 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Spuitgieten is een productieproces dat vele namen heeft, afhankelijk van het gebruikte materiaal. Een van die materialen is ABS, en dit artikel gaat helemaal over ABS kunststof spuitgieten.

Wat is ABS voor spuitgieten?
ABS staat voor Acrylonitril Butadieen Styreen. Het is een kunststof die bestaat uit drie monomeren die elk hun eigen eigenschappen aan het polymeer kunststof bijdragen, waardoor het een breed prestatiebereik heeft.

ABS heeft veel goede eigenschappen. Het is bestand tegen chemicaliën, hard en hittebestendig. Het heeft slagvastheid en taaiheid van butadieen en sterkte en glans van styreen. En het is een van de goedkoopste kunststoffen. Bovendien is het een van de gemakkelijkste kunststoffen om te gebruiken voor spuitgieten omdat het zo gemakkelijk te verwerken is.
Waarom ABS kiezen als spuitgietmateriaal?
ABS is een sterk en sterk plastic, maar het kan niet zo goed tegen UV-stralen. Je kunt het dus niet buiten gebruiken. Maar mensen die onderdelen maken hebben bedacht hoe ze ABS kunnen veranderen door er dingen aan toe te voegen. Ze voegen dingen toe zoals acryl, glas en roestvrijstalen vezels om het zo te maken dat het buiten gebruikt kan worden. Deze dingen veranderen de manier waarop ABS werkt, zodat je het voor veel dingen kunt gebruiken.

Deze eigenschappen en het manipulatiepotentieel maken ABS tot het meest gebruikte polymeer in het spuitgietproces. Wil je weten hoe deze kunststof wordt gebruikt om verschillende eindproducten te maken? Lees dan verder.
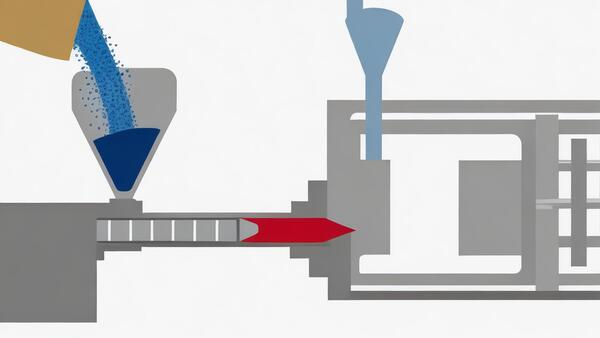
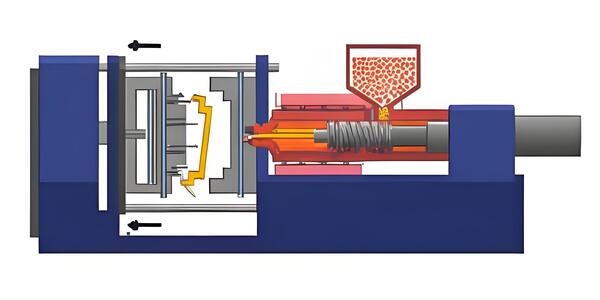
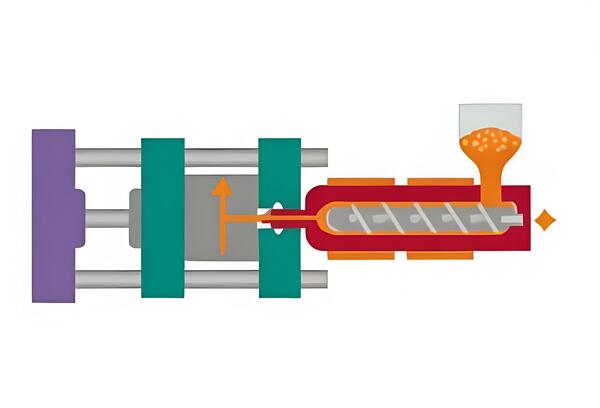
Hoe verloopt het spuitgietproces van ABS?
Materiaal Voorbehandeling
Voordat je ABS kunststof gebruikt voor productie, moet je het goed drogen. De droogtemperatuur die je gebruikt is 80 - 85°C gedurende 2 - 4 uur. Een andere manier om het te drogen is door een droogtrechter met een temperatuur van 80°C te gebruiken. Maar dat kun je maar 1 - 2 uur doen.

