 Overslaan naar inhoud
Overslaan naar inhoud 

Wat is klemkracht?
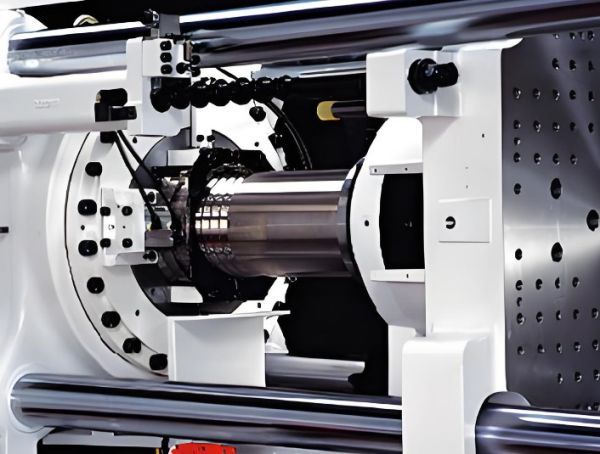
De klemkracht is de kracht die nodig is om de matrijs gesloten te houden tijdens het spuitgietproces. Het zorgt ervoor dat elk deel van de matrijs, inclusief de matrijshelften, nauwkeurig uitgelijnd zijn en voorkomt dat gesmolten kunststof onder hoge druk uit de matrijsnaden lekt. De klemkracht wordt meestal gemeten in ton en is een belangrijke parameter van de spuitgietmachine.

De klemkracht is een van de sleutelfactoren die een directe invloed heeft op de gladheid en de uiterlijke kwaliteit van het spuitgietproces. Onvoldoende klemkracht zorgt ervoor dat de matrijs niet goed sluit, wat resulteert in uitvloeiing, terwijl overmatige klemkracht de matrijs en de spuitgietmachine kan beschadigen. De juiste klemkracht is essentieel om de integriteit van de matrijs en de kwaliteit van het eindproduct te behouden.
Tijdens de spuitgietprocesKunststof materiaal wordt bij hoge temperatuur en aanzienlijke druk in de vormholte gespoten. Wanneer de kunststof afkoelt en hard wordt, wordt het eindproduct gemaakt. Tijdens deze fase moet de mal veel interne druk weerstaan en moet er voldoende kracht of klemkracht worden uitgeoefend om de mal gesloten te houden. Als de klemkracht niet ideaal is, zal de mal opengaan wanneer er druk op wordt uitgeoefend en zal het gesmolten plastic via de naden in de mal terechtkomen, wat vlamvorming zal veroorzaken en de mal zelfs volledig kan beschadigen.

Klemkracht berekenen
De formule voor het berekenen van de klemkracht is over het algemeen:
Klemkracht= Geprojecteerd oppervlak × holtedruk
Waarbij de geprojecteerde oppervlakte de geprojecteerde oppervlakte van het product op het deellichaam is en de holtedruk de druk is die door de gesmolten kunststof op de matrijswanden wordt uitgeoefend tijdens het inspuiten.
Als het geprojecteerde oppervlak van een product bijvoorbeeld 200 vierkante centimeter is en de druk in de vormholte 500 kg/cm², dan is de vereiste klemkracht:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
Bij daadwerkelijke productie moet bij het bepalen van de klemkracht ook rekening worden gehouden met andere factoren, zoals: het type product dat geproduceerd moet worden, de vloei-eigenschappen van het te gebruiken polymeer, de injectiedruk en de injectiesnelheid. Daarom is het berekenen en bepalen van de klemkracht meestal een experimenteel proces dat fijnafstemming en herhaalde proeven vereist om de beste resultaten te verkrijgen.

De belangrijkste rollen van klemkracht
De schimmel gesloten houden
De klemkracht wordt vooral gebruikt om de matrijs gesloten te houden tijdens het spuitgietproces. Omdat de gesmolten kunststof veel druk genereert, moet de matrijs tijdens het spuitgietproces worden vergrendeld. Als de klemkracht onvoldoende is, gaat de matrijs open en lekt de kunststof uit de matrijsnaden, wat resulteert in de zogenaamde flash. De sluiteenheid is verantwoordelijk voor het toepassen en handhaven van de maximale klemdruk om ervoor te zorgen dat de matrijs gesloten blijft.
Door de matrijs in een gesloten positie te houden, voorkom je niet alleen uitvloeiing, maar zorg je er ook voor dat de productgrootte correct is en dat de kwaliteit van het productoppervlak gegarandeerd is. De spuitgietproces Hierbij wordt polymeer onder hoge druk in de matrijs geïnjecteerd, wat zal resulteren in inconsistente productafmetingen en oppervlaktedefecten als de matrijs enigszins geopend wordt. Daarom is voldoende klemkracht essentieel om de ideale kwaliteit van het eindproduct te bereiken.

