 Overslaan naar inhoud
Overslaan naar inhoud 
Oplossingen voor hoog-volume gietstaal
Ontdek spuitgieten van duurzaam staal in grote volumes voor betrouwbare en veelzijdige industriële toepassingen.

Hulpmiddelen voor grote volumes spuitgieten Duurzame oplossingen van gietstaal
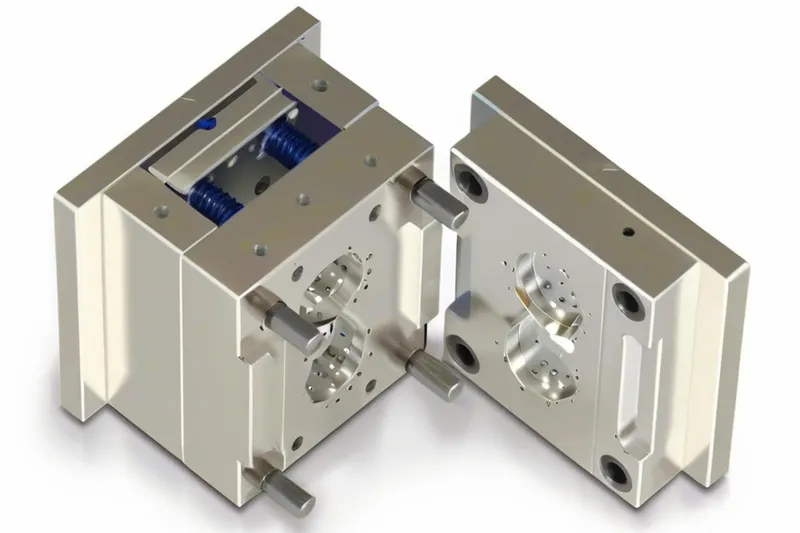
Wat is hoog-volume spuitgietstaal?
High-Volume Injection Mold Steel verwijst naar gespecialiseerde staalsoorten die ontworpen zijn voor de productie van matrijzen die bestand zijn tegen langdurige productiecycli (meestal meer dan 100.000 cycli) in hoogvolume spuitgietprocessen. Deze staalsoorten geven prioriteit aan duurzaamheid, slijtvastheid en thermische stabiliteit om de precisie te behouden bij herhaaldelijk gebruik.
1. Belangrijkste kenmerken van hoog volume gietstaal:
Hoge slijtvastheid: Bestand tegen schurende krachten van herhaalde vormcycli (S7-staal biedt bijvoorbeeld een uitstekende slijtvastheid voor matrijzen die meer dan 500.000 cycli nodig hebben).
Thermische stabiliteit: Behoud maatnauwkeurigheid onder omstandigheden met hoge temperaturen (H13 gereedschapsstaal behoudt bijvoorbeeld zijn hardheid en is bestand tegen thermische vermoeidheid).
Hardheid & Taaiheid Balans: Voorgeharde staalsoorten zoals P20 zijn veelzijdig voor matige productie, terwijl S7 superieure taaiheid biedt voor grote matrijzen.
Corrosiebestendigheid: Kwaliteiten zoals 420 roestvast staal worden gebruikt voor matrijzen die worden blootgesteld aan vocht (bijvoorbeeld in de medische of voedingsindustrie), hoewel ze inboeten aan hardheid.
2. Gebruikelijke hoog volume staalsoorten:
| Materiaal | Essentiële eigenschappen | Typische toepassingen |
|---|---|---|
| S136 (Stavax) | Corrosiebestendig, spiegelafwerking | Medische hulpmiddelen, optische lenzen |
| NAK80 | Hoge polijstbaarheid, voorgehard | Afwerking voor auto's, consumentenelektronica |
| H13 (8407) | Weerstand tegen thermische vermoeidheid | Technische kunststoffen voor hoge temperaturen |
| 718H | Uitgebalanceerde kosten/prestaties | Onderdelen voor algemene doeleinden met hoge volumes |
| Cr12MoV | Extreme slijtvastheid | Met schuurmiddel gevulde materialen (bijv. GF-PA) |
3. Toepassingsscenario's:
① Automotive Oarts: S7 met hoge sterkte voor componenten met een lange levensduur.
Elektronicabehuizingen: H13 voor hittebestendige mallen.
Medische hulpmiddelen: 420 roestvrij voor corrosiebestendigheid.
4. Selectiefactoren:
Productievolume: Kies voor S7/H13 voor >100k cycli; P20 voor <100k cycli.
Materiaalcomplexiteit: Hogere staalsoorten (bijv. S7) zijn geschikt voor ingewikkelde geometrieën.
③ Kosten: Premium kwaliteiten zoals H13 rechtvaardigen de kosten voor een langere levensduur van schimmels.

