 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een van de beste manieren om dingen te maken. Het is snel, je kunt er veel dingen tegelijk mee maken en je kunt er dingen van hoge kwaliteit mee maken. De reden waarom het zo goed is, is omdat het een heleboel stappen heeft, en elke stap is echt belangrijk om ervoor te zorgen dat het ding dat je wilt maken eruit komt zoals je wilt. In deze blogpost overlopen we alle stappen van het spuitgieten, zodat je kunt zien hoe het van een idee tot een echt ding komt.
Spuitgietproces
Basisprincipes en toepassingen van spuitgieten
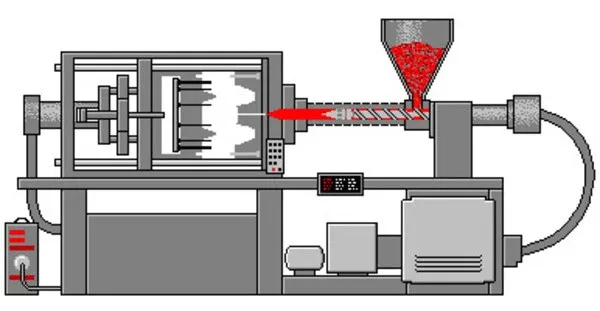
Spuitgieten is een proces waarbij plastic korrels vloeibaar worden gemaakt door ze te verhitten en vervolgens door een spuitmond in een mal worden geduwd. Zodra het plastic is afgekoeld, wordt het een vaste stof en wordt het uit de mal gehaald. Spuitgieten is een goedkope en effectieve manier om veel plastic onderdelen in één keer te maken met behulp van één mal. Dit proces kan allerlei plastic onderdelen maken die worden gebruikt in automotoren, huishoudelijke apparaten en voedselcontainers.

Betekenis van spuitgieten in de moderne industrie
Omdat de vraag naar afgeleide producten blijft groeien, wordt spuitgieten steeds belangrijker in de industriële productie. Spuitgieten is een vorm van geautomatiseerde productie, wat het productieproces versnelt. Bovendien is het mogelijk om winstgevender en met een eindproduct van hogere kwaliteit te produceren, omdat bij het spuitgieten van kunststof zeer nauwkeurig gereedschap en exacte maattoleranties worden gebruikt.
Bovendien, spuitgieten productie biedt veel voordelen, zoals brede toepassingen, hoge automatisering en stabiele productie en kwaliteitsefficiëntie. Vooral tijdens de pandemie moest de connectorenindustrie snel van richting veranderen en veel medische hulpmiddelen produceren om aan de normale en onverwachte behoeften te voldoen. Deze aanpak is goed ontvangen door de samenleving.

