 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Plastic spullen worden in veel verschillende industrieën gebruikt, van huishoudelijke apparaten tot medische hulpmiddelen, auto-onderdelen en nog veel meer. Spuitgieten is dus een productieproces dat in veel verschillende industrieën wordt gebruikt. Als je wilt weten wat spuitgieten is, dan zit je hier goed.

In dit artikel gaan we het hebben over de voorwaarden voor spuitgieten, de stappen in het spuitgietproces, de voor- en nadelen van spuitgieten. En we gaan het hebben over waar spuitgieten voor gebruikt wordt.
Wat is spuitgieten?
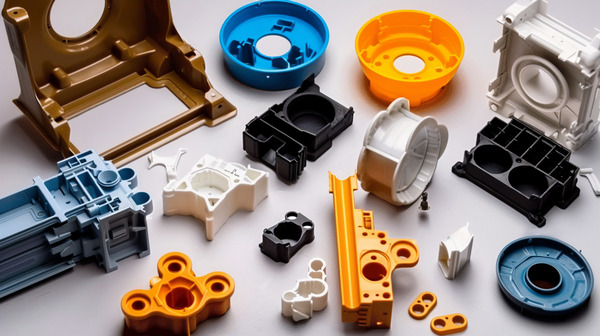
Spuitgieten is een manier om dingen te maken. Het is een proces waarbij gesmolten materiaal in een mal wordt gespoten, vervolgens afkoelt en de vorm van de mal aanneemt. Dan haal je het uit de mal. Je kunt spuitgieten gebruiken om één ding te maken, maar meestal gebruik je het om een heleboel van hetzelfde te maken. Het materiaal dat je gebruikt voor spuitgieten is meestal plastic of rubber.

Spuitgieten wordt in veel industrieën gebruikt om elektrische onderdelen, auto-onderdelen, consumentenplastic, meubelonderdelen en nog veel meer te maken. Het is populair omdat het snel gaat en goed materiaal oplevert.
Wat zijn de procesparameters van het spuitgieten?
Injectiedruk
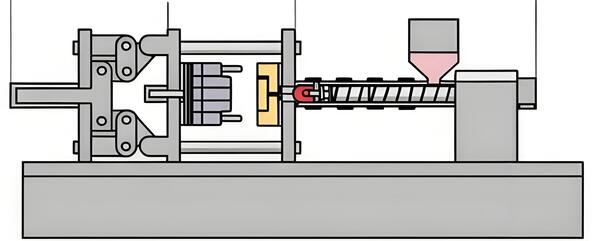
Het hydraulische systeem van het spuitgietsysteem zorgt voor de injectiedruk. De druk van de hydraulische cilinder wordt via de schroef van de elektrische spuitgietmachines overgebracht op de plastic smelt.

Onder druk komt de plastic smelt via de spuitmond van de spuitgietmachine in het verticale stromingskanaal (bij sommige matrijzen ook het hoofdstromingskanaal), het hoofdstromingskanaal en het aftakkingsstromingskanaal van de matrijs en komt via de poort in de matrijsholte terecht.
Dit proces is het spuitgietproces of het vulproces. De druk bestaat om de weerstand in het stromingsproces van de smelt te overwinnen, of omgekeerd, de weerstand in het stromingsproces moet worden gecompenseerd door de druk van de spuitgietmachine om het vulproces soepel te laten verlopen.

Bij spuitgieten is de druk bij de spuitmond van de spuitgietmachine het hoogst omdat je tijdens het hele proces de stromingsweerstand van de smelt moet overwinnen.
Daarna neemt de druk geleidelijk af langs de stroomlengte tot aan de voorkant van het smeltgolffront. Als de uitlaat in de vormholte goed is, is de uiteindelijke druk aan de voorkant van de smelt de atmosferische druk.

