ervoor zorgen dat de mal niet beschadigd raakt tijdens het transport. De selectie van het verpakkingsmateriaal en de bepaling van de verpakkingsmethode moeten worden bepaald op basis van de grootte, het gewicht en de transportmethode van de mal.
2. Schimmeltransport: De transportmethode van de mal is afhankelijk van de grootte, het gewicht en de bestemming van de mal. Tijdens het transport moeten speciale voorzorgsmaatregelen worden genomen om te voorkomen dat de mal tijdens het transport beschadigd raakt.

Belangrijke factoren die de leveringscyclus beïnvloeden
Complex ontwerp
De hele leveringscyclus van een kunststof spuitgietmatrijsVanaf het spuitgietproces en de selectie van schimmelstaal of aluminium schimmel, tot het maken van de schimmelholte en de voltooiing van het hele proces, hangt af van de specifieke eisen en complexiteit van het injectieproces.
De complexiteit van het matrijsontwerp heeft een directe invloed op de ontwerp- en verwerkingsfasen. De complexiteit van de matrijs beïnvloedt de ontwerptijd en de tijd die nodig is voor de verificatiefase, omdat complexe matrijsontwerpen veel details vereisen, terwijl relatief eenvoudige matrijsontwerpen een kortere ontwerp- en verificatietijd vereisen. Complexe matrijsstructuren vereisen meer tijd voor verwerking en assemblage, waardoor de levercyclus langer wordt.
Verwerkingsapparatuur
Verwerkingsapparatuur heeft ook invloed op de verwerkingscyclus van schimmels. Geavanceerde verwerkingsapparatuur kan de verwerkingssnelheid verbeteren en de verwerkingskosten verlagen. Het automatiseringsniveau en de verwerkingsnauwkeurigheid van de apparatuur zijn ook belangrijk. Moderne CNC-bewerkingsmachines en automatische verwerkingsmachines kunnen de verwerkingssnelheid verbeteren en de kans op fouten verkleinen.
Ervaring met personeel
De ervaring van het ontwerp- en verwerkingspersoneel is een van de belangrijkste aspecten die de leveringscyclus beïnvloeden. Sterke ontwerpers hebben meestal een kortere ontwerptijd en minder ontwerpfouten nodig. Ervaren verwerkingspersoneel kan de matrijsproductie ook sneller voltooien. De ervaring en het vaardigheidsniveau van het personeel hebben een directe invloed op de vlotte voortgang van het project en de lengte van de leveringscyclus.

Beheer van de toeleveringsketen
Er is een verband tussen de leveringscyclus van spuitgietmatrijzen en de levering van matrijsmaterialen en onderdelen. Een goede toeleveringsketen kan de tijdige levering van materialen en onderdelen garanderen en vertragingen in de levering door gebrek aan materialen voorkomen.
Kwaliteitscontrole
Het handhaven van strikte kwaliteitsnormen kan fouten en herbewerkingen tijdens de verwerking verminderen en zo de productiviteit verbeteren. Kwaliteitscontrole omvat vele aspecten zoals ontwerpverificatie, procesbewaking en productinspectie.
Methoden om de leveringscyclus te optimaliseren
Gestandaardiseerd ontwerp
Een gestandaardiseerd ontwerp kan de ontwerptijd verkorten en de ontwerpefficiëntie verbeteren. Gestandaardiseerd ontwerp omvat het gebruik van standaardonderdelen en standaardstructuren bij het ontwerp en de verwerking van matrijzen. Het gebruik van gestandaardiseerde ontwerpprocessen kan de ontwerpcyclus verkorten en de ontwerpkwaliteit verbeteren.
Geavanceerde apparatuur
Het gebruik van geavanceerde verwerkingsapparatuur en -technologie kan de verwerkingsefficiëntie verbeteren en de verwerkingscycli verkorten. Bijvoorbeeld: CNC-bewerkingsmachines, snijmachines met hoge snelheid en andere precisieverwerkingsapparatuur en diverse testapparatuur.
Training en beheer
Het versterken van de opleiding van personeel kan de capaciteiten van ontwerpers en verwerkingspersoneel verbeteren. Het verbeteren van projectmanagement kan de tijd en middelen in elke fase redelijk optimaliseren. De effectiviteit van projecttraining en -management kan onnodige kosten sterk verminderen en de ontwikkelingstijd van het project verlengen.
Optimalisatie van de toeleveringsketen
Een effectief beheersysteem voor de toeleveringsketen kan zorgen voor tijdige levering van materialen en onderdelen. Het aangaan van langdurige samenwerkingsrelaties met meerdere stabiele leveranciers is gunstig en kan de risico's voor de toelevering beperken. Het optimaliseren en stabiliseren van de toeleveringsketen is essentieel voor het verbeteren van de efficiëntie van projectuitvoering en het verkorten van levertijden.
Kwaliteit
Door de kwaliteitscontrole te versterken kunnen fouten en herstelwerkzaamheden tijdens de verwerking tot een minimum worden beperkt. De toepassing van verschillende kwaliteitsinspectieapparatuur en hightechmethoden kan de nauwkeurigheid en efficiëntie van de inspectie verbeteren. Het verbeteren van de kwaliteit is een manier om de productkwaliteit en klanttevredenheid te verbeteren en de levertijd te verkorten.
Conclusie
De leveringscyclus van spuitgietmatrijzen omvat verschillende stadia zoals de beoordeling van de vraag, het ontwerp van de matrijs, de aankoop van materiaal, de productie van de matrijs, de identificatie van de matrijs, de optimalisatie van de matrijs, de acceptatie van de matrijs en de levering van de matrijs. De tijd en kwaliteitsaspecten van elke bepaalde fase bepalen de leveringscyclus van de matrijs. Door gebruik te maken van geavanceerde apparatuur om efficiëntere matrijzen te ontwerpen, teamtraining en -management, supply chain management en verbeterde kwaliteitscontrole, kan de leveringscyclus van de matrijs effectief worden verkort en kunnen de kwaliteit van de matrijs en de klanttevredenheid worden verbeterd.

In daadwerkelijke toepassingen, vanwege de verschillen in de werkelijke omstandigheden van verschillende ondernemingen, is het noodzakelijk om flexibel verschillende optimalisatiemethoden toe te passen, het projectmanagementniveau te verbeteren en te verhogen en een efficiënte levering van matrijzen te bereiken. Het is niet nodig om een methode strikt te volgen. Alleen op deze manier kunnen bedrijven concurrerend blijven op de markt en voldoen aan de eisen van de markt voor producten van hoge kwaliteit en korte levering.