Flash voorkomen
Flash is een veelvoorkomend defect bij spuitgieten. Als de klemkracht onvoldoende is, hoopt kunststof zich op bij de matrijsnaad, wat resulteert in "flash". Flash verandert niet alleen de buitenkant van het product en de kwaliteit, maar zorgt ook voor extra snijbewerkingen en vermindert de productie-efficiëntie. Daarom is voldoende klemkracht essentieel om flash te voorkomen.
Flash heeft niet alleen invloed op het uiterlijk van het product, maar ook tot op zekere hoogte op de functionele prestaties van het product. Bij sommige precisie-onderdelen bijvoorbeeld, kan flash de assemblage en het gebruik van het product beïnvloeden, en er zelfs toe leiden dat het product wordt afgedankt. Bovendien zal het verschijnen van flash ook leiden tot latere nabewerkingen, waardoor de productie-efficiëntie afneemt en de productiekosten toenemen.

Factoren die de klemkracht beïnvloeden
Injectiemateriaal
Door de verschillende eigenschappen van elk materiaal varieert de klemkracht ook afhankelijk van het injectiemateriaal. Over het algemeen hebben de smeltindex en de vloeibaarheid van het materiaal dat voor de productie wordt gebruikt een grote invloed op de klemkracht. Een onderdeel met een hoge smeltindex heeft bijvoorbeeld een betere vloeibaarheid dan een onderdeel met een lage smeltindex, waardoor minder injectiedruk nodig is en dus een lagere klemkracht. Anderzijds heeft een materiaal met een lage smeltindex een slechte smeltvloeibaarheid en een hoge injectiedruk, waardoor een hogere klemkracht nodig is.
De vloeibaarheid van kunststoffen hangt niet alleen af van hun smeltindex, maar ook van procesparameters zoals temperatuur en druk. Zo vertonen hoogwaardige technische kunststoffen een goede vloeibaarheid bij hoge temperatuur en hoge druk, maar een slechte vloeibaarheid bij lage temperatuur en lage druk. Er kan geconcludeerd worden dat bij het bepalen van de sluitkrachtz`, de vloeibaarheid van het materiaal en de procesparameters in hun geheel bekeken moeten worden om het beste gieteffect te verkrijgen.

