 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Spuitgietmatrijzen zijn gereedschappen om kunststof producten te maken. Het werkt door plastic te verhitten, te smelten en dan met een machine in een mal te spuiten. Het plastic koelt af en wordt hard, en dan heb je een plastic ding.

De meeste producten met ondersnijdingen in de spuitgietmatrijs kunnen lifters gebruiken om de ondersnijdingen te verwijderen. Het doel is vergelijkbaar met dat van het schuifmechanisme omdat de ontvormrichting van het spuitgietproduct is dat de spuitgieten De machine duwt het product uit de duwplaat en er is maar één ontvormrichting.
Als het product uitsteeksels, gaten en groeven heeft, zal het ondersnijdingen (knopposities) vormen als dit niet overeenkomt met de ontvormrichting. Er moet een mechanisme worden toegevoegd om in andere richtingen te ontvormen om de ondersnijdingen te verwijderen.

Als je kijkt naar de kosten, hoe moeilijk het is om te maken en hoe goed het werkt, als je een lifter of een slider kunt gebruiken, gebruik dan een lifter voor binnenste ondersnijdingen en een slider voor buitenste ondersnijdingen. Lifters zijn goed omdat ze eenvoudig, gemakkelijk te maken en goedkoop zijn en niet veel ruimte in beslag nemen.

In sommige matrijzen, zoals de laptop cover matrijs, die veel kleine schuine uitwerpers heeft, is het erg praktisch en kan het uitwerpmechanisme van de achterste matrijs vereenvoudigen als de grootte van de schuine uitwerper relatief klein is of de ruimte voor de schuine uitwerperbeweging niet genoeg is. In dit artikel wordt uitgelegd wat de schuine uitwerper is bij spuitgieten.
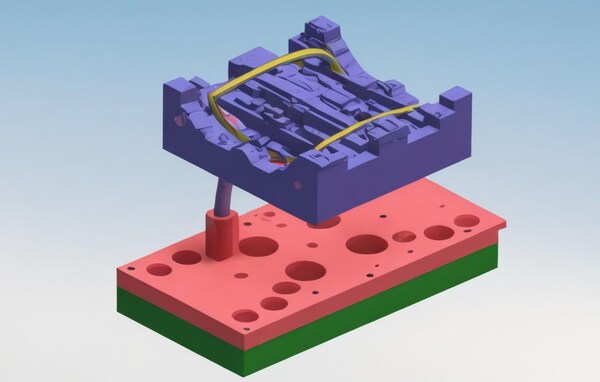
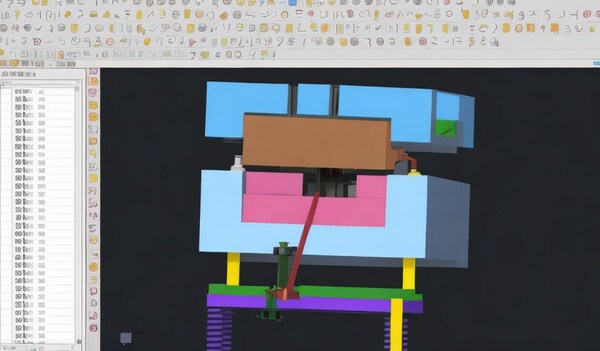
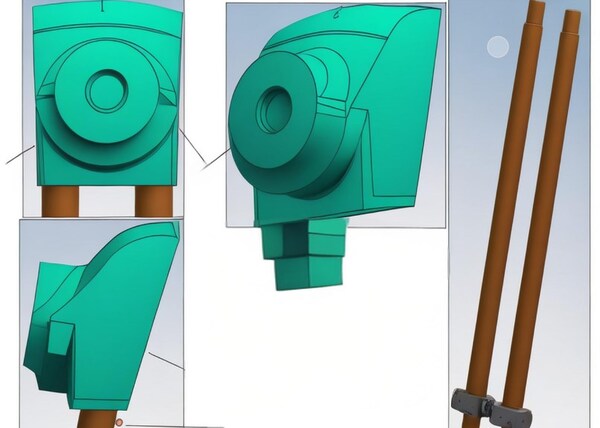
Wat zijn de onderdelen van de Slant Ejector-structuur?
Schuine uitwerperkop
Het is voornamelijk het matrijsdeel. De onderkant van het ondersnijdingsvlak wordt meestal een recht oppervlak voor eenvoudige verwerking en afstemming op de mal. De andere drie oppervlakken zijn schuin voor eenvoudige aanpassing aan de afdichtingslijm. Het bovenste oppervlak van de schuine uitwerperkop wordt meestal verlaagd met 0,05 ~ 0,1 mm onder de lijm positie oppervlak om te voorkomen dat de schuine uitwerper van het schrapen van de lijm tijdens het uitwerpen.
Schuine uitwerperstang
Het verbindt voornamelijk de schuine schietstoel en de schuine schietkop en moet de uitwerpkracht dragen tijdens het schuin uitwerpen.
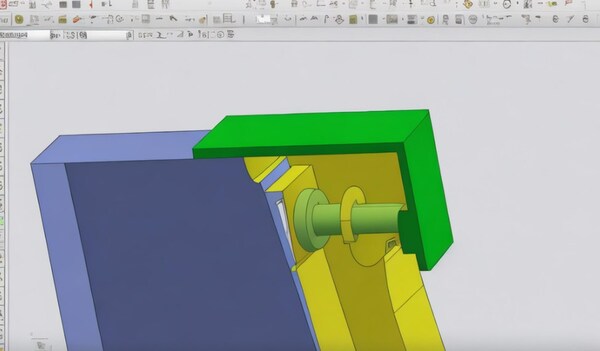
Gids Blok
Bij het verwerken van de mal wordt de bewegende mal behandeld om lucht te vermijden (wrijving verminderen) om vervorming en vervorming te verminderen, en er wordt een geleideblok toegevoegd om het gemakkelijker te maken om nauwkeurig te positioneren en aan te passen.

