

Inleiding: Er zijn veel variabelen in het besturingsproces van apparatuur voor verwarming, injectie en koeling tijdens het spuitgietproces, vooral in het injectieproces. Bijvoorbeeld: vattemperatuur, hydraulisch systeemdebiet, hydraulische druk, hydraulische olietemperatuur, klemkracht, omgevingstemperatuur, vochtigheid, apparatuurslijtage, enz.
In het productieproces zijn de procesparameters van de spuitgietmachine niet veranderd, maar de kwaliteit van de geproduceerde kunststof producten zal wel veranderen. Hoe kunnen we ervoor zorgen dat de kwaliteit van de geproduceerde kunststofproducten niet verandert? Dit artikel beantwoordt voornamelijk deze vraag en geeft een overzicht van de technieken om de spuitgietprocessen te optimaliseren.
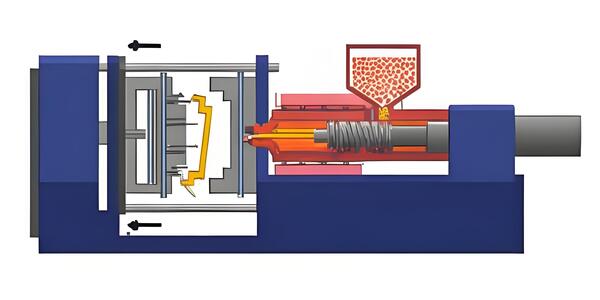
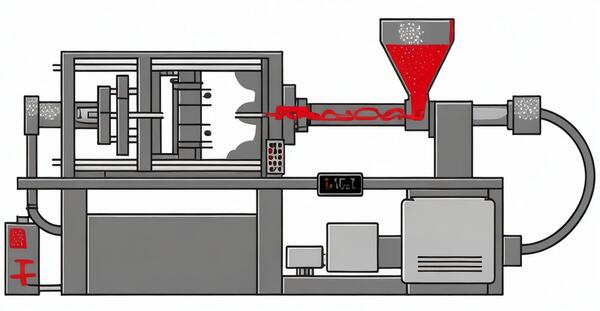
Wat is het spuitgietproces?
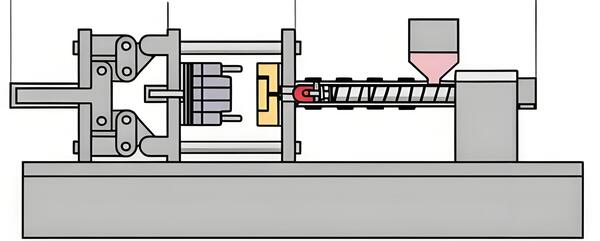
Spuitgieten is het proces waarbij halffabricaten met een bepaalde vorm worden gemaakt door de gesmolten grondstoffen onder druk te zetten, te injecteren, af te koelen en te scheiden. Het is een veelgebruikt productieproces.
Optimalisatie van spuitgietparameters
We always talk about optimizing the injection molding process, but what does that mean? What parameters do we need to improve to achieve the best optimization? Here are 10 key parameters that need to be adjusted in injection molding to produce consistent, high-quality plastic parts.
Injectiesnelheid
De snelheid waarmee je het plastic injecteert, beïnvloedt hoe het product zich vult en afkoelt. Als je te snel injecteert, zal het product verbranden aan het oppervlak, kromtrekken en andere kwaliteitsproblemen krijgen. Als je te langzaam injecteert, wordt het product niet helemaal gevuld. Je moet dus de juiste injectiesnelheid kiezen op basis van de grootte, het materiaal en andere aspecten van het product.
Schotdruk
Shotdruk is de injectiedruk die de spuitgietmachine uitoefent op het gesmolten kunststof tijdens het injectieproces. Als de schotdruk te hoog is, zal het product vervormen. Als de schotdruk te laag is, zal het productoppervlak ruw zijn. Daarom is het noodzakelijk om de schotdruk te optimaliseren en een geschikt schotdrukbereik te vinden om de kwaliteit van het product te garanderen.
Schimmel Temperatuur
De temperatuur van de mal heeft invloed op hoe snel het product afkoelt en hoeveel het krimpt. Als de temperatuur te hoog is, krimpt het product te veel. Als de temperatuur te laag is, zal het product gebreken vertonen aan het oppervlak. Je moet dus de juiste temperatuur voor de mal bepalen op basis van zaken als het smeltpunt van het materiaal en de grootte van het product.

Temperatuurregeling
Plastic- of smelttemperatuur: Het is belangrijk om de temperatuur van het plastic nauwkeurig te regelen om het plastic gelijkmatig te smelten. Verschillende materialen hebben verschillende temperatuurvereisten en het aanhouden van het juiste temperatuurbereik kan problemen zoals onvolledig smelten of thermische degradatie voorkomen.
Vormtemperatuur: Het regelen van de matrijstemperatuur beïnvloedt de kristalliniteit, krimp en cyclustijd van het onderdeel. Door de matrijs op de aanbevolen temperatuur te houden, zorgt u ervoor dat de hars de juiste mechanische eigenschappen heeft.

