 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding
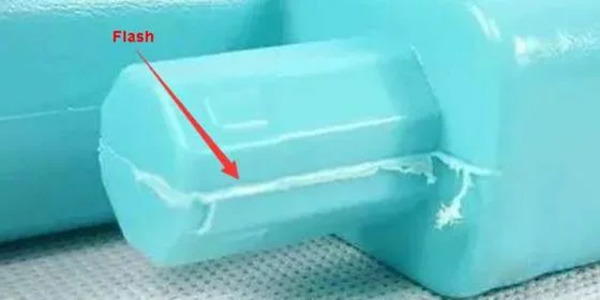
Flash is een van de meest voorkomende defecten bij spuitgieten. Het is een dun laagje kunststof op de deellijn of een ander deel waar twee verschillende oppervlakken van de matrijs elkaar ontmoeten en een grens vormen. Deze gebieden veroorzaken verschillen in uitzetting en andere parameters, wat kan bijdragen tot een verhoogde kans op flash.

Het is makkelijk om flash te verwijderen bij spuitgieten, maar het kost meer tijd en maakt het proces minder efficiënt. Bovendien kan het verwijderen van flash - of je dat nu met de hand of met een machine doet - de kwaliteit van je product schaden en je matrijs beschadigen, wat je meer geld en andere nare dingen kost. Daarom is het zo belangrijk om fouten in de vorm tot een minimum te beperken in uw spuitgieten projecten.
Om kunststof spuitgietflitsen op te lossen, moet je ze eerst identificeren en dan effectief oplossen met een gerichte aanpak. Dit zorgt voor de snelste resultaten en helpt je in de juiste richting om het spuitgietproces te optimaliseren en alle defecten te elimineren.

Wat is Flash bij spuitgieten?
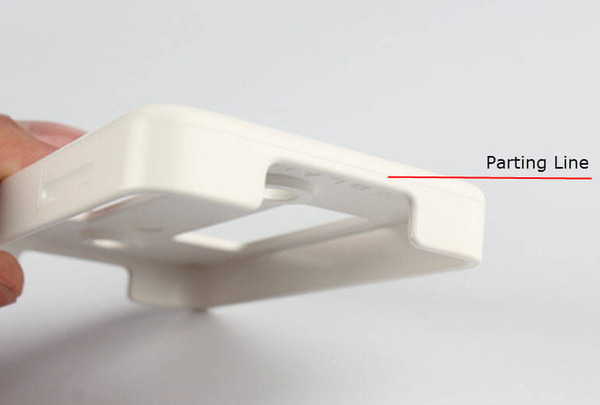
Flash is een defect dat optreedt als een onderdeel extra plastic heeft op de deellijn, grens of een andere plaats waar verschillende vormen en gebieden van de mal samenkomen. Meestal komt flash bij kunststof spuitgieten voor op de deellijn. Maar het kan ook op andere plaatsen voorkomen. Het maakt niet uit waar het zit, de oorzaak en het gevolg zijn hetzelfde.
Flash in spuitgietproducten komt vaak voor in de huidige industrie en de meeste fabrikanten van kunststof spuitgietproducten zullen het aanzienlijk verminderen, maar niet volledig elimineren. De belangrijkste reden hiervoor zijn de totale kosten van het spuitgieten. Flashvrije matrijzen zijn erg duur, maar de meeste bedrijven vinden een compromis tussen kosten, kwaliteit en esthetiek.
Belangrijkste oorzaken van spuitgietflitsen
Een flash bij spuitgieten kan verschillende oorzaken hebben. Soms kan het probleem meer dan één oorzaak hebben. Er kan sprake zijn van een scheidingslijn die niet goed op elkaar aansluit of van een slechte vloei, maar het resultaat is hetzelfde: vlamdefecten op spuitgietproducten.