Injectiedruk en -snelheid
Andere parameters die een directe invloed hebben op de klemkracht zijn injectiedruk en -snelheid. Bij injectie onder hoge druk en hoge snelheid oefent de gesmolten kunststof aanzienlijke krachten uit op de matrijswanden; daarom moet de klemkracht groter zijn om de matrijs gesloten te houden. Aan de andere kant is de vereiste klemkracht bij lage druk en injectie op lage snelheid lager.
Naast de klemkracht zijn ook de injectiedruk en de injectiesnelheid van invloed op de productkwaliteit en de productiesnelheid. Zo kunnen hoge druk en hoge injectiesnelheid de productietijd verkorten en dus de efficiëntie verbeteren, maar de klemkracht moet hoger zijn en dus is de slijtage en het energieverbruik van de apparatuur hoger. In de echte productie is het dus heel belangrijk om de injectiedruk en -snelheid uitgebreider te kiezen op basis van de werkelijke vereisten van een product en de werkelijke productieomstandigheden, en niet alleen de gegeven specificaties te volgen om het beste productieresultaat te verkrijgen.
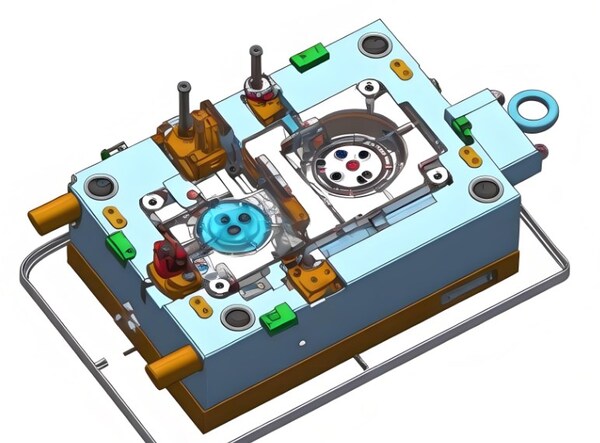
Vormontwerp
Het ontwerp van de matrijs heeft een grote invloed op de klemkracht. De klemkracht neemt recht evenredig toe met het geprojecteerde oppervlak van de matrijs. Daarnaast hebben de lay-out van de deellijn, het ontluchtingssysteem en andere gerelateerde factoren ook invloed op de klemkracht. Een goede regeling van de ontluchting kan bijvoorbeeld helpen om de spanning tijdens het inspuiten te verdelen, waardoor de vereiste klemkracht afneemt.
Het ontwerp van de matrijs bepaalt in grote mate de klemkracht en heeft een grote invloed op de productkwaliteit en de productie-efficiëntie. Een redelijk ontwerp van de deellijn helpt bijvoorbeeld de vorming van uitvloeiingen en bramen te verminderen, waardoor het uiterlijk van het eindproduct verbetert. Een goed afzuigsysteem moet de dichtheid en sterkte van het product verbeteren door luchtbellen en holtes te minimaliseren. Daarom moet je bij het ontwerpen van een matrijs rekening houden met factoren als sluitkracht, productkwaliteit en productie-efficiëntie om het totale ontwerp te optimaliseren en te verbeteren.
Klemkracht optimaliseren
Hoe bepaal je de optimale klemkracht?
Het is erg moeilijk om te bepalen welke klemkracht nodig is, omdat er met veel factoren rekening moet worden gehouden, zoals het injectiemateriaal, het ontwerp van het product en de matrijs, de injectieomstandigheden, enz. Met andere woorden, de theoretische voorwaarde voor het schatten van de optimale klemkracht is het toepassen van de experimentele procedure. De specifieke stappen zijn als volgt: De specifieke stappen zijn als volgt:
1. Eerste benadering van de benodigde klemkrachten.
2. Proefproductie volgens de eerste schatting en het onderzoeken van de kwaliteit van de producten en de staat van de mallen.
3. De klemkracht veranderen aan de hand van de resultaten van de proefproductie totdat de meest effectieve resultaten zijn verkregen.

Door de klemkracht op basis van experimenten te voorspellen, kan een goede productkwaliteit aan de consument worden geleverd, de productiesnelheid worden verhoogd en de levensduur van de apparatuur worden verlengd. In de proefproductiesituatie kan bijvoorbeeld door het regelen van de injectiedruk, snelheid en temperatuur de optimale klemkracht worden gevonden wanneer het bereik van verschillende parameters tijdens het proefproductieproces zelf wordt bepaald, waardoor het algehele productieproces onder controle wordt gehouden en energie wordt bespaard en slijtage van machines wordt voorkomen, waardoor de efficiëntie van de productie en de kwaliteit van het eindproduct toenemen.

Geavanceerde technologie gebruiken om klemkracht te optimaliseren
In de technologische vooruitgang hebben meer geavanceerde technologieën een centrale rol gespeeld bij het regelen van de klemkracht. Met behulp van software voor het ontwerpen van matrijsstromen kunnen ingenieurs bijvoorbeeld de drukverdeling van het geïnjecteerde materiaal voorspellen en zo de matrijs ontwerpen met de minimale klemkracht. Daarnaast zijn sommige moderne spuitgietmachines uitgerust met intelligente besturingssystemen die de klemkracht zeer nauwkeurig en stabiel kunnen regelen tijdens het productieproces van polymeren.
Het ontwerp van de matrijsstroming kan niet alleen de drukverdeling voorspellen, maar ook de temperatuur en het vloeivermogen enz. Alle veranderingen die optreden tijdens het spuitgietproces, zoals temperatuur, schaduw en vloeivermogen, kunnen volledig worden begrepen en zelfs het proces kan worden geoptimaliseerd en verbeterd. Door gebruik te maken van intelligente besturingssystemen is het mogelijk om de verandering van de klemkracht in realtime bij te houden en te wijzigen afhankelijk van de actuele situatie op de werkvloer, waardoor productieprocessen worden gestabiliseerd en de kwaliteit van de geproduceerde producten en de algehele productie-efficiëntie worden verbeterd.