Kalibratie van de spuitgietmachine
Nadat het materiaal klaar is, is de volgende stap het instellen van de ABS spuitgietmachine. Dit betekent het instellen van parameters zoals de compressieverhouding, klemkracht en injectiedruk. Typische waarden voor deze parameters zijn: compressieverhouding groter dan 2, sluitkracht tussen 4700 en 62000t/m², injectiedruk groter dan 1500 bar.

Ontwerp van mallen en poorten
De matrijs is erg belangrijk voor het spuitgieten van ABS-producten. Het ontwerp van de matrijs en de poort is dus erg belangrijk voor het hele spuitgietproces. De dikte van ABS matrijzen ligt meestal tussen 0,025 - 0,05 mm, terwijl de poortlengte minder dan 1 mm is.

Daarnaast is de diameter van het kanaal waar het gesmolten ABS doorheen stroomt ingesteld op 3 mm, terwijl de breedte van de ventilatiegaten 4 - 6 mm is. Tot slot wordt de matrijstemperatuur altijd tussen 60 en 65 °C gehouden.
Injectietemperatuur
De temperatuur die je gebruikt om ABS kunststof in een mal te spuiten, hangt af van het type ABS dat je gebruikt. Hier zijn enkele veelgebruikte soorten ABS kunststof en de temperaturen die je moet gebruiken om ze te gieten:
Vlamvertragende kwaliteit: 200 - 240°C, de beste temperatuur is 220°C - 230°C;
Galvanische kwaliteit: 250 - 275°C, de beste temperatuur is 270°C;
Glasvezelversterkte kwaliteit: 230°C - 270°C;
Hoge slagvastheid: 220°C - 260°C, de beste temperatuur is 250°C;
Hittebestendige graad: 240°C - 280°C, de beste temperatuur is 265°C - 270°C.
Spuitgietsnelheid
De snelheid van het spuitgieten hangt af van de soort ABS kunststof en de eisen die aan het eindproduct worden gesteld. Voor vlamvertragende ABS kunststof is bijvoorbeeld een lagere spuitgietsnelheid nodig. Bovendien kunnen producten die een precieze oppervlaktebehandeling vereisen, spuitgieten met hoge snelheid vereisen.
Stilstandtijd
Stilstandtijd is de tijd die plastic nodig heeft om van het vat van de spuitgietmachine naar de matrijs te gaan. Voor ABS is de verblijftijd meestal 5-6 minuten bij temperaturen lager dan 265°C. Bij vlamvertragende ABS is de verblijftijd echter korter en de temperatuur lager.
Tegendruk
Om slijtage te voorkomen, is het aan te raden om de tegendruk zo laag mogelijk te houden tijdens het spuitgieten van ABS. Aanvaardbare drukken liggen meestal rond 5 bar.

Schoonmaken
Sommige ABS-soorten hebben de neiging om aan de schroef van de matrijs te blijven kleven nadat het onderdeel is uitgeworpen. Daarom is de beste manier om het schoon te maken om te wachten tot het residu is afgesleten en vervolgens het compartiment van de spuitgietmachine grondig schoon te maken met polystyreen.
Wat zijn de voordelen van ABS spuitgieten?
ABS spuitgieten is een van de populairste kunststof spuitgietmethodes ooit. En daar is een goede reden voor. Er zijn veel voordelen aan het gebruik van ABS spuitgieten. Enkele van deze voordelen zijn

Hoogspuitgieten
ABS is een kunststof die gemakkelijk te bewerken is, zodat je er complexe onderdelen mee kunt maken. Het is een harde kunststof, dus je kunt er onderdelen mee maken die goed werken, zelfs onder zware omstandigheden.
Hoge treksterkte
Voorgevormde onderdelen van ABS hebben een hoge treksterkte, waardoor ze geschikt zijn voor toepassingen die zware lasten moeten dragen. Deze kunststof is bestand tegen grote mechanische schokken, waardoor het een betaalbare optie is voor toepassingen met hoge rek.