Het probleem van flash bij spuitgieten beperkt zich niet tot één proces of deelproces. Flash heeft meerdere oorzaken en kan om verschillende redenen voorkomen, van problemen tijdens de injectiefase tot defecten in opspanningen of andere redenen zoals viscositeit, druk of snelheid.
Hier zijn de meest voorkomende oorzaken van plastic gietflitsen en wanneer ze optreden.
Vormflarden tijdens de injectiefase
Deellijn komt niet overeen
Een van de grootste oorzaken van een verkeerde deellijn is de aanwezigheid van milieuverontreinigingen zoals stof en puin die de matrijs openhouden. Hierdoor lekt overtollig materiaal weg en ontstaan er flashdefecten. Daarnaast kunnen defecten in de matrijs dit probleem ook veroorzaken.

Deze defecten verspreiden zich voornamelijk na verloop van tijd door gebruik. Zelfs als je een perfecte mal hebt en ervoor zorgt dat er geen verontreinigingen zijn, kan er toch een flash ontstaan als je te maken hebt met onjuiste klemdruk of echt complexe vormen. Holtes en andere complexe vormen verhogen de totale druk op de mal en veroorzaken lekken en defecten op bepaalde plaatsen.
Onjuiste ventilatie
Spuitgieten is een complex proces. Je moet letten op de temperatuur, de druk, de luchtbellen en andere zaken. Opgesloten luchtbellen zijn bijvoorbeeld een groot probleem in elk spuitgietontwerp. Ze verknoeien de sterkte van het onderdeel.

Bovendien hebben spuitgietproducten een specifiek temperatuurbereik om goed te kunnen gieten. Ventilatieopeningen zorgen ervoor dat al deze dingen goed werken. Als er iets misgaat met een van deze dingen, kun je veel problemen krijgen, niet alleen knipperen.
Vormflitsen tijdens verpakken of bewaren
Lage klemdruk
Flash kan optreden tijdens zowel de inpak- als de fixeerfase. De verpakkingsfase houdt rekening met de materiaalkrimp tijdens het koelen. De beste manier om hiermee om te gaan is om extra materiaal toe te voegen terwijl de holdingsfase het hele systeem in drukbalans houdt totdat het afkoelt.

In beide gevallen moet de klemdruk goed zijn. Als de klemkracht verkeerd is, kan dit de scheidingslijn verknoeien en ervoor zorgen dat de inkomende vloeistof eruit stroomt en flash veroorzaakt.
Problemen met pakkingbussen
Sprue-bussen zijn het deel van de mal dat de gesmolten kunststof in de holte brengt. Na verloop van tijd kunnen ze de steun verliezen om de kracht van de injectiedruk te behouden en hun functie verslechteren. In dat geval zullen je spuitgegoten onderdelen defecten vertonen, waarvan de meest voorkomende flash is.
Spuitgietvorm Flash tijdens het proces
Naast de procesfase zijn er ook factoren die het volgende kunnen veroorzaken spuitgieten vervorming door de eigenschappen van het proces en de stroming. Hoeveel flash je kunststof onderdeel zal hebben door de proceseigenschappen hangt af van de volgende proceseigenschappen.
Viscositeit
Viscositeit is de eigenschap van elke vloeistofstroom en vormt de kern van het spuitgietproces. Een lagere viscositeit betekent dat de gesmolten vloeistof gemakkelijk uit de vorm van de matrijs vloeit en vervorming in de vorm van flash produceert. Typisch is deze viscositeit een functie van de temperatuur, materiaaleigenschappen, druk en snelheid.
Temperatuur van de vaten en spuitmonden
Druk is niet het enige dat je plastic dikker maakt en flash veroorzaakt op je onderdelen. De temperatuur van je vat en spuitmond heeft er ook een groot effect op. Als je je kunststof opwarmt, wordt het dunner en zal het eerder gaan lekken. Daarom krijg je meer flash als je je spuitgietmachine heter laat draaien.
Overvullen
Elke spuitgietopstelling heeft beperkingen op basis van grootte en geometrie. Als het gesmolten kunststof te vol is, zal de injectiedruk de klemdruk natuurlijk overschrijden en een lek veroorzaken. Dit verhoogt de kans op flash en andere defecten. Je moet echter voorzichtig zijn bij het aanpassen van de aanvoerinstellingen, want door afkoeling krimpt de kunststof en je wilt geen onvolledig onderdeel door ondervoorbijting bij het spuitgieten.