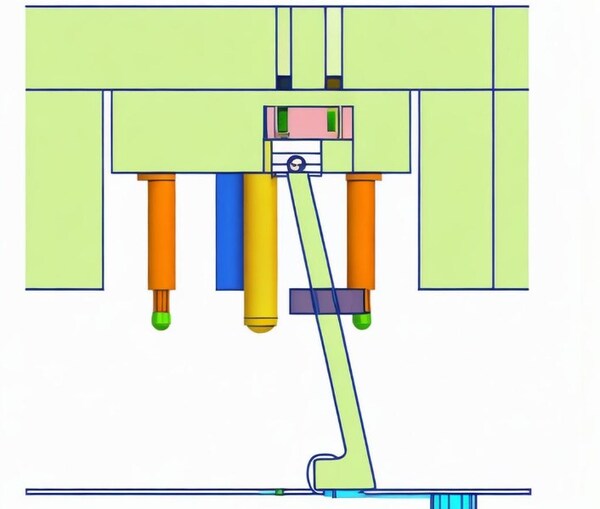
Geleidingshuls (koperlegering + grafiet)
Er zijn twee geleidehulzen voor smering en geleiding in de gecombineerde lifter. De schuifstang slijt na langdurige beweging. De toevoeging van geleidehulzen kan slijtage verminderen en onderhoud en vervanging vergemakkelijken als er een probleem is met de nauwkeurigheid.

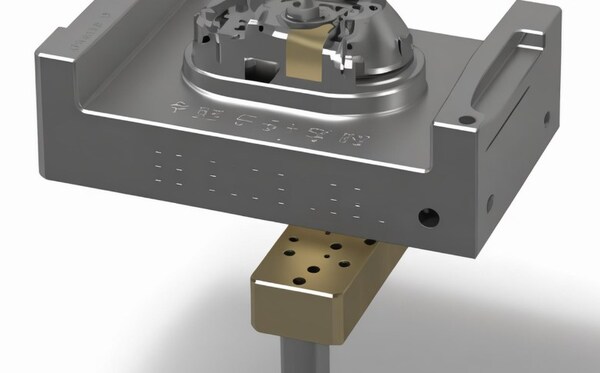
Hefzitting
In de integrale lifter bestaan de geleidingsmethoden meestal uit een T-gleufgeleider en een pengeleider. De pengeleider wordt het meest gebruikt en is eenvoudig te verwerken en te installeren. De prijs van de T-gleufgeleider is iets hoger en er is een aparte T-basis nodig. De verwerking en aanpassing zijn ook ingewikkelder dan bij het pintype.