Er zijn veel factoren die de smeltvuldruk beïnvloeden. Ze kunnen worden samengevat in drie categorieën: materiaalfactoren, structurele factoren en elementen van het gietproces. Tot de materiaalfactoren behoren het type en de viscositeit van de kunststof.
Structurele factoren zijn onder andere het type, het aantal en de positie van het gating systeem, de vorm van de caviteit van de matrijs en de dikte van het product. Onderdelen van het vormproces zijn de injectiesnelheid, de injectiedruk en de houddruk.

Injectietijd
Hier betekent injectietijd de tijd die het plastic nodig heeft om de matrijs te vullen, exclusief de tijd die nodig is om de matrijs te openen en te sluiten. Hoewel de injectietijd erg kort is en weinig effect heeft op de vormcyclus, heeft het aanpassen van de injectietijd een groot effect op het regelen van de druk van de gate, runner en matrijsholte.
Een redelijke injectietijd helpt de kunststof om de matrijs goed te vullen, wat erg belangrijk is voor het verbeteren van de oppervlaktekwaliteit van het product en het verkleinen van de maattolerantie.

De injectietijd moet veel lager zijn dan de koeltijd, ongeveer 1/10 tot 1/15 van de koeltijd. Deze regel kan gebruikt worden als basis voor het voorspellen van de totale giettijd van kunststof onderdelen.
Bij de analyse van de matrijsstroming is de injectietijd in het analyseresultaat alleen gelijk aan de injectietijd die is ingesteld in de procescondities als de smelt volledig door de schroef wordt geduwd om de holte te vullen.

Als de houdschakelaar van de schroefdruk optreedt voordat de caviteit gevuld is, zal het analyseresultaat groter zijn dan de instelling van de procescondities.
Injectietemperatuur
De injectietemperatuur is een belangrijke factor die de injectiedruk beïnvloedt. Het vat van de spuitgietmachine heeft 5 tot 6 verwarmingssecties en elke grondstof heeft zijn eigen verwerkingstemperatuur (raadpleeg voor gedetailleerde verwerkingstemperaturen de gegevens van de materiaalleverancier). De spuitgiettemperatuur moet binnen een bepaald bereik geregeld worden.
Als de temperatuur te laag is, zal het gesmolten materiaal niet goed geplastificeerd worden, wat de kwaliteit van de gegoten onderdelen zal beïnvloeden en het proces moeilijker zal maken; als de temperatuur te hoog is, zullen de grondstoffen gemakkelijk ontleden.
In het echte spuitgietproces is de spuitgiettemperatuur vaak hoger dan de vattemperatuur. De hogere waarde heeft te maken met de spuitgietsnelheid en de prestaties van het materiaal en kan oplopen tot 30°C.

Dit wordt veroorzaakt door de grote hitte die wordt opgewekt door het afschuiven van het gesmolten materiaal bij het passeren van de injectiepoort. Er zijn twee manieren om dit verschil te compenseren bij de analyse van de matrijsstroming. De ene is om te proberen de temperatuur van het gesmolten materiaal te meten bij het injecteren in de lucht, en de andere is om de spuitmond mee te nemen bij het modelleren.
Houddruk en tijd
Wanneer het spuitgietproces bijna ten einde is, stopt de schroef met draaien en beweegt hij enkel nog voorwaarts. Op dat moment komt het spuitgieten in de holding pressure fase. Tijdens het holding pressure proces voegt de spuitmond van de spuitgietmachine continu materiaal toe aan de holte om het volume op te vullen dat vrijkomt door het krimpen van het onderdeel.

Als de holte gevuld is en de druk niet gehandhaafd blijft, zal het onderdeel ongeveer 25% krimpen. Vooral de ribben zullen te veel krimpen en er zullen krimpsporen ontstaan. De houddruk is over het algemeen ongeveer 85% van de maximale vullingsdruk. Dit moet worden bepaald aan de hand van de werkelijke situatie.
Tegendruk
Tegendruk is de druk die de schroef moet overwinnen wanneer hij omkeert en zich terugtrekt om materiaal op te slaan. Een hoge tegendruk is goed voor kleurverspreiding en het smelten van plastic,

