 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding:Voor prototypes en de productie van kleine aantallen (ongeveer 10-1000 onderdelen) bieden 3D-geprinte spuitgietmatrijzen een tijdbesparende en kosteneffectieve oplossing. Ze bieden ook flexibelere productiemethoden, waardoor ingenieurs en ontwerpers matrijsontwerpen kunnen testen en gemakkelijk wijzigingen kunnen aanbrengen. Dit artikel gaat in op het proces van het gebruik van een 3D-printer voor het spuitgieten van kleine voorwerpen.

Begrijpen wat 3D printen is
Wat is 3D printen?
3D printen technologie is een vorm van rapid prototyping. Hierbij wordt een driedimensionaal digitaal model dat door een computer is gemaakt, opgedeeld in lagen van vlakke segmenten. Deze lagen worden vervolgens geprint met poeder-, vloeibare of filamentmaterialen zoals kunststoffen, metalen, keramiek of zand. De technologie werkt door deze samengestelde materialen laag voor laag te stapelen op basis van slice-patronen, wat resulteert in de creatie van een compleet object.
De gesmolten kunststof wordt dan samengeperst en naar voren bewogen onder de druk van de plunjer of schroef, voordat het met hoge snelheid in een gesloten mal wordt gespoten via de spuitmond aan de voorkant van het vat. Als de kunststof is afgekoeld en na een bepaalde tijd zijn vorm heeft aangenomen, wordt de mal geopend om het eindproduct te onthullen.
De 3D printer instellen
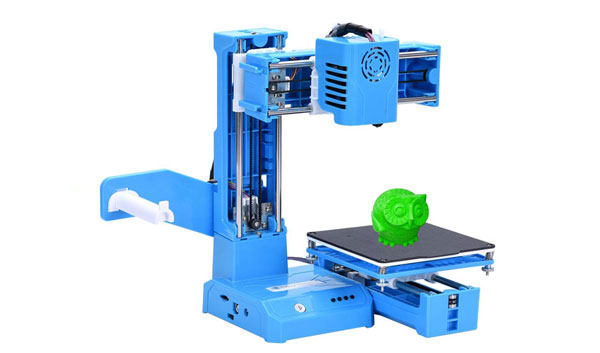
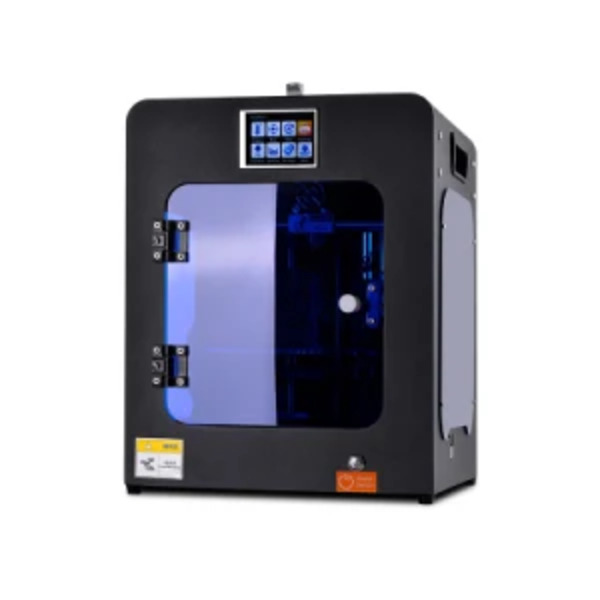
FDM3D printer
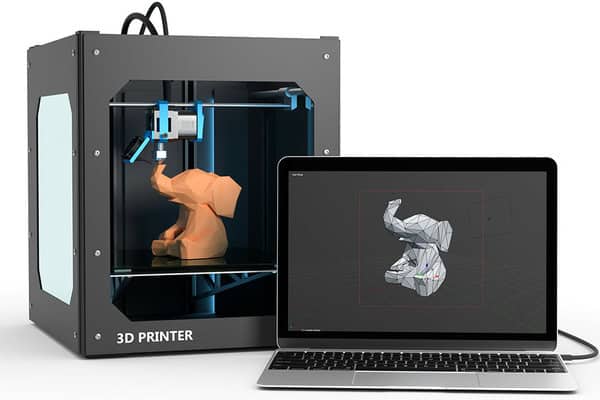
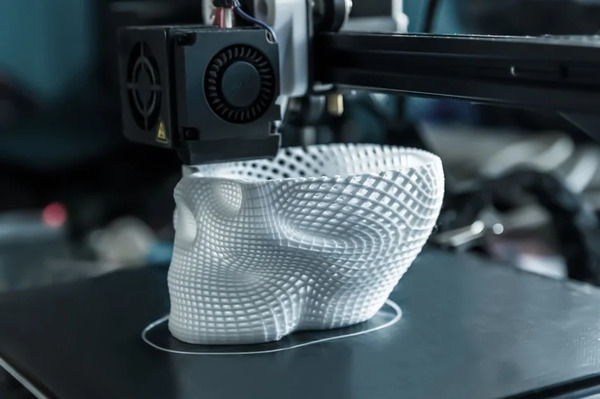
Fused Deposition Modeling (FDM) printers vormen het meest voorkomende type 3D printers op de huidige markt. Bijna 60% van de 3D printer fabrikanten richt zich voornamelijk op het aanbieden van FDM modellen. FDM printers maken snelle prototyping mogelijk door het afzetten van gesmolten materialen, met als primaire materialen ABS en PLA. Een van de belangrijkste voordelen is de kosteneffectiviteit.