Koeltijd
Afkoeltijd is hoe lang het onderdeel in de mal blijft nadat het materiaal is geïnjecteerd en gevuld. Je moet het goed afkoelen zodat het niet kromtrekt en gelijkmatig stolt. Het heeft ook invloed op hoe lang het duurt om het onderdeel te maken.

Selectie kunststofmateriaal
The type of plastic you use can have a big effect on how the injection molding process goes. Different plastics have different melting points, shrinkage rates, and flow properties. Picking the right plastic for what you’re trying to make is super important if you want your part to turn out the way you want it to.

Schroefsnelheid en tegendruk
Schroefsnelheid: De rotatiesnelheid van de schroef in de spuitgietmachine beïnvloedt de totale afschuiving van het materiaal. De schroefsnelheid moet gekozen worden op basis van het materiaaltype en het additievengehalte. De juiste schroefsnelheid zorgt voor de juiste hoeveelheid afschuiving door de rotatie van de schroef en de geometrie van de schroef.
Tegendruk: De juiste tegendruk op de schroef houden is belangrijk om het gesmolten plastic te mengen. Het helpt ook het borrelen tegen te gaan en maakt de onderdelen beter.
Kalibratie van spuitgietmachines
Je moet je spuitgietmachine regelmatig kalibreren als je wilt dat hij nauwkeurig werkt. Dat betekent dat je de instellingen voor druk, temperatuur en timing op de machine moet kalibreren.

Vormontwerp en onderhoud
Een goed matrijsontwerp met de juiste ventilatieopeningen, runners en koelkanalen is een grote hulp bij het optimalisatieproces. Regelmatig onderhoud van de matrijs is belangrijk om te voorkomen dat problemen zoals slijtage, corrosie of schade de kwaliteit van het product beïnvloeden.

Bewakings- en controlesystemen
Door gebruik te maken van geavanceerde bewakings- en regelsystemen zoals CoPilot® kunt u allerlei zaken in realtime volgen. Hierdoor kunt u problemen snel opsporen en oplossen, zodat u steeds beter kunt spuitgieten.
Optimalisatiestappen voor spuitgietprocessen
Viscositeitscurve
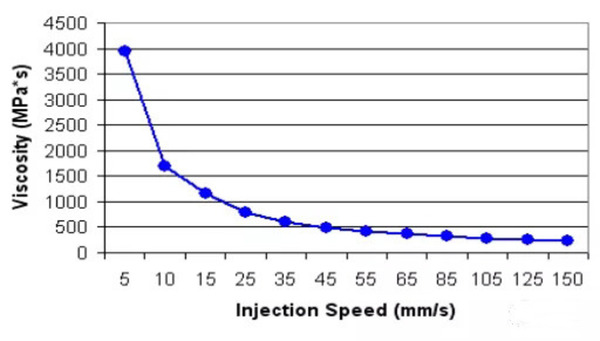
De reden dat we een viscositeitscurve maken, is om een goede injectiesnelheid te kiezen waarbij de viscositeit van de smelt niet veel verandert als er kleine dingen veranderen. We willen dat de verschillen tussen elke matrijs zo klein mogelijk zijn, zodat we elke keer dezelfde goede onderdelen kunnen maken.
Als je naar de viscositeitscurve kijkt, zie je dat wanneer de injectiesnelheid hoger is dan 55 mm/s, de viscositeit van de smelt vrijwel stabiel is. Dus als je de injectiesnelheid instelt op 65 mm/s, krijg je een consistente vulfase. Kleine veranderingen in de parameters zelf veroorzaken geen grote veranderingen in de viscositeit van de smelt.
Natuurlijk zijn er speciale gevallen waarin deze geoptimaliseerde snelheid niet gebruikt kan worden, zoals het verminderen van gate halo. In dit geval is het uiterlijk natuurlijk de prioriteit, maar deze geoptimaliseerde snelheid moet gebruikt worden als referentie voor de injectiekromme, zoals beginnen met een lage snelheid door de poort om gate halo te verminderen, en dan snel opvoeren naar deze geoptimaliseerde snelheid.
Debietbalanstest
Deze test is alleen vereist voor mallen met meerdere caviteiten, zoals 2 caviteiten of meer. Het doel is om de maximale procentuele afwijking tussen elke caviteit bij verschillende vulstappen te controleren. Een onbalans in de vulling kan acceptabel of onacceptabel zijn, afhankelijk van de productkwaliteitseisen. Deze informatie wordt het best bepaald nadat het vormvenster (stap 4) voltooid is.
Als u het product in uw hand kunt houden en het vormvenster groot is, controleer dan of de afmetingen van het product binnen de tolerantie vallen. Als dat zo is, is de onbalans van de vulling OK.