Maar het verlengt ook de terugtrektijd van de schroef, vermindert de lengte van de kunststofvezels en verhoogt de druk van de schroef. spuitgieten machine. Daarom moet de tegendruk lager zijn, over het algemeen niet hoger dan 20% van de injectiedruk.
Bij het injecteren van schuimplastic moet de tegendruk hoger zijn dan de druk die gevormd wordt door het gas, anders wordt de schroef uit het vat geduwd. Sommige spuitgietmachines kunnen de tegendruk programmeren om de vermindering van de schroeflengte tijdens het smelten te compenseren, waardoor de toegevoerde warmte afneemt en de temperatuur daalt.

Omdat het resultaat van deze verandering echter moeilijk in te schatten is, is het niet eenvoudig om de machine dienovereenkomstig aan te passen.
Wat zijn de procescondities voor spuitgieten?
De belangrijkste procescondities voor spuitgieten zijn de temperatuur, druk en bijbehorende inwerktijd die de plastificering, vloei en koeling beïnvloeden.
Temperatuur
Om te spuitgieten, moet je de kunststofkorrels verwarmen tot ze smelten. De spuitgietmachine stelt het verwarmingsvat, het vat en de matrijsverwarmer in om voor verwarmingsomstandigheden te zorgen. Verschillende plastic materialen hebben verschillende verwarmingstemperaturen nodig. Meestal moet je voor de productie de matrijs testen om de juiste temperatuur te bepalen.

Drukcondities
Bij spuitgieten moet er een bepaalde druk worden uitgeoefend in de matrijs zodat het plastic de holte van de matrijs volledig kan vullen en een bepaalde druktijd kan aanhouden om defecten zoals krimpgaten en luchtbellen te voorkomen. De grootte van de druk moet redelijk worden ingesteld op basis van het drukbereik van de spuitgietmachine en de vorm en grootte van het product.
Condities injectiesnelheid
Injectiesnelheid is de snelheid waarmee de kunststof de matrijs ingaat. Als de injectiesnelheid te hoog is, zal dit defecten veroorzaken zoals bellen, vloeisporen en slechte lassen. Als de injectiesnelheid te laag is, zal het oppervlak van het product ruw zijn en de spuitgietcyclus korter. Daarom moet de injectiesnelheid tijdens het spuitgieten worden aangepast.

Voorwaarden koeltijd
De afkoeltijd is de tijd die de in de mal gevormde kunststofproducten nodig hebben om af te koelen in de mal voordat ze eruit gehaald kunnen worden, om defecten zoals vervorming en krimp te voorkomen. De duur van de afkoeltijd moet worden ingesteld op basis van de grootte en dikte van het product en moet worden aangepast tijdens het productieproces.
Materiaalvoorwaarden spuitgieten
Bij spuitgieten moet je de juiste kunststof kiezen en de temperatuur, druk, injectiesnelheid en andere instellingen aanpassen op basis van de eigenschappen van de kunststof. Verschillende kunststoffen hebben verschillende smeltpunten en stroomsnelheden, dus je moet de instellingen daarop afstemmen.

Schimmel
De matrijs is het belangrijkste onderdeel van het spuitgietproces. Hij moet voldoen aan de eisen van het product, zoals de vorm, grootte, oppervlaktekwaliteit, enz. Tegelijkertijd moet ook rekening worden gehouden met het materiaal en het productieproces van de matrijs om de slijtvastheid, corrosiebestendigheid en precisie te garanderen.
Wat zijn de stappen van het kunststof spuitgietproces?
Nu je alles weet over de geschiedenis van spuitgieten en waarom het zo belangrijk is in de productie-industrie, is het tijd om het stapsgewijze proces te leren zodat je het meeste uit je project kunt halen.

De mal ontwerpen
De mal maken is een grote stap. Machinisten gebruiken CAD-ontwerp en CNC-verspaning om de details van de mal uit te zoeken, zoals grootte, vorm en oppervlaktestructuur.
De matrijs is ontworpen met functies zoals holte, kern, poort, sprue, runner, uitwerpsysteem en bewegende delen. De holte is het vaste deel waar de gesmolten kunststof wordt ingespoten, terwijl de kern het bewegende deel is dat wordt gebruikt om het uiteindelijke onderdeel vorm te geven.