FDM-printers hebben echter nadelen zoals een lagere precisie, lagere printsnelheden en ruwe oppervlakken op geprinte producten. Ondanks schommelingen in de afgelopen jaren is de 3D printtechnologie met FDM de initiële groeifase voorbij.
Desktop 3D printers hebben afstand genomen van open-source hardware en persoonlijke ruwheid, en omarmen nu significante verbeteringen in commerciële en intelligente mogelijkheden. Bovendien leggen professionele apparaten nu de nadruk op een mensgericht ontwerp en gebruiksvriendelijkheid, waardoor ze beter aansluiten bij praktische toepassingsscenario's.
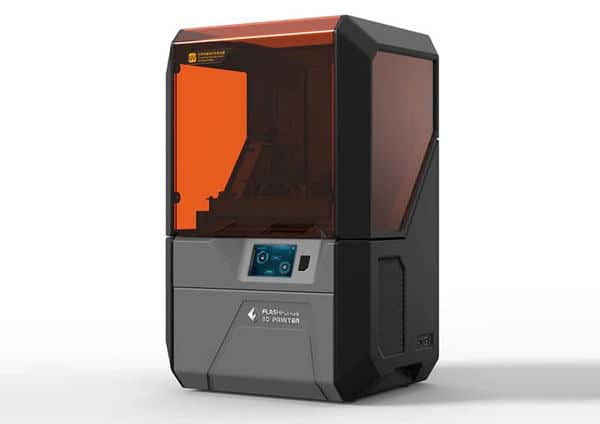
SLA3D-printer
Vergeleken met FDM printers bieden SLA 3D printers een superieure printnauwkeurigheid, wat modellen oplevert met fijnere contouren. Toch resulteren de hoge hardwarekosten in een dure totaalprijs voor de machine. Bovendien vormt de complexiteit van de snijsoftware en de bedieningsprocedures voor veel gebruikers een uitdaging. Deze factoren beperken zowel vraag als aanbod.

De huidige ontwikkelingstrend geeft de voorkeur aan desktop lichtuithardende 3D printers, aangedreven door FDM desktop 3D printapparatuur. Problemen zoals lage printsnelheden, beperkte printvolumes en de ingewikkelde verwerking van vloeibare fotogevoelige harsmaterialen hebben echter geleid tot een wijdverspreide afwijzing van deze technologie.

SLS3D-printer
SLS 3D printers worden voornamelijk gebruikt in industriële en militaire productie. De vooruitgang van SLS 3D printtechnologie wordt voortdurend gestimuleerd door de vraag naar diverse materialen voor het maken van functionele onderdelen. Het primaire materiaal dat in deze 3D printers wordt gebruikt is poedermateriaal, dat wordt geconsolideerd door middel van selectieve lasersintering.

