 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: De spuitgietcyclus is belangrijk. Het beïnvloedt hoeveel werk je gedaan krijgt en hoeveel geld je verdient. In het productieproces wil je de klus dus snel klaren, maar je wilt er ook zeker van zijn dat de onderdelen goed zijn.In dit artikel wordt vooral besproken hoe je de cyclustijd van spuitgieten in de spuitgietindustrie kunt verkorten.

Wat is de cyclustijd van het spuitgieten?
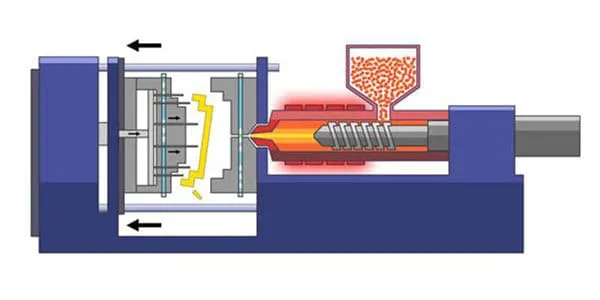
De vormcyclus is de totale tijd die nodig is voor de spuitgieten machine om een kunststof onderdeel te maken. In één spuitgietcyclus bewegen de bewegende delen van de injectie-unit en de sluiteenheid van de spuitgietmachine één keer in een vaste volgorde.
Onderdelen van de spuitgietcyclus
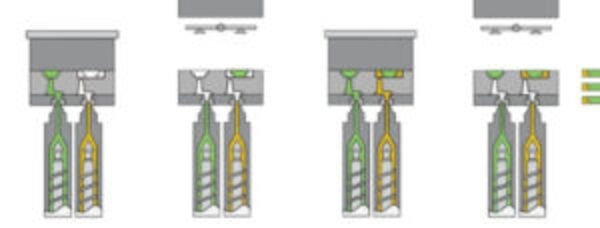
De injectiecyclus bestaat uit injectie (vormen vullen), wachttijd, afkoelings- en voedingstijd (inclusief pre-plasticisatie), openen van de matrijs (product verwijderen), hulpbewerkingen (zoals losmiddel aanbrengen, inzetstukken plaatsen, enz.) en het sluiten van de matrijs.

In de hele spuitgietcyclus zijn de koeltijd en de injectietijd het belangrijkst en hebben ze een beslissende invloed op de prestaties en de kwaliteit van het product. De spuitgietcyclus is een belangrijke procesfactor die het spuitgieten beïnvloedt. In het algemeen omvatten de elementen waaruit de spuitgietcyclus bestaat.
Sluitingstijd
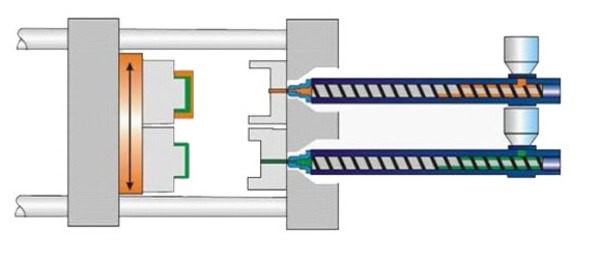
Dit is de tijd die de matrijs nodig heeft om te sluiten. De openings- en sluittijd van de matrijs wordt bepaald door de openingssnelheid van de matrijs en de sluitsnelheid van de spuitgietmachine.

Omdat de mal massa heeft, kan de mal beschadigd raken door de kinetische energie tijdens het sluiten, als de sluitsnelheid van de mal te hoog wordt ingesteld.
Vultijd
Vultijd is de tijd die het gesmolten hars nodig heeft om de holte te vullen nadat het via de runner de mal binnenkomt.
De vultijd is afhankelijk van de injectiesnelheid van de spuitgieten machine (in werkelijke toepassingen hangt dit af van de bewegingssnelheid van de injectieschroef of zuiger en de diameter van de injectiecilinder, injectievolume/tijd = injectiesnelheid (cm3/sec)).
Het wordt ook beïnvloed door de viscositeit van de gesmolten hars. Als de vultijd kort is, is de harsvulsnelheid te hoog, waardoor de hars kan verbranden of gas kan produceren. Aan de andere kant, als de vultijd te lang is, kunnen er duidelijke vloeisporen en laslijnen op het oppervlak van het gegoten product verschijnen.
Wachttijd
De wachttijd is de tijd die je nodig hebt om de druk erop te houden nadat de mal gevuld is met kunststof totdat de poort eraf vriest. Als je te lang wacht, krijg je het onderdeel moeilijk uit de mal.
Koeltijd
Afkoeltijd is de tijd die het gegoten onderdeel, de runner en de sprue nodig hebben om af te koelen en tot op zekere hoogte te stollen nadat de houddruk is uitgeoefend.