Fabrikanten gebruiken meestal hoogwaardig staal of aluminium om duurzame mallen te maken die meerdere productieruns aankunnen. Voor kortlopende projecten kan 3D-printen helpen om de productiekosten te verlagen. Deze fase vereist een hoge mate van vaardigheid en precisie, met strenge tests en simulaties om er zeker van te zijn dat de mal aan specifieke eisen voldoet.
Het ontwerpen, maken en goedkeuren van de matrijs is meestal het meest tijdrovende deel van het spuitgietproces, en het kan duur zijn. Enkele veel voorkomende matrijstypes zijn: matrijzen met één holte, matrijzen met meerdere holtes, stapelmatrijzen, 2K-injectiematrijzen.

Het plastic materiaal kiezen
Voordat je begint met gieten, moet je de kunststofhars kiezen die het beste werkt voor je onderdeel. Bij het kiezen moet je nadenken over hoe het materiaal en de matrijs samen zullen werken, want sommige harsen werken niet met bepaalde matrijsontwerpen.
Het is belangrijk om het materiaal dat je hebt gekozen te testen met je gereedschap om er zeker van te zijn dat het eindproduct de eigenschappen heeft die je wilt. Verschillende kunststoffen hebben verschillende moleculaire structuren, waardoor ze verschillende mechanische en thermische eigenschappen hebben. Deze eigenschappen bepalen of een materiaal zal werken in je matrijs en voor je product.

De machine installeren
Een van de belangrijkste stappen in het spuitgietproces is het instellen van de spuitgietmachine. Het installeren van de matrijs vereist zorgvuldige aandacht voor details om ervoor te zorgen dat de matrijs goed is uitgelijnd en vastgezet op de machineplaat. Voordat je de matrijs installeert, is het belangrijk om de specificaties van de machine te controleren om er zeker van te zijn dat deze de grootte en het gewicht van de matrijs aankan.
De machineplaat moet schoon zijn en vrij van vuil of verontreinigingen die het vormproces kunnen verstoren of de mal kunnen beschadigen. Als de machine klaar is, wordt de mal voorzichtig op de plaat geplaatst en uitgelijnd met de spuitmond van de machine. De juiste uitlijning is nodig om ervoor te zorgen dat de gesmolten kunststof gelijkmatig in de matrijsholte stroomt en zo hoogwaardige onderdelen met consistente afmetingen produceert.

Als het eenmaal op zijn plaats zit en vastgeschroefd, geklemd of op een andere manier aan de machineplaat bevestigd is, moet je tests uitvoeren om er zeker van te zijn dat het goed werkt. Testen betekent wat gesmolten hars door de spuitgietmachine laten lopen om te zien of er verstoppingen, lekken of andere problemen met de korrels zijn.
Het instellen van een spuitgietmachine vereist vaardigheid en kennis. Als je het goed instelt, krijg je onderdelen van hoge kwaliteit die elke keer hetzelfde zijn en verminder je het risico op beschadiging van de matrijs of de machine.

Kunststof spuitgietproces
Het is een cyclus. Je sluit de mal, verhit de kunststof en voert die de machine in. Je oefent de juiste druk uit op het gereedschap en de schroef, opent de poort en beweegt de schroef naar voren. Je spuit het gesmolten plastic in de mal en vult hem.
Wanneer het gesmolten plastic het einde van het vat bereikt, sluit je de poort die de injectie van het plastic regelt. Je beweegt de schroef naar achteren en zuigt een vooraf bepaalde hoeveelheid kunststof aan, waardoor er druk in de schroef ontstaat voor injectie.
Tegelijkertijd helpt de klemdruk om de twee delen van de matrijs bij elkaar te houden. Het in evenwicht houden van de injectiedruk en de klemdruk is essentieel om ervoor te zorgen dat het onderdeel goed gevormd wordt en dat er geen kunststof uit het gereedschap ontsnapt tijdens het injectieproces.
Koelen en stollen
Zodra de matrijs gevuld is met kunststof, inclusief de hulzen, runners, poorten en andere onderdelen, wordt hij op een specifieke temperatuur gehouden zodat het materiaal gelijkmatig kan stollen tot de gewenste vorm. Door de houddruk tijdens deze periode aan te houden, wordt terugstroming in het vat voorkomen en krimpeffecten verminderd.

