 Overslaan naar inhoud
Overslaan naar inhoud 







Stap 1: Materiaalvoorbereiding:
Polycarbonaat (PC) is hygroscopisch en absorbeert vocht, wat defecten kan veroorzaken zoals bubbels, strepen of onvolkomenheden in het oppervlak.
Drogen: Droog het PC-materiaal bij 110-130°C (230-266°F) gedurende 3-5 uur om een vochtgehalte van minder dan 0,02% te bereiken. Dit garandeert een goede verwerking zonder defecten veroorzaakt door vocht.
② Mengen: Als er additieven of vulstoffen worden gebruikt, weeg en meng deze dan met de PC volgens de instructies van de fabrikant. Zorg ervoor dat het materiaal vrij is van verontreinigingen en gelijkmatig gemengd is.

Stap 2: Voorbereiding van de mal:
Een goede voorbereiding van de matrijs zorgt ervoor dat het product gemakkelijk wordt uitgeworpen en voorkomt defecten tijdens het spuitgieten.
① Schoonmaken: Zorg ervoor dat de schimmel vrij is van stof, vocht en vuil, dat de kwaliteit van het eindproduct kan beïnvloeden.
Lossingsmiddel: Breng een lossingsmiddel aan op de matrijsoppervlakken om vastkleven te voorkomen en het spuitgieten te vergemakkelijken.
③ Uitlijning: Zet de matrijs goed vast in de spuitgietmachine, zodat er geen uitlijnfouten ontstaan die defecten aan de matrijs kunnen veroorzaken.

Stap 3: Materiaal laden en injecteren:
De juiste injectietemperatuur en -druk zorgen ervoor dat het materiaal op de juiste manier in de matrijs vloeit, alle holtes vult en een consistente kwaliteit garandeert.
① Laad het materiaal: Voer de gedroogde PC-korrels in de trechter van de spuitgietmachine.
Injectietemperatuur: Stel de injectietemperatuur in tussen 240°C en 260°C (464°F tot 500°F). Het smelttraject voor PC ligt meestal tussen 270°C en 320°C, maar vermijd overschrijding van 340°C om ontleding en defecten te voorkomen.
Injectiedruk: Stel de injectiedruk in tussen 1000 en 2000 bar (14.500 tot 29.000 psi), afhankelijk van de productgrootte en het matrijsontwerp.
Injectiesnelheid: Regel de snelheid om te voorkomen dat het materiaal te snel de matrijs ingaat, wat kan leiden tot defecten zoals vloeisporen of luchtinsluiting.

Stap 4: Woningfase:
De verblijfsfase zorgt voor volledige vulling van de matrijs en zorgt ervoor dat het gesmolten PC de vorm van de matrijsholten aanneemt.
Druk aanhouden: Houd na het injecteren druk in de mal zodat het gesmolten materiaal elk detail volledig kan vullen en krimp of holtes worden voorkomen.
② Bewaken: Houd de druk in de gaten om ervoor te zorgen dat het materiaal op zijn plaats blijft totdat het begint af te koelen.

Stap 5: Afkoelingsfase:
Goed koelen voorkomt kromtrekken, krimpen en andere defecten, terwijl de dimensionale stabiliteit van het uiteindelijke onderdeel gewaarborgd blijft.
① Koeltijd: Neem voldoende tijd om af te koelen. De koeltijd hangt af van de dikte van het onderdeel, de complexiteit en de matrijstemperatuur. Grotere onderdelen kunnen meer koeltijd nodig hebben.
Vormtemperatuur: Houd de matrijstemperatuur tussen 80°C en 120°C (176°F tot 248°F) voor optimale koeling zonder defecten te veroorzaken zoals kromtrekken of verzakkingen.
Koelkanalen: Zorg ervoor dat het koelsysteem in de matrijs efficiënt en gelijkmatig verdeeld is om een consistente matrijstemperatuur te behouden.

Stap 6: Uitwerpen:
Een juiste uitwerping is essentieel om de integriteit van het product te behouden en een soepele productiestroom te garanderen.
Uitwerpmechanisme: Gebruik uitwerppennen of door lucht aangedreven uitwerpsystemen om het onderdeel uit de matrijs te duwen.
Krachtregeling: Pas de uitwerpkracht aan om schade aan kwetsbare of complexe onderdelen te voorkomen.
Nabehandeling: Snijd indien nodig overtollige flash of materiaal van het onderdeel tijdens het uitwerpen.