Productieproces Spuitgieten
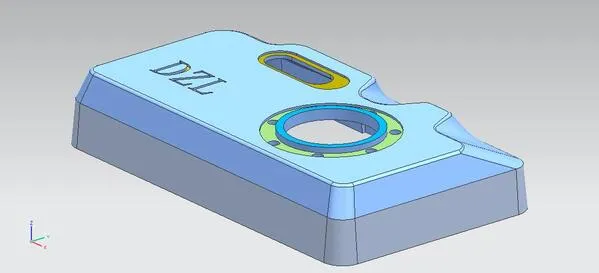
Ontwerp en prototypeproductie
Elk goed spuitgietproject begint met een goed ontwerp en de productie van hoogwaardige prototypes. Dit is de eerste stap in het productontwikkelingsproces waarbij ingenieurs en ontwerpers hun creatieve geest gebruiken om producten te ontwikkelen en ideeën om te zetten in technische details. CAD-software (Computer-Aided Design) is een van de belangrijkste hulpmiddelen die gebruikt wordt bij additieve productie. Het helpt bij het maken van blauwdrukken die details bevatten over afmetingen, vereisten en tolerantieniveaus zodat materialen kunnen worden toegevoegd volgens de gedetailleerde instructies en uitgelijnd om nauwkeurigheid te bereiken.
Bij design thinking komt ook esthetiek kijken. Ingenieurs moeten rekening houden met een groot aantal factoren, zoals materiaalselectie, onderdeelgeometrie en produceerbaarheid. Er worden geavanceerde, complexe simulators ontwikkeld om testruns van conceptuele ontwerpen voor complexe onderdelen te simuleren. Met deze simulatoren kunnen mogelijke problemen worden voorspeld, gebieden voor optimalisatie worden geïdentificeerd en prototypes worden geproduceerd.
Prototyping is het proces van het maken van modellen die het testen van conceptuele ontwerpen combineren met het daadwerkelijk maken van fysieke dingen. De snelle evolutie van technologieën zoals 3D-printen maakt snelle iteraties en aanpassingen mogelijk totdat het productontwerp voldoet aan de prestatiecriteria en is goedgekeurd door de esthetische commissies. Ontwerpers kunnen hetzelfde doen, maar in plaats van dingen als pasvorm, vorm en functie, brengen ze naar eigen inzicht wijzigingen aan om de resultaten te krijgen die ze willen.
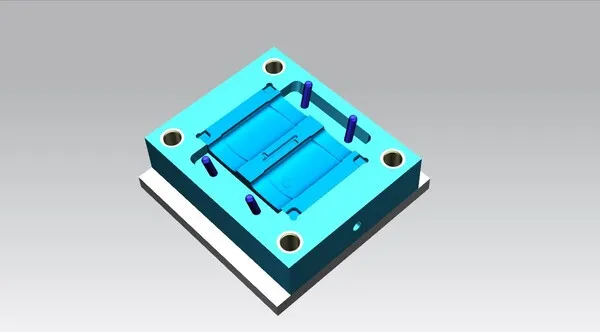
Productie van gietvormen
Bij spuitgieten draait alles om de matrijs, een nauwkeurig gereedschap dat de vorm en de eigenschappen van het eindproduct bepaalt. Het maken van een matrijs is een nauwkeurig proces waarbij de machine het werkstuk maakt door materiaal te verwijderen. De werkstukken zijn meestal gemaakt van staal of aluminium en worden gemaakt door frezen of machinaal bewerken om de gewenste vormen en oppervlakteafwerkingen te creëren.

De complexiteit van de matrijs hangt af van hoe complex de onderdelen zijn. Je kunt een matrijs hebben die eenvoudige onderdelen maakt met één caviteit, en je kunt die matrijs upgraden om twee of drie keer zoveel onderdelen te maken met een multi-cavity of familiematrijs. Naast het omgaan met runnersystemen, ontluchting en koelsystemen, moet je bij het matrijsontwerp ook rekening houden met zaken als poortlocaties, koelkanalen en deellijnen om ervoor te zorgen dat het onderdeel van goede kwaliteit is.
Daarna testen we de mal en zorgen we ervoor dat hij goed werkt. We willen er zeker van zijn dat hij lange tijd probleemloos blijft werken. We testen matrijzen om erachter te komen hoeveel plastic we in de matrijs moeten doen, hoe lang het duurt om een onderdeel te maken en hoe dicht we bij de maat kunnen komen die we willen. Misschien moeten we wat dingen aan de mal veranderen om hem beter te laten werken.

Materiaalvoorbereiding
Zodra de matrijs klaar is, gaan we verder met de voorbereiding van het materiaal. Bij spuitgieten kan een breed gamma thermoplasten en thermoharders worden gebruikt, die worden geselecteerd op basis van de specifieke behoeften van de toepassing. Ruwe polymeerharsen, in de vorm van korrels of pellets, doorlopen verschillende stappen om ze klaar te maken voor het spuitgieten.
Als het gaat om het kiezen van materialen voor spuitgietenDe kwaliteit van het eindproduct is belangrijk omdat dit zowel de eigenschappen van het onderdeel als de kosten beïnvloedt. In dit geval moeten ingenieurs rekening houden met zaken als mechanische sterkte, chemische stabiliteit en milieubestendigheid om het juiste materiaal te kiezen. Je moet er ook voor zorgen dat het materiaal werkt met het spuitgietproces, wat betekent dat het de juiste smeltkarakteristieken en krimpgedrag moet hebben. Op die manier kunt u ervoor zorgen dat u consistente, herhaalbare resultaten krijgt.

Het productieproces is waar je dingen zoals kleurstoffen, stabilisatoren of versterkingen mengt met de basishars om het beter te laten werken of te laten doen wat je wilt. Je kunt materiaalmengsels of voorgemengde materialen gebruiken om het makkelijker te maken om mee te werken en om ervoor te zorgen dat de additieven in de hars worden verspreid.
Een goede voorbereiding van het materiaal vormt de basis voor een consistente smeltkwaliteit, een goede vloei en een goede afwerking van de werkstukken later. Systemen voor materiaalverwerking maken gebruik van transportbanden, drogers en transportbanden voor het stapelen van pellets om het vocht tijdens de opslag en productie te verminderen en zo te voorkomen dat de harskorrels afbreken en vervuild raken.