De houddruk is belangrijk om er zeker van te zijn dat de kunststof goed verpakt en gevormd is, zodat je een goed onderdeel krijgt. De grootte en complexiteit van het onderdeel, het type kunststof dat je gebruikt en een paar andere dingen bepalen hoe lang je het vasthoudt.
Na de vasthoudfase trekt de schroef zich terug, waardoor de druk wegvalt en het nieuw gevormde onderdeel in de mal kan afkoelen. Tijdens deze fase blijft het onderdeel in de matrijs en blijft de matrijstemperatuur gelijk om ervoor te zorgen dat het onderdeel gelijkmatig afkoelt.
Afkoeltijd is superbelangrijk om ervoor te zorgen dat het kunststof onderdeel hard wordt en de vorm behoudt die het in de matrijs heeft gekregen. Als je het onderdeel er te snel uithaalt, kan het verbuigen of van vorm veranderen, waardoor het spuitgieten defecten kan vertonen.
Afhankelijk van hoe groot en hard het onderdeel is, kan deze tijd enkele seconden tot enkele minuten bedragen. De injectie-eenheid spuit gesmolten kunststof efficiënt in de matrijs om het vormen en koelen van het product te voltooien. Het wordt veel gebruikt in verschillende industrieën om aan verschillende productiebehoeften te voldoen.

Uitwerpen van onderdelen
Zodra het kunststof onderdeel is afgekoeld, gaat de matrijs open en duwt een uitwerppin of uitwerpplaat het afgewerkte onderdeel uit de matrijs. Het spuitgietproduct wordt in een kast of op een transportband geplaatst in afwachting van de afwerking. De afwerking kan bestaan uit polijsten, verven of ontstoffen. Polijsten kan helpen om ruwe oppervlakken of onvolkomenheden op het onderdeel glad te strijken, terwijl verven kleur kan toevoegen aan het onderdeel.
Inspectie en kwaliteitscontrole
Nadat de onderdelen klaar zijn, worden ze gecontroleerd om er zeker van te zijn dat ze de juiste maat en vorm hebben. Als dat niet zo is, moeten ze misschien gerepareerd of weggegooid worden. Als ze de juiste maat en vorm hebben, kunnen ze in dozen worden gedaan en naar winkels en mensen worden gestuurd die ze willen kopen.
Wat zijn de voordelen van kunststof spuitgieten?
Waar voor je geld
Spuitgieten is een goedkoop proces waarbij niet veel afval ontstaat omdat er materiaal wordt gebruikt dat je kunt recyclen. Plastic is meestal goedkoper dan andere materialen zoals metaal en rubber, dus mensen gebruiken het graag voor veel dingen. Bovendien kun je extra plastic recyclen en later opnieuw gebruiken, wat nog meer geld bespaart.