Wat zijn de toepasbare materialen voor injectieheftoestellen?
Cr12Mov Staalmateriaal
Cr12Mov is een hoogwaardig legeringsstaal met een hoge koolstofwaarde en een zeer hoge hardheid en sterkte, dat bestand is tegen hoge temperaturen en langdurig gebruik. Het heeft een uitstekende corrosiebestendigheid, hoge slagvastheid, goede verwerkingsprestaties, goede slijtvastheid, enz. Cr12Mov lifters zijn meestal geschikt voor het vervaardigen van grote mallen omdat deze mallen enorme druk moeten weerstaan.

45# Staalmateriaal
45# 45# staal is een staal met een laag koolstofgehalte dat veel gebruikt wordt bij de productie van kleine en middelgrote spuitgietmatrijzen. Het heeft een goede bewerkbaarheid en taaiheid en is relatief goedkoop. De hardheid van dit materiaal is echter laag en het is alleen geschikt voor sommige kleinere matrijzen die niet bestand hoeven te zijn tegen hoge druk.

SKD11 Staalmateriaal
SKD11 staal is een koudwerk gereedschapsstaal dat veel gebruikt wordt bij de productie van spuitgietmatrijzen vanwege de sterkte en slijtvastheid. Het heeft een goede hardheid, uitstekende corrosiebestendigheid en goede bewerkbaarheid. Het kan hoge temperatuur en hoge druk weerstaan zonder vervorming, wat zeer geschikt is voor de productie van grote spuitgegoten producten.

H13 Staal
H13 staal is een van de beste gietstalen. Het heeft een hoge thermische stabiliteit, goede hardheid en taaiheid, grote slijtvastheid en hittebestendigheid, enz. H13 staal wordt gebruikt in veel soorten plastic mallen omdat het zo goed is, vooral voor het maken van mallen die lang meegaan en veel gebruikt worden.
S136 staalmateriaal
S136 staal is een hoogwaardig roestvrij staal. Het heeft een hoge sterkte, goede slijtvastheid, hoge precisie en een sterke weerstand tegen corrosie. S136 staal wordt meestal gebruikt om zeer nauwkeurige onderdelen te maken in spuitgietproducten, zoals elektronische apparatuur, medische apparatuur en mechanische onderdelen.

Wat zijn ideeën voor overwegingen bij het ontwerp van liften?
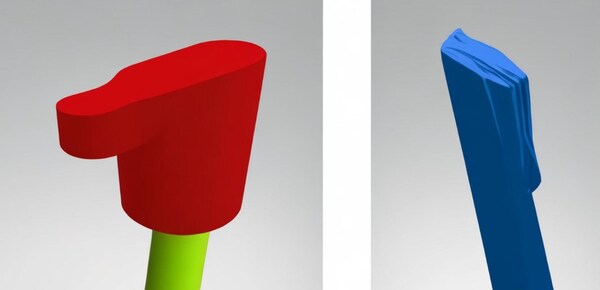
De schuine uitwerper is een type uitwerpsysteem. Wanneer er een ondersnijding in het onderdeel zit, is het niet handig om de positie te doen, maar is het wel handig om de schuine uitwerper te doen, dan moet de schuine uitwerper gebruikt worden voor uitwerpen.

Een andere situatie is zoals te zien is in , wanneer een diep en lang bot wordt uitgeworpen door een rechte uitwerper, blijft het bot gemakkelijk aan de rechte uitwerper kleven en is het niet gemakkelijk om het onderdeel te nemen, dus moet de schuine uitwerper worden gebruikt voor uitwerpen.