Hoog-Volume vs. Laag-Volume Spuitgietmatrijzen: Belangrijkste verschillen
De fundamentele verschillen tussen hoogvolume en laagvolume spuitgietstaal kunnen worden samengevat aan de hand van materiaaleigenschappen, kostenoverwegingen en toepassingsspecifieke vereisten. Hieronder volgt een gestructureerde vergelijking op basis van industriële praktijken en materiaaleigenschappen:
1. Materiaalhardheid & Slijtvastheid:
① Mallen voor grote volumes: Vereisen staalsoorten met een hoge hardheid (HRC 45-55+) en uitzonderlijke slijtvastheid om miljoenen cycli te weerstaan. Voorbeelden:
- 718H (voorgehard staal, HRC 33-37).
- S136/S136H (HRC 30-35, corrosiebestendig voor medische/optische toepassingen).
- NAK80 (hoogglansstaal voor onderdelen met hoge precisie).
Mallen met lage volumes: Geef de voorkeur aan bewerkbaarheid boven extreme duurzaamheid. Gebruikelijke keuzes:
- P20 staal (voorgehard, HRC 28-32).
- DF2 Oliehard staal (lagere kosten, geschikt voor <100k cycli).
2. Corrosiebestendigheid:
① Mallen voor grote volumes: Gebruik chroomrijk staal (bijv. S136H, M316) voor corrosiebestendigheid bij het gieten van PVC, POM of kunststoffen van medische kwaliteit die zure bijproducten afgeven.
Mallen met lage volumes: Kiezen vaak voor standaard staalsoorten (bijv. PX88) zonder geavanceerde corrosiebestendigheid om de kosten te drukken.
3. Thermische stabiliteit en warmtebehandeling:
① Mallen voor grote volumes: Vereisen staalsoorten met een hoge thermische geleidbaarheid en weerstand tegen verweking bij hoge temperaturen (bijv. 8407 voor hot-runnersystemen). Voorgeharde staalsoorten (bijv. 718H) minimaliseren vervorming na machinale bewerking.
Mallen met lage volumes: Gebruik niet-warmtebehandelde of zachtere staalsoorten (bijv. MM30/MM40 berylliumkoper) voor eenvoudigere bewerking van koelkanalen.
4. Toepassingsspecifieke vereisten:
Hoog volume: Matrijzen voor auto's/elektronica gebruiken NAK80 of LD Steel voor hoge stijfheid en weerstand tegen vermoeiing. Transparante onderdelen vereisen hoogglans staal (bijv. M316).
Laag volume: Prototypes of kleine series gebruiken aluminiumlegeringen of zachte staalsoorten voor snellere bewerking.
Hoe kies je het juiste gietstaal voor hoog-volume productie?
Om geschikte matrijsstalen te kiezen voor het spuitgieten van grote volumes, moet je rekening houden met de volgende sleutelfactoren en materiaalaanbevelingen op basis van industriële praktijken en materiaaleigenschappen:
1. Slijtvastheid & hardheid:
Productie van grote volumes vraagt om materialen met een uitstekende slijtvastheid die bestand zijn tegen langdurige wrijving van de kunststofstroom.
- Hardheid doelwit: HRC 50-62 (nabehandeling). Voorbeelden:
- Cr12MoV (HRC 58-62): Hoge slijtvastheid voor abrasieve kunststoffen (bijv. glasgevulde polymeren).
- H13 (8407): Combineert taaiheid en matige slijtvastheid, geschikt voor gietcycli op hoge temperatuur.
2. Corrosiebestendigheid:
Kritisch voor materialen die zure gassen afgeven (bijv. PVC, POM).
- S136 (Stavax): Roestvrij staal met superieure corrosiebestendigheid en spiegelpolijstbaarheid voor medische/optische onderdelen.
- 420 Gewijzigd: Goedkoper alternatief voor licht corrosieve omgevingen.
3. Thermische stabiliteit:
Vermijd vervorming onder cyclische thermische spanning.
- NAK80: Voorgehard (HRC 38-41) met uitstekende thermische stabiliteit en polijstbaarheid voor hoogglanzende auto-/consumentendelen.
- 718H: Voorgehard (HRC 36-38), kosteneffectief voor gematigde thermische belastingen.
4. Bewerkbaarheid en onderhoud:
Complexe geometrieën vereisen gemakkelijk te bewerken staalsoorten.
- P20: Zacht voorgehard staal (HRC 28-32) voor prototyping en productie van kleine tot middelgrote volumes.
- NAK80: Bevat koper/aluminium voor betere bewerkbaarheid.
5. Kostenefficiëntie:
Breng prestaties in balans met budget.
- 718H en P20 bieden lagere aanloopkosten.
- S136 en NAK80 rechtvaardigen hogere kosten met een langere levensduur in veeleisende toepassingen.
Industrieën die vertrouwen op hoog-volume spuitgietstaal
Hoogwaardige spuitgietstalen oplossingen worden veel gebruikt in de volgende industrieën vanwege hun hoge slijtvastheid, weerstand tegen hoge temperaturen, lange levensduur en snelle vormcapaciteiten:

1. Autoproductie:
① Toepassingsscenario's: Productie van kunststofonderdelen met hoge sterkte, zoals dashboards, bumpers, interieuronderdelen en behuizingen voor accumodules voor elektrische voertuigen.
② Kenmerken van de vraag: Vereist nauwkeurige, hoogfrequente productie met mallen die een sterke corrosiebestendigheid en uitstekende maatvastheid bieden.
2. Consumentenelektronica:
① Toepassingsscenario's: Productie van plastic onderdelen zoals behuizingen voor telefoons en computers, connectoren, opladers en verschillende smart home-apparaten.
② Kenmerken van de vraag: Vereist snelle product iteratie met mallen die snelle veranderingen, gladde oppervlakken en ondersteuning voor ingewikkelde, dunwandige ontwerpen garanderen.

3. Medische apparatuur:
① Toepassingsscenario's: Productie van medische kunststof onderdelen zoals spuiten, infuusconnectoren, reagensdozen en behuizingen voor apparaten.
② Kenmerken van de vraag: Vereist compatibiliteit van medische materialen met mallen die zuiverheid, chemische weerstand en hoge veiligheidsnormen garanderen.

4. Dagelijkse consumptiegoederen:
① Toepassingsscenario's: Doppen van drankflessen, voedselcontainers, cosmeticaflessen, wegwerptafelgerei, enz.
② Kenmerken van de vraag: Mallen moeten zich aanpassen aan hoge-snelheidsproductie (zoals honderden cycli per minuut) en een schoon oppervlak behouden om de visuele effecten van transparante/gekleurde kunststoffen te ondersteunen.
5. Industriële apparatuur:
① Toepassingsscenario's: Pijpfittingen, isolatieonderdelen, beugels voor zonnepanelen, kabelmantels, enz.
② Kenmerken van de vraag: Mallen moeten bestand zijn tegen verwerkingsomgevingen met hoge temperaturen en hoge drukken van technische kunststoffen (zoals PA66, PPS) en de duurzaamheid van de componenten op lange termijn garanderen.
Waarom duurt het langer om hoge volumes gietstaal te maken? Hoe kan ik de doorlooptijd verkorten?
De productie van hoogvolume gietstaal heeft vaak te maken met langere doorlooptijden vanwege de complexe productieprocessen en de dynamiek in de toeleveringsketen. Hieronder volgt een gestructureerde analyse van de redenen en optimalisatiestrategieën, waarbij inzichten uit de industrie worden geïntegreerd:
1. Complexe productieprocessen:
① Gietstaal vereist meerfasige precisiebewerking (bijv. smeden, warmtebehandeling, oppervlaktepolijsten) en strikte kwaliteitscontrole. Hogesnelheidsstaal M2 vereist bijvoorbeeld een nauwkeurige temperatuurregeling tijdens het afschrikken (1.190-1.230°C) en herhaaldelijk temperen om de hardheid en slijtvastheid te garanderen.
Grootschalige productie vergroot de conflicten bij het plannen van apparatuur, vooral voor gespecialiseerde processen zoals vacuümsmelten of EDM-bewerking.