Meestal is de afkoeltijd de langste in de vormcyclus. Het dikste deel van de matrijs bepaalt de koeltijd. Dit geldt niet alleen voor het vormdeel, maar ook voor de runner en de sprue.
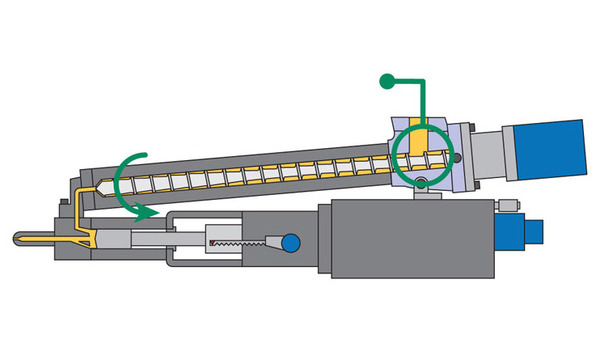
Weekmakingstijd
De tijd die nodig is om de kunststof te smelten wordt de plastificeertijd genoemd. Meestal gebeurt de plastificeertijd gelijktijdig met de koeltijd en is hij korter dan de koeltijd. Als je de schroefsnelheid meer verhoogt dan nodig is om de plastificeertijd te verkorten, kan er lucht in de kunststof komen of kan deze verbranden.

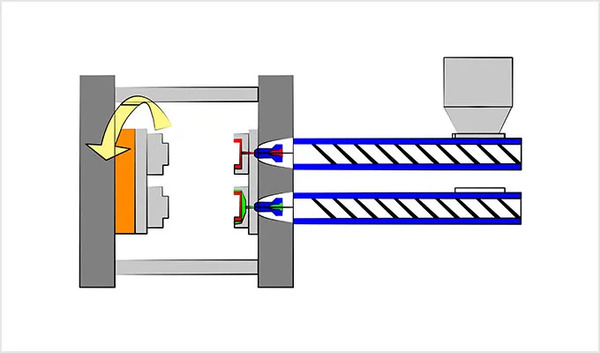
Tijd tot openen van de mal
Het is de tijd die nodig is om de matrijs te openen. De tijd die nodig is om de matrijs te openen en te sluiten hangt af van de sluitslag en openingssnelheid van de spuitgietmachine. Soms moet de openingssnelheid van de matrijs eerst langzaam worden geopend om krassen of slecht ontvormen te voorkomen wanneer het onderdeel uit de caviteit wordt gehaald.

Verwijderingstijd
De tijd die nodig is om het spuitgietproduct uit de mal te krijgen. Dit omvat de tijd die nodig is om het onderdeel eruit te duwen en de tijd die de robot nodig heeft om het te pakken.
Belangrijkste manieren om de gietcyclus te verkorten
De belangrijkste reden voor het gebruik van high-speed automatische spuitgietmatrijzen is het verkorten van de spuitgietcyclus tot de limiet van de spuitgieten de plastificeercapaciteit van de machine om de kwaliteit van kunststof onderdelen te verbeteren, mankracht te besparen en de productie-efficiëntie te verbeteren. De belangrijkste manieren om de gietcyclus te verkorten zijn als volgt.