De schuine uitwerper is onderverdeeld in de achterste schuine uitwerper en de voorste schuine uitwerper. De schuine uitwerper kan niet worden gebruikt voor hetzelfde materiaal als de kern. Hij moet één niveau harder zijn. De kleinere schuine ejector gebruikt FDAC ,

Spuitgietheftoestel Ontwerpideeën
Bereken eerst de uitwerpslag van de schuine uitwerper. Bereken vervolgens de helling van de schuine uitwerper op basis van de uitwerpslag. Bepaal vervolgens de sealpositie van de schuine uitwerper in zijwaartse richting. De voorkeur gaat uit naar een horizontale sealpositie, maar verticaal sealen kan ook.

Let er bij verticaal sealen op dat de lijmpositie van de product buckle zijdelings kan vervormen met de schuine ejector. Als er te veel ruimte is voor de schuine uitwerper om zijdelings te bewegen, kan de lijmpositie van de product buckle zijdelings vervormen. Als de tijd beperkt is, kan verticaal sealen worden gebruikt.

Maak vervolgens de verwerkingsreferentiepositie van de hellende bovenkant en de verwerkingsreferentiepositie is gebaseerd op de richting van de lijmpositie om naar buiten te komen; maak vanuit de verwerkingsreferentiepositie het hellende oppervlak van de hellende bovenkant naar beneden om de dikte van de hellende bovenkant in de zijdelingse bewegingsrichting aan te passen.

Als de totale lengte van de schuine bovenkant minder dan 100 mm is, is de dikte van de schuine bovenkant gegarandeerd minstens 6 mm. Als de totale lengte meer dan 100 mm is, moet de dikte van de schuine bovenkant minstens 8 mm zijn. Als deze dikte niet kan worden bereikt, verkort u de totale lengte van de schuine bovenkant.
Lijm de twee zijden van de schuine bovenkant aan elkaar. De sterkte en positie van de schuine bovenkant bepalen hoeveel lijm je moet gebruiken.

Als de sterkte niet genoeg is, gebruik je meer lijm. Zorg ervoor dat de lijm de zijkanten van de schuine bovenkant bedekt. Maak een gat in de mal waar de schuine bovenkant doorheen moet en maak een blok voor de schuine bovenkant. Ontwerp de zitting voor de schuine bovenkant en probeer scherpe hoeken te vermijden.

Wat zijn de voorzorgsmaatregelen voor de schuine bovenstructuur?
De uitwerpafstand van de schuine bovenkant zal niet te hoog zijn
Normaal gesproken is de uitwerpafstand van de schuine bovenkant niet te groot, waardoor deze gemakkelijk breekt. De uitwerpafstand van de schuine bovenkant van de matrijs die volautomatische productie mogelijk maakt, is langer dan die van de schuine bovenkant van de halfautomatische pick-up om ongelijke krachten te voorkomen wanneer de robot het product oppakt en er niet in slaagt het product eruit te halen.

Volautomatische uitwerpafstand = productafstand (H) + veiligheidswaarde (K) 5,00~10,00mm; halfautomatische productie uitwerpafstand = producthoogte (H) X (2/3) .
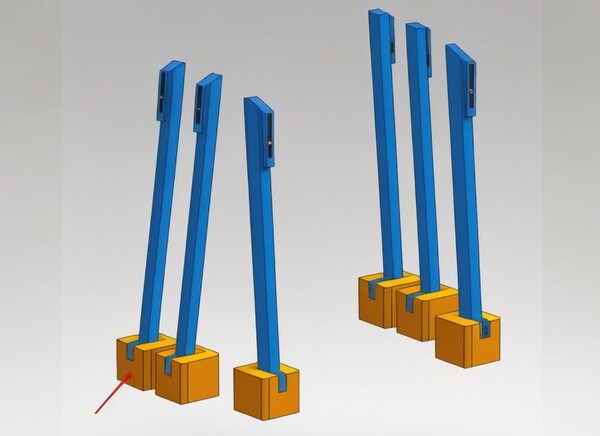
Het hoekbereik van de schuine top is 3°~15°.
Het hoekbereik van de schuine bovenkant is 3°~15°, en de beste is 3°~8°. Als de hoek van de schuine bovenkant groter is dan 12°, moet de stang van de schuine bovenkant niet alleen rekening houden met de sterkte, maar moet deze ook worden uitgerust met een hulpstang om te voorkomen dat de schuine bovenkant vervormt en breekt door een overmatige torsie tijdens de productie.