Hoge druk
Druk is een van de meest voorkomende proceskenmerken die de kans op flash kunnen vergroten. Elementaire fysica toont aan dat een hoge druk leidt tot hogere temperaturen en stroomkarakteristieken in een gesloten omgeving. De verhoogde druk en de resulterende toename in viscositeit kan leiden tot meerdere afwijkingen, waaronder flash.
Overpakken
Het ontwerp is complex en de matrijs heeft ingewikkelde paden. Dit kan leiden tot flash in spuitgietonderdelen. In een nauw gebied kan een kleine hoeveelheid gesmolten vloeistof stollen en de stroming blokkeren. Hierdoor ontstaat druk in de matrijs. Je hebt dan meer dan flash. U krijgt te maken met kromtrekken, ongelijke dichtheid en andere gerelateerde problemen.

Oorzaken van vlamvorming in spuitgietproducten
Materiaaltemperatuur te hoog
Smelt bij hoge temperatuur heeft een lage smeltviscositeit, een goede vloeibaarheid en kan in de kleinste openingen in de mal vloeien om flash te produceren. Daarom is het na het ontstaan van flash nodig om de temperatuur van het vat, de spuitmond en de mal te verlagen om de injectiecyclus te verkorten.
Voor smeltingen met een lage viscositeit, zoals polyamide, is het moeilijk om het flashdefect op te lossen door simpelweg de vormcondities te veranderen. Terwijl de materiaaltemperatuur op de juiste manier wordt verlaagd, moet de matrijs zo nauwkeurig mogelijk worden bewerkt en gerepareerd om de matrijsspleet te verkleinen.

Onvoldoende klemkracht
Als de inspuitdruk groter is dan de klemkracht, is het matrijsonderscheidingsvlak niet goed passend, waardoor het kan gaan knipperen. In dit verband moet worden gecontroleerd of de inspuitdruk te hoog is en of het product van het geprojecteerde oppervlak van het kunststofdeel en de persdruk de klemkracht van de apparatuur overschrijdt.
De vormdruk is de gemiddelde druk in de matrijs, die onder normale omstandigheden wordt berekend als 40mpa. Als je doosvormige plastic onderdelen maakt, is de vormdruk van polyethyleen, polypropyleen, polystyreen en ABS ongeveer 30mpa; als je plastic onderdelen met diepe vormen maakt, is de vormdruk ongeveer 36MPa; als je kleine plastic onderdelen maakt met een volume van minder dan 10cm3, is de vormdruk ongeveer 60MPa.

Als je berekent dat de klemkracht minder is dan het product van het geprojecteerde oppervlak van het kunststofdeel en de spuitgietdruk, dan betekent dit dat de klemkracht niet voldoende is of dat de positioneerdruk van de injectiepoort te hoog is. Je kunt de injectiedruk verlagen of de doorsnede van de injectiepoort verkleinen. Je kunt ook de houddruktijd verkorten, de injectieslag verkorten of het aantal caviteiten verminderen en een spuitgietmachine met grote klemkracht gebruiken.
Schimmel Defecten
Als de verdeling van de matrijsholte niet evenwichtig is of als de parallelliteit niet voldoende is, zal dit leiden tot onevenwichtige krachten, lokale uitvloeiing en lokaal ongenoegen. De runner moet zoveel mogelijk in het massasymmetriecentrum worden geplaatst zonder de integriteit van het onderdeel aan te tasten. Matrijsdefecten zijn de belangrijkste oorzaak van vlamvorming.