Injectietijd verkorten
Tijd voor injectie: De injectietijd omvat de tijd voor het voeden en de tijd voor het vasthouden. De aanvoertijd verwijst naar de tijd waarin de schroef snel vooruit gaat om het geplastificeerde gesmolten materiaal in de mal te duwen. De tijd die nodig is om de matrijsholte te vullen is meestal 3 tot 5 seconden.
Voor kunststofonderdelen met een hoge smeltviscositeit en een snelle koelsnelheid moet snelle injectie worden gebruikt om de aanvoertijd van de smelt te verkorten. De wachttijd verwijst naar de verblijftijd nadat de schroef vooruitgaat en injecteert, dat wil zeggen, de gelijkmatige koelkanalen van het gesmolten materiaal dat de holte binnengaat en de aanvoertijd van de injectiedruk.
Tijdens deze injectietijd is het aandeel van de tijd relatief groot, meestal ongeveer 20 tot 120 s. De vorm van het kunststofdeel is eenvoudig, de vorm is klein en de inhoudtijd is kort. Als het kunststofdeel groot is en de wanddikte groot, is de inwerktijd langer.
Om de injectietijd te verkorten, moet je een hogere injectiedruk gebruiken om de smelttijd te verkorten. Dit vereist het gebruik van poorten met kleinere dwarsdoorsnede, zoals puntpoorten en zijpoorten.
Omdat deze poorten een kleine dwarsdoorsnede hebben, zal het gestolde materiaal, wanneer het er doorheen gaat, een hoge afschuifsnelheid genereren en nieuwe warmte afgeven als gevolg van snelle wrijving, waardoor de vloeibaarheid van het gesmolten materiaal toeneemt en het materiaal de holte snel vult.
Hiervoor moet de runner zo kort mogelijk zijn. Als een runnerless of hot runner gating systeem wordt gebruikt, kan het voorste uiteinde van de spuitmond direct in contact komen met de gate, wat de stromingsweerstand sterk vermindert en bevorderlijker is voor het verkorten van de injectietijd.
Houd alle delen van de spuitgietproducten op een geschikte temperatuur. Tijdens het injectieproces daalt de temperatuur van de gesmolten kunststof geleidelijk door de warmteafvoer van de runner en het matrijslichaam, waardoor de eindholte onvolledig wordt.
Om dit fenomeen te vermijden, moet de temperatuur van de matrijs hoger zijn aan het einde van het proces. Om lassporen te vermijden, moet de temperatuur van de matrijs iets hoger zijn op plaatsen waar lassporen kunnen voorkomen.

Daarom worden soms lokale verwarmingsmethoden gebruikt of wordt de dichtheid van circulerende waterkanalen gebruikt om de warmte in balans te brengen, dat wil zeggen dat de uitlaat van het circulerende waterkanaal aan het einde van het proces wordt ingesteld (de watertemperatuur bij de uitlaat van het waterkanaal is hoger dan die bij de inlaat) om de balans van de matrijstemperatuur aan te passen en de vloeibaarheid van het gesmolten materiaal aan het einde van het gieten te garanderen.
Installeer de nodige afzuig- en overloopvoorzieningen. Tijdens het hogesnelheidsgieten is de injectiedruk hoog en vult de gesmolten kunststof de holte snel. Als de lucht in de holte niet snel en op tijd kan worden afgevoerd, zal dit de kwaliteit van het kunststofdeel beïnvloeden en injectiefouten veroorzaken. Daarom moet er tijdens het ontwerp rekening mee worden gehouden.
Stel waar nodig afvoergroeven in. Plaats in het algemeen geschikte afvoergroeven en noodzakelijke overloopvoorzieningen op het scheidingsvlak en het einde van elk proces.
De koel- en stollingstijd van de smelt verkorten
Afkoeltijd: De afkoeltijd is de tijd die het kunststofdeel nodig heeft om af te koelen en te stollen nadat de smelt is geïnjecteerd. De afkoeltijd hangt samen met de dikte van het kunststofdeel, de materiaaleigenschappen en de matrijstemperatuur.

In het algemeen geldt: hoe korter de koeltijd, hoe beter, zolang het kunststof onderdeel niet vervormt wanneer het wordt ontvormd. De koeltijd van kunststof onderdelen ligt meestal tussen 30 en 120 seconden.
De afkoel- en stoltijd van de smelt neemt een groot deel voor zijn rekening tijdens het spuitgietproces. Daarom zijn het verbeteren van de koelingsefficiëntie van de matrijs en het verkorten van de koel- en stollingstijd een van de meest effectieve manieren om de vormcyclus te verkorten.

De algemene koelingsefficiëntie van de matrijs verbeteren. Over het algemeen wordt het lichaam van de mal gekoeld doordat het water in het circulerende watercircuit de warmte afvoert om de mal te koelen.
Na het opzetten van een goed koelcircuit is het belangrijkste probleem om het koelwaterdebiet te verhogen en te proberen het temperatuurverschil tussen de uitlaat en de inlaat van het koelwater te verkleinen. Vooral voor geautomatiseerde mallen met hoge snelheid moet het temperatuurverschil tussen de uitlaat en de inlaat binnen 3°C worden gehouden.