Het verschijnsel dat het product aan de schuine bovenkant blijft plakken, doet zich waarschijnlijk voor tijdens de productie. De gebruikelijke methode is om de ontvormhelling van het product te vergroten. Bij het ontwerp moet worden vermeden dat de schuine bovenkant te veel ribben heeft.
De schuine uitwerper mag niet te dun zijn
Maak de schuine uitwerper niet te dun. De minimale dikte (diameter) van de schuine uitwerper bij kleine producten is 3,00 mm. Voor producten met een diameter van meer dan 500,00 mm mag de minimale dikte (diameter) van de schuine uitwerper niet minder zijn dan 25,00 mm om te voorkomen dat de schuine uitwerper vervormt en breekt door overmatige torsie tijdens de productie.

De schuine uitwerper maakt deel uit van het uitwerpsysteem, wat hetzelfde is als een uitwerppen gebruiken om het onderdeel uit te werpen. Je hoeft geen uitwerppin op dezelfde plaats te zetten als de schuine uitwerper om interferentie tussen de schuine uitwerper en de uitwerppin te voorkomen. Je moet simuleren om te zien of er interferentie is tussen de schuine uitwerper en de uitwerppen. spuitgietheffer.
Wat is de rol van de spuitgietheffer?
Er zijn verschillende redenen waarom de plastic spuitgietindustrie heeft een mal nodig met een hellende uitwerpstructuur. Dit zijn de belangrijkste:

De extrusieprestaties van de matrijs verbeteren
Tijdens het fabricageproces van de matrijs voegen we meestal een schuine uitwerper toe aan één kant van de matrijs om de materiaalstroom en de uitlaat te helpen. De schuine uitwerper kan de weerstand van de materiaalstroom verminderen en het materiaal soepeler laten stromen. Dit kan de extrusiesnelheid en efficiëntie van de mal verbeteren.

De vulprestaties van de mal optimaliseren
Als je spuitgiet, wil je dat het materiaal de hele mal vult en in elk hoekje en gaatje komt. De schuine bovenkant helpt als de weerhaken van de plastic onderdelen niet gemakkelijk uit de mal willen komen,

Hierdoor wordt de mal beter gevuld. Het bewegingsprincipe is ook om de verticale beweging van het openen en sluiten van de mal te veranderen in een horizontale beweging, om zo het laterale kerntrekken te voltooien.
Productkwaliteit verbeteren
In de spuitgietmatrijs zijn de positie en de hoek van de schuine bovenkant nauw verbonden met de verschijningskwaliteit van het spuitgietproduct. Door de positie en de hoek van de schuine bovenkant redelijk in te stellen, kan de matrijs goed sluiten, worden de luchtbellen in het spuitgietproduct sterk verminderd en worden de kwaliteit van het uiterlijk en de oppervlakteafwerking van het spuitgietproduct verbeterd.

De hellende bovenstructuur kan ervoor zorgen dat het materiaal de mal soepeler vult, interferentie met de binnenkant van het product vermijden en de kwaliteit en precisie van het product verbeteren.

De productie-efficiëntie verbeteren
De schuine trekstructuurvorm kan de kernstaaf door de hellingscontrole laten glijden tijdens het spuitgietproces, de productvormingstijd en productiecyclus verkorten en de productie-efficiëntie verbeteren.