Gevolgen van onvoldoende klemkracht
Vormvervorming en schade
Als de klemkracht onvoldoende is, gaat de matrijs open tijdens het spuitgietproces, waardoor de vorm van de matrijs vervormd en vernietigd wordt. Dit is nog belangrijker voor precisiemallen, waarbij onvoldoende klemkracht ervoor kan zorgen dat de mal permanent vervormt of zelfs wordt gesloopt.
Matrijsvervorming en -beschadiging hebben niet alleen invloed op de productkwaliteit, maar ook op de onderhouds- en vervangingskosten van de matrijs, waardoor de productiecyclus onvermijdelijk langer wordt en de productie-efficiëntie daalt. Bij de productie van precisieonderdelen bijvoorbeeld kan zelfs een kleine vervorming van de matrijs veranderingen veroorzaken in de maattolerantie en functionele prestaties van de onderdelen, waardoor de kwaliteit en functie van het eindproduct worden beïnvloed.

Problemen met productkwaliteit
Onvoldoende klemkracht kan ook problemen veroorzaken met de productkwaliteit. Het meest voorkomende probleem is afbrokkeling, die het uiterlijk van het onderdeel beïnvloedt, maar ook de maatnauwkeurigheid en functionele prestaties van het eindproduct. Daarnaast kan onvoldoende klemkracht soms leiden tot een ongelijkmatige interne structuur en inconsistente materiaalverdeling, wat de algehele kwaliteit van het product verder aantast.
Flash beïnvloedt het uiterlijk van het product en heeft ook invloed op de assemblage en het gebruik van het product. Op sommige complexe onderdelen bijvoorbeeld, belemmert de glans de assemblage. Ten tweede zorgt vervorming er ook voor dat er nabewerkingen nodig zijn, waardoor de productie-efficiëntie daalt en de productiekosten stijgen.

De impact van te veel klemkracht
Verhoogd energieverbruik
Te veel klemkracht beïnvloedt het stroomverbruik van de kunststof spuitgieten machine. Een hoge klemkracht verbruikt meer energie, dus de productiekosten zijn hoger en het is niet vriendelijk voor het milieu.
Meer energieverbruik verhoogt niet alleen de productiekosten, maar is ook schadelijker voor het milieu. Zo brengen energierijke productprocessen koolstofemissies met zich mee, die het milieu vervuilen en een impact hebben op de klimaatverandering. Langdurig gebruik van apparatuur met een hoog energieverbruik leidt tot snelle slijtage van de apparatuur, waardoor de levensduur van de apparatuur en de productie-efficiëntie afnemen.

Verkorte levensduur van schimmel
Een te hoge klemkracht veroorzaakt een te hoge mechanische spanning op de matrijs, waardoor de levensduur wordt verkort. Langdurig gebruik onder hoge klemkracht veroorzaakt vermoeidheidsschade aan verschillende onderdelen van de matrijs, waardoor de matrijs vaker moet worden onderhouden en vervangen en de productiekosten verder stijgen.
Een kortere levensduur van de matrijs heeft een negatieve invloed op de duurzaamheid ervan, waardoor onderhouds- en vervangingskosten ontstaan en de stabiliteit en continuïteit van de productie in het gedrang komen. Het vervangen van matrijzen belemmert het productieproces en verlaagt de productiviteit, en kost het bedrijf meer productiekosten.

Conclusie
De klemkracht is inderdaad een van de kritieke factoren binnen het spuitgietproces omdat het de productkwaliteit en de efficiëntie van de hele productielijn bepaalt, evenals de levensduur van de matrijs. De juiste klemdruk garandeert dat de matrijs gesloten blijft voor een zeer goed eindproduct dat kwaliteitsproblemen zoals onder andere flash vermindert, terwijl er tegelijkertijd zo min mogelijk energie wordt verbruikt en de levensduur van de matrijs wordt gemaximaliseerd.
Bij de daadwerkelijke productie zijn bij de berekening en regeling van de klemkracht factoren betrokken zoals het injectiemateriaal, de matrijs en andere injectieprocesfactoren. Het is ook mogelijk om moderne technologieën toe te passen die kunnen bijdragen aan een betere controle en handhaving van de benodigde klemkracht om het productieproces stabieler en efficiënter te maken.
Samengevat is de redelijke instelling en optimalisatie van de klemkracht cruciaal voor de spuitgieten proces. In de werkelijke productie moeten wetenschappelijke methoden en technologieën worden gebruikt om de klemkracht continu te verbeteren en te beheersen, de efficiëntie en stabiliteit van het productieproces te verbeteren, de productkwaliteit te verhogen, de productiekosten te verlagen, de levensduur van matrijzen te verlengen en meer economische en sociale voordelen voor bedrijven te creëren.