Als je eenmaal voorbij de initiële kosten van het ontwerpen en maken van de mal bent, zijn de arbeidskosten meestal laag. Het is een hoogproductief proces, dus je kunt zeggen dat de matrijzen zichzelf na verloop van tijd terugbetalen. Daarom is het een geweldige manier om hoogwaardige kunststofonderdelen in grote aantallen te maken.
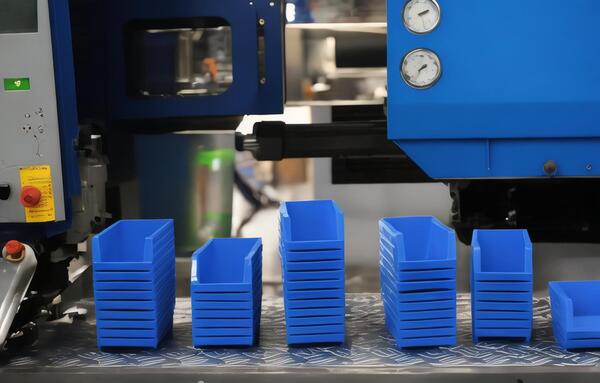
Hoge productie-efficiëntie
Plastic gieten is snel en efficiënt. Het is geweldig voor grote klussen omdat het geld bespaart. Het is ook goed omdat je steeds hetzelfde maakt, zodat je minder verspilt.

Eén matrijs kan honderden of duizenden onderdelen maken voordat hij moet worden vervangen. Veel aluminium matrijzen gaan tot 10.000 cycli mee, terwijl stalen matrijzen meer dan 100.000 cycli kunnen meegaan. Dit zorgt voor een reproduceerbaar proces met een hoge output dat voldoet aan de tolerantie- en esthetische eisen. Houd er rekening mee dat de productiesnelheid vaak afhangt van de grootte en de complexiteit van het spuitgietproduct.
Hoge productie-efficiëntie
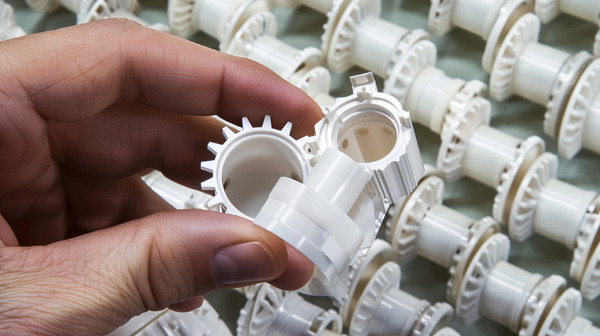
Moderne hoge snelheid spuitgieten apparatuur kan consistent precisiegegoten kunststof onderdelen produceren. Het proces is zeer geschikt om onderdelen te maken die van dezelfde kwaliteit zijn, nauwe toleranties hebben en dimensionaal stabiel zijn. Voor toepassingen die echt precies moeten zijn, zoals tandwielen en connectoren, is kunststof spuitgieten vaak de beste manier. Er zijn toleranties mogelijk tot +/-0,0002".

Fabrikanten plaatsen ook vaak geavanceerde besturingssystemen op spuitgietmachines. Deze geautomatiseerde systemen controleren en wijzigen de procesparameters in realtime. Zo kunnen kunststof onderdelen volgens exacte specificaties worden gegoten.
Ontwerpveelzijdigheid
Spuitgieten is een proces waarmee fabrikanten onderdelen met complexe vormen kunnen maken. Om ervoor te zorgen dat de onderdelen eruit komen zoals ze willen, passen fabrikanten de instellingen van de machine aan. Ze veranderen dingen zoals hoe snel het plastic in de mal gaat, hoe heet het is en hoeveel druk ze gebruiken.

Machinisten kunnen ook simulatiesoftware, automatisering en 3D-printen gebruiken. Deze technologieën helpen bij het ontwerpen en testen van matrijzen, procesparameters en spuitgietproducten. De ontwerpveelzijdigheid van spuitgieten hangt echter af van het kunststofmateriaal, de complexiteit van het onderdeel en het matrijsontwerp.
Breed scala aan materialen
Zoals ik al eerder zei, is spuitgieten compatibel met een breed scala aan materialen en kleuren. We bieden meer dan 25.000 technische materialen aan, waaronder thermoplasten, thermoharders, siliconen, harsen en meer. Met deze opties kunt u de perfecte balans bereiken tussen de mechanische, chemische en fysische eigenschappen van uw materialen.