Injectie
Het spuitgietproces begint met het vullen van het gemarkeerde gebied van de matrijs met gesmolten polymeermateriaal. Het proces begint wanneer de matrijs gesloten is en de polymeerhars wordt geïnjecteerd door een specifieke inlaat die een sprue wordt genoemd, waardoor een gesloten systeem ontstaat.
Spuitgietmachines kunnen verschillende groottes en opstellingen hebben, maar ze hebben allemaal dezelfde basisonderdelen en werken op dezelfde manier. De schroef is het onderdeel dat het plastic draait en verplaatst, smelt en mengt zodat het allemaal hetzelfde is.
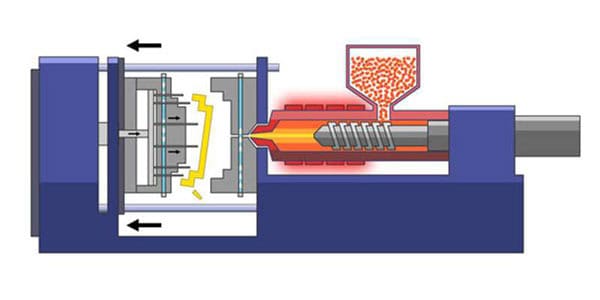
De schroef, die wordt geregeld door hydraulische of elektrische motoren, zorgt voor een betere regeling van het injectievolume, de schroefsnelheid en de druk.
Het vloeibare materiaal wordt dan in de mal geschoten, vult het gat en neemt de exacte vorm en details aan die door de mal worden bepaald. De perfecte vulling wordt bereikt door de druk en temperatuur van het hele proces te controleren. Dit minimaliseert de kans op defecten en zorgt ervoor dat de consistentie en kwaliteit van elk gat hoog is. Injectieparameters worden ingesteld op basis van het materiaal, de vorm van het onderdeel en het productieschema. Deze parameters zijn onder andere injectiesnelheid, vacuüm, verpakkings- en houddruk en koeltijd.

Koelen en stollen
Vervolgens wordt het gesmolten materiaal in de mal gegoten, waar het afkoelt en stolt. Om de gewenste eigenschappen te verkrijgen en scheuren te voorkomen, moet het afkoelingsproces zo snel en gelijkmatig mogelijk verlopen. De mal heeft sleuven of kanalen die helpen bij de warmteoverdracht, zodat het materiaal snel afkoelt en stolt.
De koeltijd wordt aangepast op basis van variabelen zoals de geometrie van het onderdeel, het materiaaltype en het matrijsontwerp. Koelen is belangrijk, want als het niet goed gebeurt, kan het onderdeel kromtrekken, krimpen of interne spanningen vertonen, wat de kwaliteit en prestaties van het onderdeel kan beïnvloeden. Om de matrijstemperatuur te regelen, worden thermische circulatiesystemen (water of olie) gebruikt om de koelsnelheid te stabiliseren en een gelijkmatige verwerking te bereiken.
Nieuwe koeltechnologieën, zoals conforme koeling, maken gebruik van additive manufacturing om koelkanalen te maken die passen bij de vorm van het onderdeel, waardoor de warmteoverdracht en prestaties verbeteren en de verwerkingstijd wordt verkort. Met software kunnen ontwerpers de optimalisatie van het koelsysteem, de warmteoverdracht en temperatuurkaarten modelleren en hotspots of gebieden identificeren die meer koeling nodig hebben.

Uitwerpen en trimmen
Zodra het stuk verstevigd is tot de vereiste graad, gaat de matrijs open en wordt het nieuw gevormde stuk uit de holte verwijderd. De machine, die bijvoorbeeld is uitgerust met uitwerppennen of -platen, zorgt ervoor dat het onderdeel van de locatie kan worden losgemaakt zonder de geometrie te vervormen of de oppervlakte te beschadigen.
Dit kan betekenen dat je wat extra dingen moet doen, zoals extra dingen en uitsteeksels van het onderdeel afsnijden. Het snijden, ook wel bijsnijden of machinaal bewerken genoemd, is het laatste wat je doet om het onderdeel te maken. Je snijdt of vormt het onderdeel om het de juiste grootte en vorm te geven. Machines die het onderdeel snijden gebruiken snijden, slijpen of stralen om het werk te doen. Dit maakt de tijd die nodig is om het werk te doen een stuk korter en je hebt geen mensen nodig om het werk te doen.