Recycleerbaarheid
ABS is een geweldig materiaal om te recyclen omdat het kan worden afgebroken en gemengd met nieuwe ABS om nieuwe onderdelen te maken.
Energie-efficiëntie
Machines voor het vormen van ABS-kunststof zijn geweldig in het verwerken van deze thermoplast. Ze zijn krachtig en sterk, dus ze kunnen het keer op keer. Energiezuinige systemen kunnen je ook helpen energie en tijd te besparen.

Veelzijdige toepassingen
ABS kunststof spuitgieten zorgt ook voor veelzijdige toepassingen. Het proces is geschikt voor een breed gamma ABS-harsen in verschillende afmetingen, met uitstekende integratiemogelijkheden. Deze flexibiliteit garandeert de productie van onderdelen voor een brede waaier aan industrieën.

Nauwkeurige reproduceerbaarheid
ABS spuitgieten is een proces dat complexe onderdelen maakt voor complexe toepassingen. Het is meestal beperkt tot andere spuitgietprocessen.

De mogelijkheid om complementaire technologieën en gecontroleerd spuitgieten te gebruiken, zorgt ervoor dat vormen elke keer op dezelfde manier worden gemaakt en dat de spuitgietproducten van hoge kwaliteit zijn. Bovendien behoudt dit materiaal zijn eigenschappen en prestaties, zelfs als het heel warm of heel koud wordt.
Wat zijn de nadelen van ABS spuitgieten?
ABS heeft, net als alles, nadelen. Enkele van deze nadelen zijn
Slechte weerstand tegen vermoeiing
Hoewel ABS onderdelen meestal sterk zijn, kunnen ze zware belastingen niet lang aan omdat ze niet goed bestand zijn tegen vermoeiing. Onderdelen van ABS-kunststof kunnen kapotgaan als ze altijd onder hoge spanning staan.
Slechte UV-bestendigheid
Een van de grote nadelen van ABS plastic is dat het niet goed bestand is tegen zonlicht. Het breekt vrij snel af als het wordt blootgesteld aan zonlicht. Maar als ze onderdelen van ABS plastic maken, voegen ze er additieven aan toe zodat het beter bestand is tegen zonlicht.

Hoge Rook Evolutie
Hoewel dit spul niet giftig is voor mensen, maakt het wel rook als we het maken. Die rook is niet goed voor de mensen die de machines bedienen en repareren.

Materiaal Verbranding
Als je niet oppast, kun je het materiaal verbranden als je ABS spuitgiet. Dat komt omdat ingesloten gassen druk kunnen opbouwen en ontsteking kunnen veroorzaken. Uiteindelijk verbrand je het materiaal.

Hoge schimmelkosten
We weten dat de kosten van onderdelen die gemaakt zijn door ABS spuitgieten laag zijn, omdat het een geautomatiseerd proces is. Maar net als de initiële investeringskosten zijn ook de matrijskosten hoog, wat als een groot nadeel wordt beschouwd.

Wat zijn de factoren die moeten worden overwogen in het ABS spuitgietproces?
Als je een batch ABS spuitgietproducten wilt starten, zijn er een paar dingen die op hun plaats moeten zitten. Deze dingen zijn cruciaal voor het succesvol spuitgieten van onderdelen.
Vocht in het materiaal vóór het gieten
ABS kunststof heeft een zekere hygroscopiciteit (het absorbeert vocht uit de lucht) en absorbeert ook vocht uit de omgeving. Vocht in de gegoten ABS kunststof kan echter defecten in de kunststofstructuur veroorzaken. Zorg er daarom voor dat de ABS kunststof die je gebruikt goed gedroogd is.

Als je ABS-kunststof in je materiaal hebt, zal het vocht absorberen. Je moet er dus voor zorgen dat je materiaal droog is voordat je het verwerkt. Als je het niet droogt, krijg je problemen. De belangrijkste problemen zijn dat het meer geld kost om het te laten draaien en dat het langer duurt om het te laten draaien. Als je het niet droogt, worden je spuitgietproducten ook troebel.

Hittebestendig ABS-hars absorbeert vocht uit de atmosfeer tijdens opslag en transport. Het vochtabsorptiebereik ligt tussen 0,2% en 0,4%.