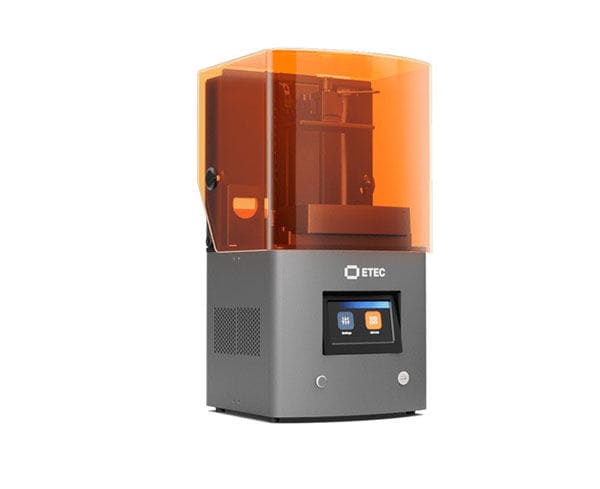
DLP3D-printer
DLP 3D printtechnologie is sneller dan vergelijkbare SLA omdat elke laag in plaatvorm wordt uitgehard. DLP-technologie maakt voornamelijk gebruik van DLP-projectie om het volledige laseroppervlak te richten op het oppervlak van de 3D printen materiaal.
DLP 3D printers hebben goede prestaties op het gebied van high-definition printen, meestal met een klein kleuren touchscreen, uitgerust met meerdere talen, duidelijke displayinterface en ondersteuning voor USB-kabel, Wi-Fi, bekabelde netwerkverbinding, enz. En eenvoudig te beheren.
Mallen ontwerpen voor kleine voorwerpen
Wat houdt het ontwerpproces van gietvormen in?
a. Accepteer de opdrachtbrief.
b. Tekeningen analyseren: Analyseer producttechnische vereisten, belangrijke controleafmetingen en tolerantievereisten.
c. Bevestig vooraf het matrijsplan: Bevestig de matrijsstructuur, de matrijsspecificaties en het aantal caviteiten.
d. Voer een schimmelkostenanalyse uit en maak een offerte.

e. Bepaal de hoofdstructuur van de mal.
f. Maak het diagram van de mal.
g. Controleren, uitgeven en archiveren van matrijstekeningen.
h. Procedures voor het verwerken van schimmels ontwikkelen.
i. Procesdocumenten (procestekeningen, proceskaarten) voorbereiden voor elke stap.
j. Procesdocumenten beoordelen, uitgeven en archiveren.
Materiaalkeuze voor 3D Printer Spuitgieten
SLA lichtuithardend fotogevoelig hars 3D printmateriaal voor snelle prototypes in melkachtig wit heeft een aangename textuur en voldoende sterkte, zij het met een relatief lage taaiheid. Kleine en dunne onderdelen kunnen gevoelig zijn voor brosse breuken, maar ze zijn gemakkelijk te polijsten, geschikt voor galvaniseren en hebben veelzijdige verf- en kleuropties.

De lichtgevoelige hars bestaat uit twee hoofdcomponenten: een fotoinitiator en hars (bestaande uit prepolymeer, verdunningsmiddel en een kleine hoeveelheid additieven). De dosering van de fotoinitiator en het verdunningsmiddel zijn van grote invloed op de uithardingssnelheid en de kwaliteit van het hars. Optimale verhoudingen van de fotoinitiator en verdunner verbeteren niet alleen de uithardingssnelheid maar ook de uithardingskwaliteit. Daarom is het selecteren van een gerenommeerde fabrikant die gespecialiseerd is in rijpe en stabiele fotogevoelige hars 3D printmaterialen van het grootste belang.
Als het gaat om de prestaties van fotogevoelige hars 3D printmaterialen, zijn er geïmporteerde opties beschikbaar die een hoge sterkte, transparantie, weerstand tegen hoge temperaturen en vocht- en waterbestendige eigenschappen hebben.