Stap 7: Post-Processing:
De nabewerking zorgt ervoor dat het spuitgietproduct voldoet aan alle noodzakelijke specificaties voor functionaliteit en esthetiek.
① Trimmen en Deflashing: Verwijder overtollig materiaal (flash) dat overblijft na het spuitgieten. Hiervoor kan bijsnijden of slijpen nodig zijn.
Oppervlakteafwerking: Afhankelijk van het eindgebruik kan het nodig zijn om onderdelen te polijsten of te coaten voor een betere esthetiek of extra functionaliteit (bijv. verbeterde chemische weerstand of duurzaamheid van het oppervlak).
Montage: Als de gegoten onderdelen onderdelen zijn van een grotere assemblage, voer dan alle noodzakelijke assemblage- of verlijmingswerkzaamheden uit.

Stap 8: Kwaliteitscontrole
Het waarborgen van de kwaliteit van het spuitgietproduct is essentieel voor het handhaven van productnormen en klanttevredenheid.
① Inspectie: Inspecteer onderdelen regelmatig op defecten zoals luchtbellen, kromtrekken of inconsistenties in kleur. Nauwkeurige afmetingen zijn essentieel.
Testen: Voer testen uit op schokbestendigheid, transparantie en hittetolerantie, vooral voor kritieke toepassingen.
Consistentie: Bewaak de verwerkingscondities (temperatuur, druk en cyclustijd) om een consistente productkwaliteit te garanderen bij alle productieruns.





1. Auto-industrie:
Componenten: PC wordt veel gebruikt voor auto-onderdelen zoals koplamplenzen, dashboards, interieurbekleding en exterieuronderdelen. De slagvastheid, het lage gewicht en de optische helderheid dragen bij aan zowel de veiligheid als de prestaties van voertuigen.

2. Elektronica-industrie:
Behuizingen en onderdelen: PC wordt vaak gebruikt voor behuizingen van elektronische apparaten zoals laptops, smartphones en tablets. De uitstekende isolerende eigenschappen en slagvastheid garanderen duurzaamheid en veiligheid in elektrische en elektronische toepassingen.