De parallelle verbindingsmethode van het koelwaterkanaal is effectiever, vooral in de zomer wanneer leidingwater wordt gebruikt, moet er een speciaal koelwaterkoelings- en afleveringsapparaat worden opgezet. De functie hiervan is dat het water dat uit de uitlaat van het waterkanaal van het vormlichaam stroomt een bepaalde temperatuur heeft.
Na afkoeling door het koelapparaat stroomt het water in de inlaat van het waterkanaal met een speciale waterpomp, die de koelingsefficiëntie kan verbeteren en kan worden gerecycled om water te besparen.
Het koelwatercircuit wordt zo dicht mogelijk bij het gegoten kunststofdeel geplaatst en op de zijwand wordt een stapvormige of grove draadvormige stromingsblokkerende structuur aangebracht. Op dat moment zal de koelwaterstroom bij het terugkeren tegen het stapvormige deel botsen en warmte uit de kern halen.
Het koelwater dat de warmte afvoert, spat op het stapgedeelte en botst met het inkomende koelwater, waardoor het contactoppervlak tussen het koelwater en de kern groter wordt en het koelingseffect toeneemt.
Als de gewenste vorm van de kern slank is, omdat het kernvolume klein is, kan de temperatuur tijdens het vormen gemakkelijk stijgen en is het niet gemakkelijk om warmte af te voeren en af te koelen, wat een grote invloed heeft op de vormcyclus.
Als het koelwaterkanaal echter niet van binnenuit kan worden opgezet, kan een beryllium-koperlegering met een goed warmtegeleidingsvermogen worden gekozen.
Om geautomatiseerd hogesnelheidsspuitgieten evenwichtig te koelen, zijn soms lokale koeling en lokale verwarming nodig in een bepaald onderdeel. In het proces van geautomatiseerd hogesnelheidsvormen kan het koelprobleem van de runner niet worden genegeerd.
Als het systeem van de koude agent voor het gieten van vorm wordt gebruikt, aangezien de belangrijkste agent en de takagent vrij groot zijn, zal hun het koelen tijd vrij worden verlengd, d.w.z., zal de vormingscyclus tegelijkertijd worden verlengd. Daarom is het noodzakelijk om een koelcircuit bij de runner op te zetten.

De hulptijd verkorten
De extra tijd is de tijd in de vormcyclus, met uitzondering van het vasthouden van de injectiedruk en het afkoelen en stollen, dat wil zeggen de tijd vanaf het openen tot het sluiten van de matrijs.
Gedurende deze tijd worden de plastic onderdelen en het gegoten condensaat ontvormd zodat ze automatisch uit de mal vallen, wordt het vuil in het vormgedeelte van de mal verwijderd en worden de bewegende delen opnieuw ingesteld tijdens het sluiten van de mal.

Ze nemen niet veel tijd in beslag, maar elke seconde telt in het proces van geautomatiseerd hogesnelheidsgieten. Om de hulptijd te verkorten, wordt de methode van persluchtblazen vaak gebruikt om rommel automatisch te verwijderen voor het sluiten van de matrijs.
Gebruik de hoge-snelheid spuitgietmachine
De spuitgieten De machine heeft de volgende stappen: smelten van kunststof, spuitgieten, openen van de matrijs, sluiten van de matrijs en ontvormen. De functie van de spuitgietmachine zelf is een van de belangrijkste redenen die de cyclustijd van het spuitgieten beïnvloeden. Hogesnelheidsspuitgietmachines hebben veel voordelen op het gebied van snelheid.

Houd de structuur van de mal eenvoudig en makkelijk te verwerken, met andere woorden, maak het ontwerp van de mal zo makkelijk mogelijk. De meeste matrijzen kunnen op verschillende manieren worden ontworpen en er zijn veel manieren om te ontvormen. Een vereenvoudigd matrijsontwerp kan de cyclustijd van het spuitgieten verkorten.
Gebruik een goed warmteafvoersysteem.
Koel de matrijs met koud water. Naast tijdverlies tijdens het spuitgietproces neemt het koelen ook veel cyclustijd in beslag bij het spuitgieten. Door koelwater van lage temperatuur te gebruiken en het koelwater snel door het koelsysteem te laten stromen, kan de cyclustijd tijdens het spuitgietproces verkort worden.
Conclusie
Kortom, de belangrijkste manieren om de spuitgietcyclus te verkorten, zijn het verkorten van de injectietijd, het verkorten van de smeltkoelings- en stollingstijd, het verkorten van de smeltkoelings- en stollingstijd, het gebruik van een snelle spuitgietmachine en het gebruik van een goed warmteafvoersysteem.

Dit helpt om de productiekosten van kunststof onderdelen te verlagen. En de spuitgieten machine om meer producten tegelijkertijd te produceren met hetzelfde energieverbruik.