Voordat ABS kunststof spuitgietproducten worden verwerkt, moet het vochtgehalte echter drastisch worden verlaagd tot 0,05% of minder. Dit helpt om spuitgietfouten tijdens het proces te voorkomen. De droogtemperatuur is 80-95℃ en de droogtijd is XNUMX-XNUMX uur.
Temperatuurregeling
Temperatuurregeling is superbelangrijk bij het spuitgieten van ABS, want als je de kunststof oververhit, kan deze degraderen. Deze degradatie gebeurt wanneer de chemische bindingen in het kunststof breken, waardoor er bruine vlekken op je afgewerkte onderdeel kunnen verschijnen.

Het is erg belangrijk om een spuitgietmachine te gebruiken met een goede temperatuurregeling. Bij de productie van ABS onderdelen met een hoge glans is de temperatuur bijvoorbeeld hoger dan normaal. Maar het is belangrijk om te weten dat hoe hoger de temperatuur in de spuitgietmachine is, hoe hoger de temperatuur in de spuitgietmachine is. spuitgietproceshoe korter de belichtingstijd moet zijn.
Ontwerp van onderdelen en matrijzen
Het ontwerp van het onderdeel vóór het spuitgieten kan bepalen of het onderdeel gemaakt kan worden. Hier volgen enkele algemene principes voor het ontwerpen van ABS onderdelen:

De dikte van de onderdeelwand moet rondom gelijk zijn. Als dat niet zo is, moet hij binnen 25% van de gemiddelde dikte liggen. Dit is belangrijk omdat als de wanddikte niet overal hetzelfde is, dit spanningen in het onderdeel kan veroorzaken.
Ook de wanddikte moet bepalend zijn voor de radiusgrootte. De verhouding tussen radius en wanddikte mag niet kleiner zijn dan 0,3. De gouden regel hier is dat hoe groter de radius, hoe minder spanning. De radius moet echter wel binnen een redelijk bereik blijven omdat een te grote radius een deuk in het onderdeel achterlaat.

De dikte van de mal moet tussen 0,025 en 0,05 mm zijn. De lengte van de poort moet ongeveer 1 mm zijn, de diameter van de runner moet ongeveer 3 mm zijn en de breedte van de opening moet tussen 4 en 6 mm zijn.
Tot slot moet het koelproces van de spuitgietmatrijs zo goed mogelijk worden ontworpen om krimpproblemen te voorkomen.

Injectiedruk
In tegenstelling tot andere materialen die gebruikt worden bij spuitgieten, heeft ABS kunststof een hoge viscositeit, waardoor je een hoge injectiedruk moet gebruiken. Dit is niet goed voor eenvoudige, kleine of dikke producten. Maar als je de injectiedruk te hoog zet, zullen de spuitgietproducten aan elkaar kleven door de verhoogde wrijving.

Bovendien verhoogt het scheiden van spuitgietproducten de productiekosten. Anderzijds kan een lage druk leiden tot een verhoogde krimp van de matrijs, wat resulteert in onderdelen van slechte kwaliteit die onaanvaardbaar zijn.
Injectiesnelheid
De injectiesnelheid is ook belangrijk om een goed onderdeel te krijgen. Als je te snel gaat, kun je het kunststofmateriaal verbranden of thermisch aantasten. Je kunt ook een slechte glans, lasnaden en verkleuringen krijgen als je te snel gaat.
Maar als de snelheid te laag is, vult de mal zich niet genoeg. Je moet dus het momentum in evenwicht houden om het materiaal op de juiste manier te verwerken. Je hebt ook minder ABS-kunststof nodig om te injecteren om dimensionale stabiliteit te garanderen dan bij andere kunststoffen. Je hebt dus minder materiaal nodig om het te verwerken zonder de technologie te veranderen.
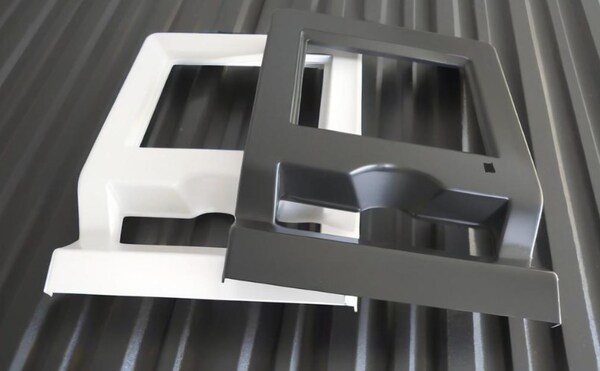
Wat zijn de toepassingen van ABS spuitgieten?
ABS kunststof wordt in veel industrieën gebruikt. Het is gemakkelijk te gieten, goedkoop om te maken en kan tegen een stootje. Daarom zijn fabrikanten er dol op. Hier zijn enkele voorbeelden van industrieën die ABS kunststof onderdelen gebruiken:

Bouwbedrijf: ABS kunststof wordt door fabrikanten gebruikt om buizen en fittingen voor gebouwen te maken omdat het tegen een stootje kan en bestand is tegen chemicaliën.
Car Biz: ABS kunststof is een populair materiaal voor het maken van lichtgewicht auto-onderdelen. Sommige ABS auto-onderdelen zijn onderdelen voor veiligheidsgordels, deurstoppen, stijllijsten, dashboardonderdelen, enzovoort.

Consumentenindustrie: ABS kunststof wordt gebruikt in veel huishoudelijke apparaten zoals keukenmachines, stofzuigers, koelkastzakken, enz.
Commerciële toepassingen: Deze technologie wordt gebruikt in commerciële industrieën, vooral huishoudelijke producten. Deze producten zijn onder andere koelkastvoeringen, stofzuigers, bedieningspanelen en keukenmachines.
Elektrische industrie : ABS wordt gebruikt in de elektrische industrie voor elektronische behuizingen en computertoetsenborden.

Wat zijn de kosten van het ABS spuitgietproces?
Als je een aantal onderdelen wilt maken met behulp van het spuitgietproces, is het het beste om de kosten van het hele proces te begrijpen voordat je in productie gaat. Om de kosten in te schatten, moet je rekening houden met verschillende kostenfactoren.
Uitrusting Kosten
Als je apparatuur gaat kopen, moet je daar veel geld voor betalen. Je zult niet alleen de apparatuur moeten kopen, maar je zult de apparatuur ook moeten onderhouden, wat je veel geld gaat kosten. Het meest kosteneffectieve is dus om de productie uit te besteden.

Schimmelkosten
Dit verhoogt de kosten van ABS spuitgieten. Er zijn twee manieren om spuitgietmatrijzen te maken: CNC-bewerking en 3D-printen. Van deze methoden zijn de kosten van 3D-printen van mallen voor kleine series laag. Voor grootschalige productie of complexe stalen mallen zijn de kosten hoog.

Servicekosten
De kosten omvatten het salaris van de persoon die het werk uitvoert en de installatie en het onderhoud van de machine. De parameters waarmee hier rekening wordt gehouden zijn onder andere:
Kosten voor monitoring: Dit zijn de kosten van de machineoperator.
Setupkosten: De tijd die nodig is om de mal te installeren en het afgewerkte onderdeel te maken.
Reparatiekosten: Reparatiekosten omvatten het repareren van defecte onderdelen en gereedschap om de apparatuur te onderhouden.
Hoewel er geen vaste prijs is voor ABS molding, is de algemene regel dat hoe meer onderdelen je maakt, hoe goedkoper de prijs per stuk.

Conclusie
ABS is een van de meest gebruikte kunststoffen voor spuitgieten. Het is waardevol omdat het een hittebestendig thermoplastisch en duurzaam materiaal is, waardoor het op veel gebieden in het leven van pas komt. Het spuitgieten van ABS lijkt misschien eenvoudig uit te voeren.
De technische details worden echter alleen begrepen door experts. Bij abs spuitgiettechnieken heeft de nauwkeurigheid van het ontwerp van de matrijsholte een directe invloed op de kwaliteit en prestaties van het eindproduct. Daarom is het belangrijk om ABS spuitgieten uit te besteden aan een bedrijf dat dit productieproces echt begrijpt.

Bij Zetar Mold, hebben we geavanceerde productie-technologie en middelen om u te voorzien van professionele Plastic injection molding proces, met inbegrip van Plastic injection molding, snelle tooling, en spuitgegoten, enz. Zo, als u om het even welke plastic Plastic injectie het vormen de diensten hebt, gelieve te voelen vrij om Zetar Mold te contacteren.