Als er meer flash is, moet de mal zorgvuldig worden gecontroleerd. Het deegoppervlak moet opnieuw worden gecontroleerd om de beweegbare matrijs uit te lijnen met de vaste matrijs, en het deegoppervlak moet worden gecontroleerd om te zien of het goed aansluit en of de slijtagespeling van de glijdende delen van de holte en de kern buiten tolerantie is.Controleer of er verklevingen of vreemde voorwerpen op het deegoppervlak zitten.
Zijn de mallen evenwijdig, zijn er buigvervormingen, is de openingsafstand van de mal afgesteld op de juiste positie volgens de dikte van de mal, is het oppervlak van de geleidepen beschadigd, is de trekstang ongelijkmatig vervormd en is de afvoersleuf te groot of te diep. Op basis van de resultaten van bovenstaande stapsgewijze inspectie kunnen de fouten worden geëlimineerd door mechanische verwerking.

Onjuiste beheersing van procesomstandigheden
Als de injectiesnelheid te hoog is, de injectietijd te lang is, de injectiedruk ongelijk verdeeld is in de matrijsholte, de vulsnelheid ongelijk is, de hoeveelheid voeding te groot is en het smeermiddel overmatig wordt gebruikt, zal dit leiden tot vlamvorming. U moet passende maatregelen nemen op basis van de specifieke situatie tijdens het gebruik.
Het is de moeite waard om op te merken dat om een flashfout te elimineren, je moet beginnen met het elimineren van de matrijsfout. Als de vormomstandigheden of de grondstofformule veranderd worden als gevolg van een vormfout, heeft dat vaak een nadelig effect op andere aspecten en kan het gemakkelijk andere vormfouten veroorzaken.
Grondstoffen
Flitsen kan gebeuren als de viscositeit van de kunststof te hoog of te laag is. Voor kunststoffen met een lage viscositeit, zoals nylon, polyethyleen en polypropyleen, moet de klemkracht verhoogd worden; kunststoffen met een sterke waterabsorptie of watergevoeligheid zullen de vloeiviscositeit bij hoge temperaturen sterk verminderen, waardoor de kans op flash toeneemt.
Kunststoffen met te veel gerecycled materiaal zullen ook een lagere viscositeit hebben en de retentiecomponenten moeten indien nodig worden aangevuld. Als de viscositeit van de kunststof te hoog is, neemt de stromingsweerstand toe en wordt er een grote tegendruk gegenereerd om de holtedruk te verhogen, wat resulteert in onvoldoende klemkracht en uitvloeiing. Als de deeltjesgrootte van de kunststofgrondstof ongelijk is, zal de hoeveelheid toegevoegd materiaal variëren en is het mogelijk dat het onderdeel niet vol is of knippert.
Oplossingen voor spuitgietflits
Ongetwijfeld is flash een groot probleem. Het kan allerlei functionele en esthetische problemen veroorzaken. Maar je kunt je ontdoen van spuitgietflitsen.
Hier zijn de 6 beste manieren om vervorming in je spuitgietproducten onder controle te houden.
Ontwerp voor maakbaarheid
De beste manier om ervoor te zorgen dat je spuitgegoten onderdelen geen flash hebben, is te ontwerpen met het oog op maakbaarheid. Dat betekent dat je ervoor moet zorgen dat je de eenvoudigste, meest effectieve manier hebt om te doen wat je wilt doen, niet de meest complexe.