Bovendien bieden composiet keramische 3D printmaterialen zoals aluminiumoxide (AI2O3), zirkonia (ZRO2), hydroxyapatiet (HAP) en tricalciumfosfaat een porseleinachtige glans. Deze materialen, bestaande uit keramisch poeder met een hoge resolutie en lichtgevoelige hars, bieden alternatieve keuzes voor 3D printliefhebbers.
FDM gesmolten afzetting modellering thermoplastische 3D afdrukken materialen
In vergelijking daarmee zijn de markeringen van de druklaag aan het oppervlak relatief opvallender en ruwer. Niettemin maken de materiaaleigenschappen, zoals goede sterkte, flexibiliteit, hoge slagvastheid, sterke weerstand tegen oplosmiddelen en stabiele duurzaamheid, het perfect voor nauwkeurige functionele testen, mallen en eindproducten. De 3D printmaterialen die gebruikt worden in deze technologie bestaan uit industriële materialen en verbruiksartikelen voor desktop 3D printers.
SLS selectieve laser sinteren poeder 3D afdrukken materialen
PA-serie Nylon 3D afdrukken Materialen: slijtvast, hoge sterkte en stijfheid, goede chemische weerstand, uitstekend stabiel gedrag op lange termijn, hoge selectiviteit en detailresolutie, biocompatibel, voldoet aan EN ISO 10993-1 en USP, voldoet aan de EU Kunststoffenrichtlijn goedgekeurd voor gebruik in contact met voedingsmiddelen. Typische toepassingen van dit materiaal zijn volledig functionele plastic onderdelen van de hoogste kwaliteit. Het oppervlak is echter relatief ruw.
Yansir biedt PA3200GF nylon glasvezelmateriaal aan voor dieptrekvormen of elke toepassing die specifieke stijfheid, hoge hitteafbuigingstemperatuur en lage slijtage vereist. Bovendien verstrekken wij aluminium-gevulde nylon materialen die algemeen in metaal-look, hitte-geladen delen worden gebruikt. Voor LS lasersinteren op desktopniveau bieden we ook PA12 nylon poedermateriaal als alternatief.
DLP digitale beeldprojectie 3D printmaterialen
Door gebruik te maken van onafhankelijke pixelbesturing resulteert maskerprojectielagen in een driedimensionale verwerkingsmethode die zowel van hoge kwaliteit als zeer nauwkeurig is. De printnauwkeurigheid is uitzonderlijk en levert een delicaat oppervlak op dat niet gepolijst hoeft te worden.
Het is echter belangrijk om lokale steunpunten te verwijderen, repareren en polijsten als dat nodig is. Er zijn verschillende fysieke materialen beschikbaar voor verschillende industrieën, met als veelvoorkomende toepassing het 3D-printen van animatiepoppetjes in rode was.