Productprecisie verbeteren
De kernstaaf van de schuine trekstructuurvorm kan stabiel blijven tijdens het schuifproces, waardoor interferentie met de binnenkant van het product wordt voorkomen en de precisie en kwaliteit van het product worden verbeterd.
Voorkom vastlopen van schimmel tijdens openen en sluiten
Wanneer de mal opent en sluit, wordt de opening tussen de mallen soms kleiner of verdwijnt deze om de een of andere reden, waardoor er een ernstige opstopping ontstaat. Dit is wanneer de schuine bovenkant van pas komt. De hellende structuur en het zweefmechanisme van de hellende bovenkant maken de mal soepeler tijdens het openen en sluiten, waardoor het probleem van het vastlopen van de mal wordt opgelost.

De levensduur van de mal verlengen
Bij gebruik van de spuitgietmatrijs wordt het matrijsvlak niet over het hele oppervlak geslepen en is er zelfs plaatselijke slijtage, waardoor de opening tussen de mallen gemakkelijk kleiner wordt en de kans op vastlopen toeneemt.

Het ontwerp van de schuine bovenkant kan het spleetprobleem tussen de mallen effectief verlichten en tegelijkertijd de impactkracht tussen de mallen minimaliseren en de levensduur van de mal verlengen.
Restspanning verminderen
Het ontwerp van de schuine trekstructuurvorm kan het ontstaan van restspanningen tijdens het proces verminderen. spuitgietproceswat goed is voor het verbeteren van de maatnauwkeurigheid en stabiliteit van het product.

Productiekosten verlagen
Het ontwerp van de schuine trekstructuur schimmel kan de moeilijkheidsgraad en de kosten van schimmelproductie verminderen, en kan ook de onderhoudskosten en het schrootpercentage tijdens het productieproces verlagen, waardoor de totale productiekosten dalen.

Concurrentievermogen op de markt verbeteren
Met behulp van mallen met een hellende uitwerpstructuur kunnen producten van hogere kwaliteit worden gemaakt, kan de toegevoegde waarde en het concurrentievermogen van producten worden verbeterd en kunnen bedrijven meer marktaandeel verwerven in de hevige concurrentiestrijd op de markt.
Conclusie
Bij het ontwerp van kunststof spuitgietmatrijzen is het meestal nodig om een eenvoudiger uitwerpmechanisme te ontwerpen om de complexe matrijsholte, het complexe matrijsontwerp en de injectie-efficiëntie van de matrijs te verbeteren.

Vooral onder hoge injectiedruk kan de rationele toepassing van verticale en horizontale uitwerpmechanismen (zoals uitwerppennen) en vormheffers het effect van verbeterd kunststof spuitgieten effectief verbeteren.

Het ontwerp van de uitwerpplaat en de spuitgietheffer zorgt voor een soepele ontvorming van producten, waardoor het algehele productieproces wordt geoptimaliseerd.

De schuine uitwerper is een belangrijk onderdeel van het injectieproces. Hij wordt gebruikt om ondersnijdingen in het product op te vangen zodat het ontvormen soepel verloopt.

De schuine uitwerper heeft een eenvoudige structuur en lage kosten. Hij kan worden gemaakt van verschillende staalsoorten, zoals Cr12Mov, 45# staal en SKD11, en is geschikt voor matrijzen van verschillende afmetingen en behoeften.

Het ontwerp van de schuine uitwerper omvat de hoek van de schuine uitwerper, de uitwerpafstand en de materiaalkeuze. Er moet aandacht worden besteed aan de structurele sterkte en de bewegingsruimte.

Door het ontwerp van de hellende uitwerper te optimaliseren, kunnen de vulprestaties, de productie-efficiëntie en de productkwaliteit van de matrijs worden verbeterd, kan de levensduur van de matrijs worden verlengd en kunnen de productiekosten worden verlaagd.

Kortom, de redelijke toepassing van de schuine ejector optimaliseert niet alleen het productieproces, maar verbetert ook het concurrentievermogen op de markt en garandeert de nauwkeurigheid en betrouwbaarheid van het eindproduct.