Om dit te begrijpen vanuit het perspectief van het spuitgietproces, moet je denken aan de deellijn. Experts op dit gebied zeggen dat je de deellijn op de rand moet plaatsen, niet op het oppervlak. Dit heeft zowel esthetische als functionele voordelen. Je ziet de deellijn niet aan de rand. En het ontwerp vermindert de kans op uitvloeiing omdat de naad een eventuele scheve deellijn compenseert.
Tegenwoordig is het gebruik van DFM-analyses een must voor elk industrieel spuitgietproject. Er zijn speciale softwaretools die de resultaten kunnen simuleren, de vloeikarakteristieken kunnen laten zien en veelvoorkomende problemen bij het spuitgieten kunnen voorspellen, zoals kromtrekken, vervorming en warmteflux. Bij Zetar Mold kunt u bijvoorbeeld uw ontwerpbestanden uploaden naar een online productieplatform en vervolgens gratis een DFM-analyse van het onderdeel krijgen. Alle informatie en uploads zijn veilig en vertrouwelijk.
De injectiesnelheid vertragen
Een andere goede manier om vlamvorming bij spuitgieten te verminderen, is het beheersen van de procesvariabelen. De injectiesnelheid heeft een directe invloed op de viscositeit, druk en temperatuur die vlamvorming kunnen veroorzaken. Dit is vaak het eerste wat experts doen als ze te maken hebben met vervorming, omdat de meeste procesvariabelen gerelateerd zijn aan de injectiesnelheid.

Een Flashless Mold specificeren
De beste manier om flash in spuitgietproducten te verwijderen is door een flashless mal te gebruiken. Dat is de beste manier, maar het is duur. Het is niet praktisch voor veel bedrijven en toepassingen. Als je een gevoelige toepassing hebt waarbij esthetiek, functionaliteit en al het andere belangrijk zijn en kosten geen rol spelen, dan is dit de manier om onderdelen te krijgen die vrij zijn van defecten.
Juiste schimmelreiniging
Een van de belangrijkste redenen waarom de deellijn niet klopt, is de ophoping van stof, puin en andere rommel in de matrijs. Bovendien kunnen deeltjes in nauwe holtes zelfs leiden tot overmatig vasthouden, waardoor de algemene defecten van het onderdeel nog verder worden verknoeid. Door de matrijs schoon te houden en te onderhouden, minimaliseer je de kans op deze problemen en zorg je voor de beste resultaten.
Juist onderhoud van mallen en procesverbetering
Tot slot is het belangrijk om de matrijs te onderhouden en het proces te optimaliseren voor consistente en betrouwbare resultaten. Soms kunnen de klemkracht en druk de matrijs beschadigen en vervorming veroorzaken, wat kan leiden tot verschillende defecten in het onderdeel.

Inspuitdruk verlagen
De injectiedruk is hoog. Deze moet naar behoren worden verlaagd en het instelbereik is 60mpa-100mpa.
Er wordt ook gebruik gemaakt van het verlagen van de temperatuur van het vat. Door de matrijstemperatuur te verlagen en de injectiesnelheid te verlagen, wordt de vloeibaarheid van het gesmolten kunststofharsmateriaal verminderd om de parameters in te stellen.
Hierbij moet echter worden opgemerkt dat dit restspanningen in het product zal veroorzaken. Wat de behandeling betreft, kan de injectiedruk worden verlaagd, de temperatuur van het verwarmingsvat worden verlaagd en de injectiesnelheid worden verlaagd.

En het oppervlak van de mal waar de flash optreedt kan worden geslepen, en de mal kan worden opgelost door hardstalen materialen te gebruiken. Door het verschil in materialen zijn materialen met een goede vloeibaarheid vatbaar voor flash, dus het maldeeloppervlak moet strak zijn. Kristallijne materialen moeten een zeer lage viscositeit hebben wanneer ze gesmolten zijn en het scheidingsoppervlak van de mal moet strak zijn.
Conclusie
Flash in spuitgieten is een feit en de beste manier om het te verminderen is om uw proces voortdurend te optimaliseren en op de signalen te letten. U kunt mallen kopen die geen flash veroorzaken, maar die kosten meer. In plaats daarvan is het praktischer om de meest voorkomende oorzaken aan te pakken door uw ontwerp te verbeteren, uw matrijzen te onderhouden en uw spuitgietprocessen te optimaliseren voor de beste resultaten.