3. Bouwsector:
Bouwmaterialen: PC wordt gebruikt voor dakramen, dakplaten en vensterbeglazing en biedt uitstekende duurzaamheid, weerbestendigheid en optische helderheid. Deze eigenschappen maken het ideaal voor toepassingen die veiligheid en transparantie in de bouw vereisen.
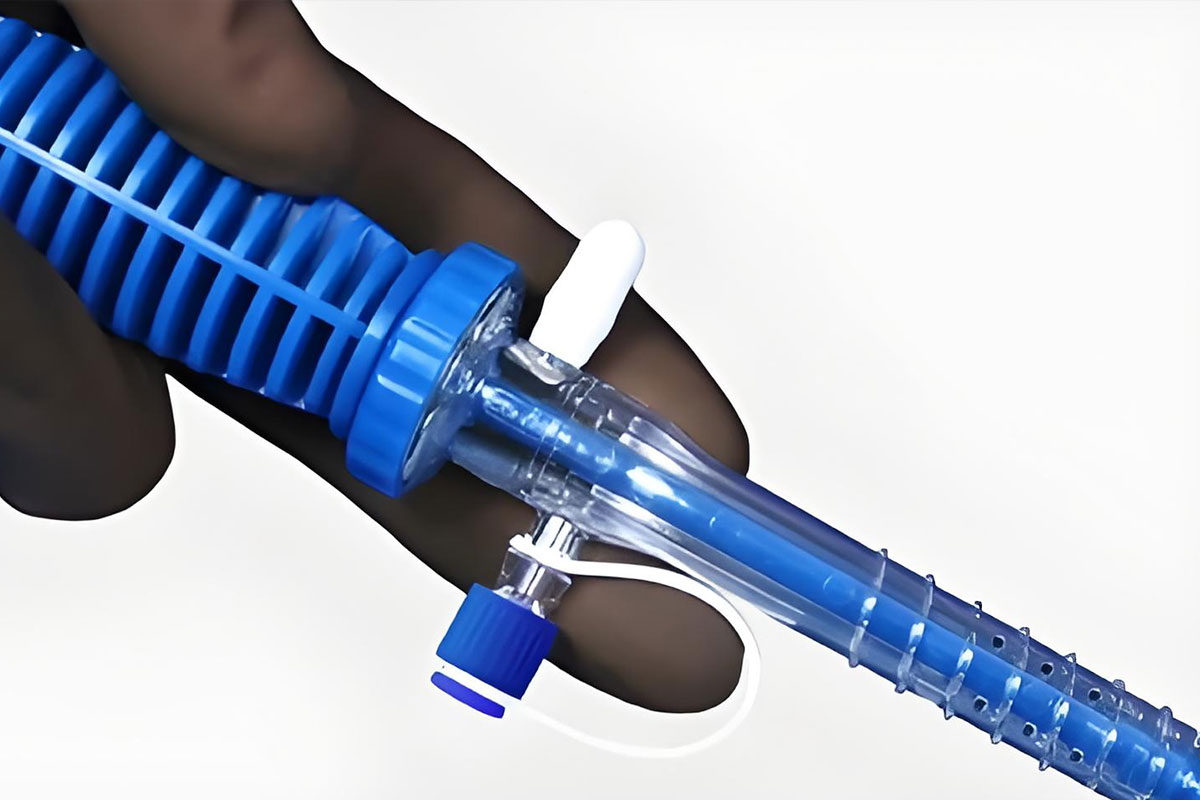
4. Medische hulpmiddelen:
Chirurgische instrumenten en apparatuur: PC is essentieel voor de productie van spuiten, medische slangen en chirurgische instrumenten. Door zijn biocompatibiliteit, eenvoudige sterilisatie en hoge sterkte is het een vertrouwd materiaal voor toepassingen in de gezondheidszorg.
5. Consumptiegoederen:
Alledaagse producten: PC wordt veel gebruikt voor producten zoals brillenglazen, waterflessen en veiligheidshelmen. De slagvastheid en esthetische veelzijdigheid zorgen voor duurzame en visueel aantrekkelijke gebruiksvoorwerpen.
6. Ruimtevaart en defensie:
Vliegtuigonderdelen: PC wordt in vliegtuigen gebruikt voor cockpitramen, lenzen en instrumentenpanelen. De combinatie van lichtgewicht eigenschappen, sterkte en helderheid is essentieel in luchtvaartomgevingen waar precisie en veiligheid vereist zijn.

7. Optische toepassingen:
Lenzen en optische onderdelen: PC wordt gebruikt voor cameralenzen, projectorlenzen en brillen, dankzij de optische helderheid, krasbestendigheid en schokbestendigheid. Het is ideaal voor zowel professionele als consumenten optische toepassingen.

8. Voedselverwerking:
Onderdelen van apparatuur: PC wordt gebruikt in voedselverwerkende machines en opslagcontainers vanwege de chemische weerstand, slagvastheid en veiligheid bij contact met voedingsmiddelen. Het is ideaal voor toepassingen die herhaaldelijk gereinigd en gesteriliseerd moeten worden.

9. Sportuitrusting:
Beschermende kleding: PC wordt gebruikt in helmen, veiligheidsbrillen en andere beschermende sportuitrustingen. De hoge schokbestendigheid, het lichtgewicht ontwerp en het comfort maken het essentieel voor de veiligheid en prestaties van sporters.

10. Speelgoed en spelletjes:
Plastic speelgoed: PC wordt gebruikt in actiefiguren, poppen en ander speelgoed dat duurzaamheid en veiligheid vereist. De niet-giftige aard, taaiheid en het vermogen om complexe vormen te vormen, maken het een geliefd materiaal bij de productie van speelgoed.

11. Verpakking:
Containers en flessen: PC wordt gebruikt voor het maken van verpakkingsartikelen zoals waterflessen en voedselcontainers. De slagvastheid, helderheid en bestendigheid tegen herhaald gebruik maken het geschikt voor duurzame verpakkingsoplossingen.

12. Elektrische onderdelen:
Connectoren en schakelaars: PC wordt gebruikt voor elektrische connectoren, schakelaars en printplaten. De uitstekende isolerende eigenschappen en vlambestendigheid zorgen voor veiligheid en betrouwbaarheid in elektrische toepassingen.

Close-up van kleurrijke plastic bouwblokken in verschillende kleuren, waaronder paars, blauw, groen en geel, op elkaar gestapeld.
Lees meer over Wat is een hoogwaardige spuitgietmachine?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Wat is een hogesnelheidsspuitgietmachine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