Er zijn momenteel talloze desktop DLP printers beschikbaar die de flexibiliteit bieden om 3D printmaterialen naar wens in kleur te mengen. Toch blijft de printnauwkeurigheid van deze apparaten achter bij die van industriële printers.
Stap-voor-stap handleiding voor 3D printen
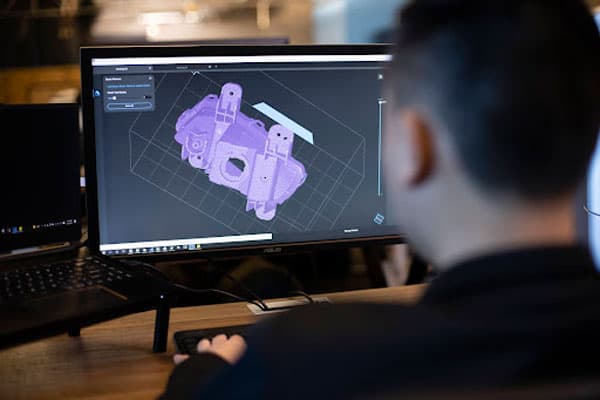
Ontwerpers gebruiken computermodelleringssoftware om driedimensionale digitale modellen van producten te maken, die vervolgens automatisch worden geanalyseerd voor het printproces op basis van het model. Zodra de analyse klaar is, kan de gebruiker gewoon op de "print"-knop drukken en zal de 3D-printer het voorwerp produceren. Hoewel het principe van 3D printen vergelijkbaar is met traditioneel printen, verschillen de gebruikte grondstoffen.
Traditioneel printen maakt gebruik van inkt, terwijl voor 3D-printen materialen zoals kunststoffen, metalen, enz. nodig zijn, die vloeibaar gemaakt kunnen worden, in poedervorm of in de vorm van een filament. Materialen zoals keramiek of zand kunnen ook worden gebruikt in 3D-printprocessen, waardoor deze materialen na het printen opnieuw kunnen worden gecombineerd om optimale fysische en chemische eigenschappen te verkrijgen.
3D-ontwerp
Het ontwerpproces voor 3D-printen begint met het gebruik van computermodelleringssoftware om een model te maken, gevolgd door het verdelen van het model in gesegmenteerde laag-voor-laag secties, of segmenten, die dienen als leidraad voor de printer tijdens het printproces. 3D-ontwerpsoftware fungeert als de primaire gegevensbron voor 3D-printen en genereert de benodigde modellen voor het printproces.
Veelgebruikte 3D ontwerpsoftware voor thuisgebruik zijn onder andere CAD, ZW3D en CAx. Hoewel er veel gespecialiseerde softwareprogramma's beschikbaar zijn voor 3D printen, wordt er nog steeds gewerkt aan de ontwikkeling van gebruiksvriendelijkere, eenvoudigere en praktischere oplossingen die specifiek zijn afgestemd op 3D printen.
Slicin
3D printen maakt, net als lasergieten, gebruik van gelaagde verwerking en overlappend gieten om 3D solid printing te voltooien. Het printproces van elke laag is verdeeld in twee stappen. Eerst leest de printer de doorsnede-informatie in het bestand en brengt een laag speciale lijm aan op het aangewezen gebied. De lijmdruppels zijn minuscuul en moeilijk te verspreiden.
Hierna wordt een gelijkmatige laag poeder gespoten. Bij contact met de lijm stolt het poeder snel en hecht het zich, waardoor niet gelijmde delen los blijven. Door afwisselend een laag lijm en een laag poeder aan te brengen, wordt het fysieke model in vorm "gedrukt". Na het afdrukken kan het losse poeder moeiteloos worden verwijderd door te vegen en het resterende poeder is recyclebaar.
Volledig afdrukken
De resolutie van 3D printers is over het algemeen voldoende voor de meeste toepassingen, hoewel deze minder nauwkeurig kan zijn op gebogen oppervlakken, wat kan resulteren in gekartelde randen op de uiteindelijke afbeelding. Om resultaten met een hogere resolutie te bereiken, is een strategie om de objecten eerst iets groter te printen met bestaande 3D printers. Door het oppervlak voorzichtig te polijsten, is het mogelijk om een object met een "hoge resolutie" te verkrijgen met een gladde afwerking.
Veelvoorkomende problemen oplossen
Er zit een gat in de bovenste laag
Om materialen te besparen, hebben de meeste prints massieve randen die zijn ingekapseld in een holle rasterstructuur. Met een opvulratio van 30% bestaat bijvoorbeeld slechts 30% van de print uit massief materiaal en de rest uit lucht. Ondanks dat de binnenkant hol is, is het doel om de illusie van een massieve buitenkant te behouden. Daarom biedt slicingsoftware een instelling voor het bepalen van de dikte van de bovenste en onderste lagen. Aan dit probleem liggen verschillende mogelijke oorzaken en bijbehorende oplossingen ten grondslag:
a. Probleem: Onvoldoende dikte van de toplaag (onvoldoende aantal lagen).
Oplossing: Verbeter de dikte van de bovenste laag (of verhoog het aantal lagen) binnen de slicingsoftware.
b. Probleem: Lage vullingsgraad.
Oplossing: Versterk de vulverhouding via de slicingsoftware.
c. Probleem: Onvoldoende extrusievolume.
Oplossing: Het extrusievolume vergroten met de snijsoftware
Scheiding van lagen en incisieproblemen
Het basisprincipe van FDM 3D printers is om objecten te maken door één laag per keer te printen en deze opeenvolgend te stapelen om het uiteindelijke object te maken. De sterkte van het geproduceerde object is sterk afhankelijk van de hechting tussen elke laag. Onvoldoende hechting kan leiden tot het loslaten van lagen en onvolkomenheden.
Hier volgen enkele mogelijke oorzaken van dit probleem, samen met voorgestelde oplossingen:
Oorzaak: Te grote laaghoogte (laagdikte)