Kwaliteitscontrole en afwerking
Tot slot worden er tijdens het spuitgietproces een heleboel kwaliteitstests uitgevoerd tijdens de laatste stadia en afwerkingsbewerkingen. We voeren inspecties uit om er zeker van te zijn dat de afmetingen, de structurele integriteit en het algemene uiterlijk van de onderdelen kloppen. Coördinatenmeetmachines (CMM's) en optische scanners zijn voorbeelden van de hightech meetinstrumenten die we gebruiken om de kwaliteit te controleren en ervoor te zorgen dat we voldoen aan de specificaties en normen.
Maatinspectie is wanneer je de belangrijke dingen op een onderdeel meet. Je meet ook de ruwheid van het oppervlak. Met Statistical Process Control (SPC) houd je bij hoe het gaat en zorg je ervoor dat je goede onderdelen maakt. Je kunt ook röntgenstralen of ultrageluid gebruiken om in een onderdeel te kijken en te zien of er iets mis mee is.

Onderdelen die niet aan de uiterlijke vereisten voldoen, kunnen worden gezandstraald of een andere oppervlaktebehandeling krijgen. We kunnen deze onderdelen ook verven, assembleren of ander eindwerk laten doen om ze beter te laten werken. Als we speciale bewerkingen moeten uitvoeren, zullen we wat subassemblagewerk moeten doen, zoals machinale bewerking, lassen of lijmen, om meer onderdelen of functies toe te voegen. We hebben kwaliteitscontroleprocedures om ervoor te zorgen dat we voldoen aan de conditievereisten en dat onze klanten tevreden zijn met wat we maken.

Factoren die het spuitgietproces beïnvloeden
Temperatuurregeling
1. Temperatuur van de loop
Temperatuurregeling is cruciaal in dit proces en er zijn drie parameters die geregeld moeten worden: vattemperatuur, spuitstuktemperatuur en matrijstemperatuur. De eerste twee temperaturen beïnvloeden vooral de vloei en kristallisatie van de kunststof, terwijl de laatste het belangrijkst is omdat die de koeling en vloei kan regelen. Elk type kunststof heeft een andere vloeitemperatuur en zelfs binnen hetzelfde type kunststof hebben verschillende soorten en bronnen verschillende vloei- en afbraaktemperaturen. Hierdoor kunnen de chemische eigenschappen van de hars veranderen, wat te maken heeft met het gemiddelde moleculaire gewicht en de moleculaire gewichtsverdeling. De temperatuur van het vat van het handgereedschap varieert afhankelijk van het type injectiemachine, dus de selectie van het vat is ook verschillend.

2. Temperatuur sproeier
Meestal is de temperatuur van de spuitmond niet veel lager dan de hoogste temperatuur van het vat. Dit voorkomt dat het gesmolten materiaal uit het mondstuk druipt, wat ook wel "kwijlen" wordt genoemd. De temperatuur van het smeltmondstuk mag niet te laag zijn, zodat het gesmolten materiaal niet te snel bevriest en het mondstuk of de onderdelen verstopt raken.
3. Vormtemperatuur
De temperatuur van de matrijs is de belangrijkste factor die de eigenschappen en het uiterlijk van het onderdeel beïnvloedt. De hoge en lage temperaturen van de matrijs worden beïnvloed door verschillende factoren zoals de aanwezigheid van kristalliniteit, de grootte en het ontwerp van de matrijs, de eigenschappen van het onderdeel en andere procesomstandigheden (zoals smelttemperatuur, injectiesnelheid en -druk, cyclustijd enz.)

Drukregeling
Spuitgieten De druk omvat de plastificeringsdruk en de injectiedruk, die beide een directe invloed hebben op de plastificering en de productkwaliteit.
1. Plastificeringsdruk
(Omgekeerde druk) Op een schroefmachine met een injectiemondstuk verhoogt de plastificerende druk van de schroef de schroefdiameter bij de graduatie. De kracht in het systeem wordt geregeld door de ontlastklep in het hydraulische systeem. Dit betekent dat als de plastificeerdruk gelijk blijft met de aandrijfkracht, het verhogen van de plastificeerdruk de temperatuur van de smelt zal verhogen, maar de plastificeertijd zal verlagen. Aan de andere kant resulteert een hogere plastificeerdruk meestal in de productie van kunststof producten die niet alleen een uniforme temperatuur en kleur hebben, maar ook vrij zijn van gassen die mogelijk in de smelt zijn ingesloten. Meestal wordt de druk ingesteld op de laagst mogelijke waarde die een goede productkwaliteit kan maken en behouden. In de praktijk wordt de plastificeerdruk bepaald door het type kunststof dat wordt gekozen, maar hij zal zelden de waarde van 20 kg/cm² bereiken.