2. Materiaal- en gereedschapsbeperkingen:
① Hoogwaardige legeringen (bijv. H13, 3Cr2W8V) vereisen specifieke grondstoffen en een strikte controle van de chemische samenstelling. Geïmporteerde materialen of zeldzame legeringen hebben vaak te maken met knelpunten in de levering.
② Gereedschapslijtage in hoogvolumeproductie maakt veelvuldige vervangingen noodzakelijk, waardoor de stilstandtijd toeneemt. EDM-elektroden en snijgereedschappen degraderen bijvoorbeeld sneller onder hoge belastingen.
3. Versnippering van de toeleveringsketen:
Inconsistente coördinatie tussen leveranciers (bijv. vertragingen in grondstoffen), fabrikanten en logistieke dienstverleners verstoren de tijdlijnen. Seizoensgebonden factoren (bijv. productiepieken van windmolens) verergeren de vertragingen.
② Kwaliteitsgeschillen (bijv. materiaaldefecten of maatfouten) vereisen vaak nabewerking, waardoor de doorlooptijd langer wordt.
Hoe beoordeel je de prestaties van hoog-volume gietstaal?
Om de werkelijke prestaties van hoog-volume spuitgietstaal te valideren, moet een systematische aanpak worden toegepast die laboratoriumtests en productiesimulatie combineert. Hier volgt een gestructureerd validatieraamwerk op basis van industriële praktijken en technische specificaties uit de zoekresultaten:
1. Mechanische en fysische eigenschappen testen:
Trek-, druk- en buigtests: Controleer de vloeigrens (≥1.500 MPa) en elasticiteitsmodulus met universele testmachines om de spanning in de mal te simuleren.
Hardheidsgraad: Rockwell (HRC), Vickers (HV) en Brinell (HB) tests uitvoeren om ervoor te zorgen dat de hardheid voldoet aan de normen (bijv. HRC 50+ voor slijtagebestendigheid).
Slagvastheid: Breukbestendigheid evalueren onder plotselinge belastingsveranderingen met Charpy/Izod-tests, essentieel voor hoog-cyclische mallen.
2. Microstructurele analyse:
① Metallografisch onderzoek: Gebruik microscopie om de korreluniformiteit, hardmetaalverdeling en defecten zoals porositeit te beoordelen.
② Validatie warmtebehandeling: Bevestig de effectiviteit van afschrikken/ temperen door faseovergangen te controleren (bijvoorbeeld martensietvorming in H13-staal).
3. Corrosie- en slijtagebestendigheid:
Zoutneveltests: Corrosieve omgevingen simuleren (bijv. PVC-verwerking) om de antiroestprestaties van staalsoorten met een hoog chroomgehalte zoals M316 te valideren.
② Polijstvermogen: Test de oppervlakteafwerking tot spiegelniveau ≥10,000#, cruciaal voor kunststof onderdelen van optische kwaliteit.
4. Controle van de thermische stabiliteit:
Thermische cyclustests: Stel de monsters bloot aan cycli van 160-300 °C (overeenkomend met de injectietemperaturen) om de maatvastheid te controleren.
② Warmteafbuiging meten: Zorg voor vervorming <0,1% onder langdurige thermische belasting.
5. Productiesimulatie:
① Mould Trial met procesbewaking:
- Volg slijtagepatronen na 50k-100k opnamen met behulp van vooraf gekalibreerde testholtes.
- Controleer de consistentie van de uitwerpkracht (tolerantie van ±5%).
Materiaalstroomanalyse: Gebruik druksensoren om de stromingsweerstand van staal te valideren tijdens injectie met hoge snelheid.
6. Prestaties op lange termijn volgen:
Batch consistentiecontroles: Belangrijke meetgegevens vergelijken (bijv. hardheidsvariantie ≤3 HRC) over meerdere productiebatches.
② Foutenanalyse in het veld: De hoofdoorzaken van scheuren/pitting in oude matrijzen documenteren om validatieprotocollen te verfijnen.


Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