Je kunt gemakkelijk materialen combineren om je product stijver, sterker of schokbestendiger te maken. Je kunt bijvoorbeeld plastic materialen over een metalen substraat gieten met behulp van overmolding.
Wat zijn de nadelen van spuitgieten?
Hoge initiële investering
Elk spuitgietonderdeel heeft zijn eigen matrijs nodig. Het maken van deze matrijzen kan de aanloopkosten van spuitgieten verhogen. Het maakt het ook moeilijker om kleine aantallen onderdelen economisch te maken. De gereedschapskosten voor eenvoudige onderdelen en kleine hoeveelheden kunnen oplopen tot $5.000. Aan de andere kant kosten matrijzen voor grote productieseries met complexe onderdelen veel meer.

Beperkte flexibiliteit
In tegenstelling tot CNC-verspaning, waarbij onderdelen kunnen worden gemaakt van computerontwerpbestanden die op elk moment kunnen worden gewijzigd door software-engineers, kan het lastig zijn om grote wijzigingen aan te brengen in kunststof mallen nadat ze zijn bewerkt. Er zijn twee manieren om een kunststof mal te veranderen.

Eén manier is om de malholte groter te maken door delen van de metalen mal weg te snijden. Dit kan plastic aan het onderdeel toevoegen. Plastic uit het onderdeel halen kan moeilijker zijn. Soms kun je metaal in de holte lassen, maar niet altijd. Dus moet je misschien een nieuw soort holte of een hele nieuwe mal maken.
Lange doorlooptijd
CNC-bewerking kan onderdelen leveren in 5 tot 10 dagen, terwijl industrieel 3D-printen meestal 3 tot 5 dagen duurt. Matrijsprocessen duren daarentegen langer. Het duurt 5 tot 7 weken om het gereedschap te maken en daarna nog eens 2 tot 4 weken om het te produceren en te verzenden.

Goede plastic mallen gaan lang mee en hebben mooie runners en waterkoelsystemen om het plastic sneller te laten stromen en afkoelen. Omdat de mallen zo ingewikkeld zijn om te ontwerpen, te prototypen, te testen en te bewerken, kan het maanden duren om ze te maken, wat lang is vergeleken met andere manieren om plastic te maken.
Maar als je eenmaal hebt gepland en bewerkt, kun je met een mal miljoenen onderdelen maken tijdens de levensduur. De mogelijkheid om onderdelen in grote hoeveelheden te maken, maakt vaak de tijd en het geld goed die je vooraf in het proces hebt gestoken.

Materiaal Afval
Er zijn een paar dingen die afval kunnen veroorzaken in de spuitgietproces. Een daarvan is het matrijsontwerp. Als de matrijs niet goed is ontworpen of gebouwd, kunnen de onderdelen verkeerd worden gevuld, verkeerd worden verpakt of verkeerd worden gekoeld. Al deze dingen kunnen verspilling veroorzaken.
Overpacken: Als je te veel plastic in de mal doet, moet je het extra plastic afsnijden. Dat betekent dat je meer afval maakt.

Afval van poort en loper: De kanalen waar het plastic doorheen stroomt zijn groter dan het onderdeel dat je maakt. Als je ze afsnijdt, maak je afval.
Materiaalverwerking: Als je ruwe plastic pellets niet goed behandelt, kun je ze verknoeien en zullen ze niet werken.
Milieukwesties
Net als elk ander industrieel proces heeft spuitgieten een aantal milieuproblemen. Spuitgietmachines gebruiken veel energie om het materiaal te verwarmen en te koelen, de machines te laten draaien en hulpapparatuur aan te drijven. Al dit energieverbruik draagt bij tot luchtvervuiling door de uitstoot van gassen. Afval dat tijdens het proces ontstaat, kan ook op stortplaatsen terechtkomen en zo milieuvervuiling veroorzaken.

Wat zijn de belangrijkste toepassingen van spuitgegoten onderdelen?
Spuitgieten is een supercoole manier om allerlei dingen te maken. Je kunt dingen maken zoals broodroosters, auto-onderdelen en zelfs medische apparaten. Het is echt een belangrijke manier om dingen te maken.