2. Injectiedruk
Momenteel gebruiken bijna alle spuitgietmachines dezelfde druk voor plastic druk en injectiedruk (omgezet door het circuit van oliedruk). De injectiedruk is om de weerstand te overwinnen die wordt veroorzaakt door de smeltstroom van het vat naar de holte, de mal te vullen met een bepaalde snelheid en de smelt te verdichten.

Gietcyclus
De tijd die nodig is om één proces te voltooien bij het spuitgieten wordt de gietcyclus of molding cycle genoemd. Het proces van spuitgieten is direct gerelateerd aan de arbeidsproductiviteit en het gebruik van apparatuur. Daarom moet in het productieproces de lengte van de gietfase verkort worden met behoud van het hoogste kwaliteitsniveau. Injectietijd en afkoeltijd zijn de belangrijkste fases in de spuitgietprocesdie de meest directe invloed hebben op de kwaliteit van het product. De vultijd is recht evenredig met de vulsnelheid (het omgekeerde van tijd). In de productie is de vultijd voor het materiaal meestal 3-5 seconden.

De tijd dat de kunststof in de holte onder druk staat, wordt de verpakkingstijd genoemd. Deze tijd is erg belangrijk en maakt een groot deel uit van de totale injectietijd. Deze ligt meestal tussen 20 en 120 seconden (in extreme gevallen 5 tot 10 minuten voor dikke onderdelen). De verpakkingstijd bepaalt de uiteindelijke grootte van het product nadat de smelt is gestold in de spuitmond van de machine. De pakkingstijd van de matrijs wordt berekend op basis van de condities van de matrijs en de materiaaltemperaturen, evenals de breedte van het toevoergedeelte en de runner, die de gate wordt genoemd. De druk met de minste krimp van het product moet als standaard worden geselecteerd op basis van de grootte van de hoofdrunner en gate en de procesomstandigheden. De koeltijd hangt af van de dikte van het product, de thermische en kristallijne eigenschappen van de kunststof en de matrijstemperatuur. Het belangrijkste is om te voorkomen dat het product verandert tijdens het openen van de matrijs. Meestal is dit ongeveer 30 tot 120 seconden. Als de koeltijd te lang is, is dat tijdverspilling. Het vermindert niet alleen de productie-efficiëntie, maar het is ook moeilijk om complexe en dunne onderdelen eruit te halen en het kan moeilijk zijn om ze eruit te halen zonder ontvormspanning te veroorzaken. Op andere momenten hangt de vorm van de giettijd af van hoe ononderbroken en machinegericht de materiaalverwerking is en hoe geïntegreerd het spuitgiet- en vulproces zijn.
Trends in spuitgiettechnologie
In de toekomst zal spuitgieten flexibeler worden en hetzelfde blijven. Hoe extremer de milieuproblemen wereldwijd, hoe waarschijnlijker het wordt dat groene productie een nieuwe trend wordt in de productie-industrie. CNC-verspaning en spuitgiettechnologie kopen geen grondstoffen en produceren geen afval tijdens het productieproces, maar ze zullen een grotere rol spelen in toekomstige groene productie. De ontwikkeling van automatiseringstechnologie zal ook worden bevorderd door de groei van spuitgiettechnologiedie beter zal zijn en minder snel zal falen.

Conclusie
Spuitgieten is een hoogontwikkeld proces dat meerdere stappen omvat. Elke fase is belangrijk voor het produceren van afgewerkte onderdelen en producten van hoge kwaliteit. Inzicht in de volgorde van elke fase - van ontwerp en prototypeproductie tot inspectie voordat het eindproduct wordt vrijgegeven - is cruciaal voor fabrikanten om hun productiemethoden te verbeteren, de kwaliteit te controleren en de beste producten te maken. De toekomst van spuitgieten wordt bepaald door andere technologieën en het gebruik van nieuwe materialen en technieken die efficiënter, nauwkeuriger en veelzijdiger zijn.