Oplossing: De spuitmondjes van de meeste 3D printers hebben een diameter van 0,3 mm tot 0,5 mm. Het wordt aanbevolen om de laaghoogte in te stellen op minder dan 20% van de spuitmonddiameter. Door deze richtlijn aan te houden, wordt elke nieuwe laag met een lichte druk op de vorige laag aangebracht, wat een robuuste fusie tussen de lagen mogelijk maakt.
Oorzaak van het probleem: De afdruktemperatuur is te laag.
Suggestie voor een oplossing: Vergeleken met een lagere printtemperatuur kan een hogere printtemperatuur zorgen voor een betere hechting van de verbruiksartikelen. Als je er zeker van bent dat er geen problemen zijn met je laaghoogte, overweeg dan om de printtemperatuur aan te passen. Ik raad aan om deze met 10 graden te verhogen en het printeffect te observeren totdat je de optimale temperatuurinstelling hebt bereikt.

Probleem met draadbijten
Filament biteing treedt op wanneer het filamentknijpwiel in de extruder het filament vastklemt, maar er niet in slaagt het vooruit te duwen. Dit probleem wordt aangegeven door het stilstaande filament terwijl het knijpwiel blijft draaien, wat leidt tot een ophoping van plastic afval in de buurt van de extruder. Hieronder staan mogelijke oorzaken van dit probleem en aanbevolen oplossingen:
Oorzaak van het probleem: De afdruktemperatuur is te laag.
Suggesties voor een oplossing: Probeer de printtemperatuur met 5-10 graden te verhogen.
Oorzaak van het probleem: De afdruksnelheid is te hoog.

Oplossing: Als de situatie niet verbetert na het verhogen van de afdruktemperatuur, verlaagt u de afdruksnelheid met 50%.
c.Oorzaak van het probleem: Het mondstuk is verstopt. Suggesties voor een oplossing: Als de vorige twee oplossingen het probleem niet oplossen, is het zeer waarschijnlijk dat de sproeier verstopt is.
Tips om kleine voorwerpen gemaakt met 3D Printers sterk te maken
Koeling verminderen
Koeling speelt een cruciale rol in de 3D printen Dit heeft namelijk een directe invloed op de hechting van de lagen nadat ze zijn uitgehard. Snel afkoelen kan de hechting belemmeren omdat de opeenvolgende lagen moeite kunnen hebben om goed te hechten. Het is belangrijk op te merken dat de effectiviteit van koeling wordt beïnvloed door het type materiaal dat wordt gebruikt. PLA geeft bijvoorbeeld optimale resultaten in combinatie met een robuuste koelventilator. Het is dus raadzaam om de koelsnelheid aan te passen aan het specifieke materiaal dat wordt gebruikt.

Gebruik krachtige vulmodi
Om uw 3D printresultaten verder te verbeteren, kunt u overwegen om het juiste opvulpatroon te kiezen. Opvulpatronen vullen de opvuldichtheid aan door te dienen als interne ondersteuningsstructuur voor uw 3D prints. Deze patronen verbeteren niet alleen de stijfheid van het onderdeel, maar helpen ook wandvervormingen te voorkomen. Voor een stevige 3D print kiest u een dicht invulpatroon tussen 30-50%.
Casestudies en voorbeelden
Recente ontwikkelingen in 3D-printtechnologie hebben een revolutie teweeggebracht in de audio-industrie, waardoor fabrikanten digitaal printen kunnen gebruiken voor het produceren van op maat gemaakte oorstukjes voor audiologie, lawaaibescherming en gehoorproducten voor consumenten tegen opmerkelijk lage kosten. In de loop der jaren hebben 3D-printfabrikanten biocompatibele materialen onthuld die veilig zijn voor huidcontact, waardoor gebruikers gemakkelijker in-house oormodellen en oordopjes kunnen produceren.
Op maat gemaakte hoofdtelefoons bieden een onderscheidende, individuele luisterervaring, met ontwerpen die naadloos aansluiten op de oren van de gebruiker. Deze op maat gemaakte pasvorm zorgt ervoor dat de oortelefoon stevig op zijn plaats blijft zitten en niet uit kan glijden. Bovendien worden comfort en geluidsisolatie verbeterd voor een ongeëvenaarde audio-ervaring.
Door de integratie van printtechnologie, mobiel scannen en machine learning kunnen de obstakels die gepaard gaan met gepersonaliseerde productie effectief worden aangepakt. Dankzij deze doorbraak kunnen klanten moeiteloos een aangepaste versie van de headset produceren, waardoor de productietijd aanzienlijk wordt verkort van vier dagen naar twee. Bovendien biedt het de mogelijkheid tot levering op dezelfde dag, wat een revolutie teweegbrengt in de klantervaring.