Auto-industrie
Plastic onderdelen maken auto's aerodynamischer. Ze worden overal in de auto gebruikt. Spuitgieten is de beste manier om auto-onderdelen te maken. Het maakt onderdelen die sterk maar licht zijn. Dat bespaart benzine en vermindert de vervuiling. De onderdelen veranderen niet veel van vorm. Ze raken niet beschadigd door het weer of door wrijving.

Voorbeelden van spuitgegoten onderdelen in auto's zijn dashboards, bumpers en kleine onderdelen zoals spiegelhouders, bekerhouders en vele andere onderdelen die je in auto's ziet.
Verpakkingsindustrie
De verpakkingsindustrie gebruikt componenten die effectief zijn in het ontwikkelen van creatieve verpakkingsontwerpen die klanten aanspreken. Naast een aantrekkelijk uiterlijk en esthetiek moeten de producten ook voldoen aan strenge veiligheids- en hygiënevoorschriften. Spuitgieten kan de algehele kwaliteit van het product verbeteren zonder grote problemen te veroorzaken.

Medische industrie
Medische onderdelen vereisen vaak kunststof onderdelen op maat met uitzonderlijke mechanische eigenschappen en precieze afmetingen. De medische industrie staat bekend om haar hoge normen en inzet voor duurzaamheid.
De productie van medische kunststof onderdelen is een streng gereguleerd proces. Medische onderdelen moeten niet alleen duurzaam zijn, maar ook gemaakt zijn van materialen die bestand zijn tegen hoge temperaturen en de juiste chemische samenstelling hebben.

Spuitgieten is een geweldige keuze omdat het superduurzaam, flexibel, sterk en gemakkelijk aan te passen is. Dit zijn allemaal dingen die je nodig hebt als je spullen maakt voor de gezondheidszorg. Dingen zoals kunstgebitten, chirurgische apparatuur, spullen die je gebruikt om je voor te bereiden op een operatie en dingen zoals beugels voor gebroken botten worden allemaal gemaakt met behulp van kunststof spuitgieten.
Consumentengoederenindustrie
De productie-industrie van huishoudelijke artikelen leunt zwaar op kunststof spuitgiettechnieken. Het belangrijkste voordeel van deze methode voor consumentengoederen is de mogelijkheid om de afwerking en het uiterlijk te geven dat je wilt.

De onderdelen die met deze technologie worden gemaakt, zijn zowel sterk als van hoge kwaliteit. Sinds plastic producten populair zijn geworden, gebruiken huishoudelijke artikelen dit proces en laten ze zien hoeveel dingen ze kunnen doen. Dingen die mensen kopen die op deze manier zijn gemaakt zijn raambeugels, bestekhouders, handgrepen, planken en nog veel meer.
Ruimtevaartindustrie
De luchtvaartindustrie heeft strenge voorschriften voor structurele sterkte en precisie. Kunststof spuitgieten wordt gebruikt om aerodynamische onderdelen te maken voor de meeste hedendaagse vliegtuigen. De lucht- en ruimtevaartindustrie is bezig met het veranderen van het paradigma om deze methode te gebruiken voor de productie van onderdelen.

Voor veel producten in de industrie, van kleine onderdelen tot complexe componenten, wordt spuitgieten gebruikt. Voorbeelden van zulke onderdelen zijn turbinebladen en -behuizingen, panelen, chassisonderdelen, panelen, behuizingen, enz.
Conclusie
Kunststof spuitgieten is een goede manier om plastic onderdelen te maken. Het is snel en je kunt er veel onderdelen tegelijk mee maken. Het is ook goedkoop. Spuitgieten wordt gebruikt om veel dingen te maken. Het is goed omdat het onderdelen maakt die elke keer hetzelfde zijn.
Het wordt gebruikt om auto-onderdelen te maken, dingen voor je huis, medische spullen, dingen die je elke dag gebruikt en dingen waar andere dingen in passen. Mensen blijven spuitgieten verbeteren. Ze maken er altijd nieuwe dingen mee.