Nu de 3D printtechnologie de laatste jaren snel is geëvolueerd, zijn er een heleboel toepassingen met grote impact opgedoken, met 3D geprinte organen als een opmerkelijk voorbeeld.
De mogelijkheid om eenvoudig nieuwe organen te maken is al lange tijd een begeerd doel van wetenschappers die gespecialiseerd zijn in regeneratieve geneeskunde. Hoewel het gebruik van 3D-workflows om organoïden te genereren die geschikt zijn voor transplantatie nog in de kinderschoenen staat, levert het al veelbelovende resultaten op.
Aan het hoofd van dit baanbrekende onderzoek staat Dr. Sam Pashneh-Tala van de Universiteit van Sheffield. Dr. Pashneh-Tala gebruikt desktop-schaal stereolithografie (SLA) 3D printtechnologie in zijn onderzoek om weefsel-engineered bloedvaten te maken met verschillende geometrieën.
Deze doorbraak kan de weg vrijmaken voor de ontwikkeling van patiëntspecifieke vaattransplantaten, het verbeteren van chirurgische procedures en het bieden van een uniek testplatform voor nieuwe vasculaire medische hulpmiddelen om hart- en vaatziekten effectief te bestrijden - de aandoening die momenteel wereldwijd het hoogste sterftecijfer kent.
Het productielandschap is aanzienlijk beïnvloed door de vooruitgang in 3D-printen en gaat verder dan de theoretische mogelijkheden. Zoals 3D printen De methodologieën hebben de laatste jaren snel vooruitgang geboekt en zijn doorgedrongen tot diverse sectoren, waardoor de transformatieve mogelijkheden van deze technologie duidelijk zijn geworden.
Van de wetenschap en de gezondheidszorg tot consumentenproducten, de bouw en de productie, steeds meer mensen krijgen te maken met eindproducten die met 3D-printen zijn gemaakt. Het traject van 3D printen wijst op een verdere verbreding van de impact, waardoor onderdelen economischer op maat kunnen worden gemaakt, doorlooptijden en operationele kosten worden gestroomlijnd en functionaliteiten worden verbeterd door een nauwere band tussen consumenten en het fabricageproces van producten te bevorderen.

Conclusie
In wezen kunnen 3D-printers ingewikkelde geometrieën en interne holtes tot leven brengen die met andere methoden onmogelijk te maken zouden zijn, wat resulteert in uitgebreide vormen, fijne details en gepolijste oppervlakken.
Bovendien is het vormproces bij 3D-printen in hoge mate geautomatiseerd. Deze technologie biedt een veelzijdige en kostenefficiënte aanpak voor kleinschalige productie. Door gebruik te maken van de precisie en het aanpassingsvermogen van 3D-printen kunnen fabrikanten hun matrijsontwerpen snel testen en verbeteren, wat uiteindelijk de productkwaliteit verbetert en de doorlooptijd verkort.
Vooruitkijkend zijn de toepassingsgebieden van 3D printtechnologie klaar om verder uit te breiden, met een meer divers aanbod van printmaterialen en verbeterde functionaliteiten in printapparatuur. Deze vooruitgang zal naar verwachting een grote impact hebben op traditionele productiemethoden en het menselijk leven, en een nieuw tijdperk van productierevolutie inluiden.