Als het gietraam klein is en de eerste caviteit die gevuld wordt bramen heeft, terwijl de andere caviteiten korte shots of sink marks hebben, zoek dan uit waarom de onbalans in het vullen optreedt.
Er zijn meestal vier hoofdredenen voor onevenwichtig vullen: verschillende loopwagenafmetingen, verschillende poortafmetingen, verschillende uitlaatafmetingen en verschillende koeling. Deze reden heeft echter vaak weinig effect als de machine net is opgestart. Een andere situatie is onbalans door afschuiving, vooral bij 8-gaats cold runner mallen.
Drukdalingstest
De drukvaltest wordt uitgevoerd om te zien hoeveel druk er verloren gaat op verschillende punten tijdens het vullen. Dit omvat meestal het mondstuk van de machine, de verticale runner, de hoofdrunner, de secundaire runner, de gate en het vuluiteinde.
Gebruik niet de maximale druk van de machine om te gieten. Als de maximale druk van de machine bijvoorbeeld 180 bar is, mag de maximale druk die nodig is voor het vullen niet 180 bar bereiken. Als dat wel het geval is, betekent dit dat de schroef meer druk nodig heeft om de ingestelde injectiesnelheid te bereiken, maar dat niet kan vanwege drukbeperkingen. Dit wordt "drukbegrensd" genoemd.
Normaal gesproken wil je de 90% van de maximale druk van de machine niet overschrijden tijdens het injectieproces. Als je naar de drukvalcurve kijkt en je zit in het "drukbegrensde" gebied of je overschrijdt 90% van de machinedruk, zoek dan een steiler deel van de drukcurve en probeer daar de drukval te verminderen.

In de afbeelding rechts is de drukval over de runner bijvoorbeeld erg hoog, wat betekent dat je veel kracht nodig hebt om het plastic door de runner te duwen. Door de diameter van de loopwagen te vergroten, kun je de druk verlagen.
Uitstraling Vouwraam
Het cosmetische procesvenster is een zeer belangrijke test. Gewoonlijk bestaat dit cosmetische procesvenster uit verpakkingsdruk en materiaaltemperatuur (amorf materiaal), verpakkingsdruk en matrijstemperatuur (kristallijn materiaal).
Het cosmetische procesvenster geeft aan hoeveel ruimte je hebt om het proces aan te passen en toch een acceptabel onderdeel te krijgen. De ideale situatie is een groter procesvenster. Als het procesvenster kleiner is, zal het gemakkelijker zijn om cosmetische defecten te maken.
Als het procesvenster in de bovenstaande afbeelding bijvoorbeeld kleiner is, zal het gemakkelijker zijn om korte opnamen of flitsen te krijgen doordat het proces zelf fluctueert. Een robuust proces heeft een groter procesvenster nodig om te compenseren voor het fluctueren van het proces zelf.
Het uiterlijk vormvenster geeft ook de boven- en ondergrenzen aan van de materiaaltemperatuur/vormtemperatuur en houddruk die gebruikt kunnen worden bij latere vormtests als gevolg van maataanpassingen of DOE-tests.
Test poortbevriezing
Voor cold runner-mallen of semi-cold runners (warm naar koud) moet, om de herhaalbaarheid tussen mallen te garanderen, de houddruk worden aangehouden tot de poort volledig is afgekoeld.
Als de curve eenmaal is gegenereerd, kies dan een tijd nadat het productgewicht stopt met stijgen. In de bovenstaande figuur stopt het productgewicht na 7s, dus stel voor de zekerheid en om rekening te houden met de eigen schommelingen van het proces de wachttijd in op 8s.
Opgemerkt moet worden dat de extra seconde in de wachtfase de cyclustijd niet verlengt, omdat gedurende deze tijd de gate bevroren moet zijn en alleen de koude runner korte tijd wordt vastgehouden, terwijl het product al is begonnen af te koelen. Daarom moet de extra seconde van de koeltijd worden afgetrokken om dezelfde cyclustijd te garanderen.
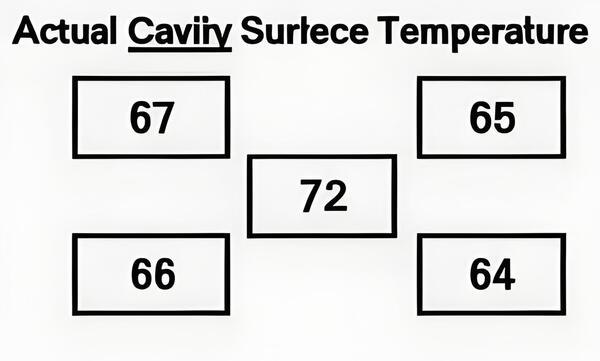
Schimmel Temperatuur Kaart
Het doel van de matrijstemperatuurkaart is om de verdeling van de momentane temperatuur van het matrijsoppervlak vast te leggen nadat het product is uitgeworpen. Het kan gebruikt worden om te bevestigen of het koelwatercircuit werkt of dat er "hete plekken" zijn.

Deze informatie kan ook worden gebruikt om later problemen op te lossen. Als de productgrootte bijvoorbeeld niet consistent is, kan het gebruikt worden om te bevestigen of de oppervlaktetemperatuur van de matrijs hetzelfde is als voorheen. Je kunt een contactpyrometer gebruiken om de temperatuur te meten.
Na de eerste keer dat je de machine start of stopt, zal de matrijstemperatuur geleidelijk stijgen tot een stabiele toestand. Je moet dus de matrijstemperatuur meten nadat deze gestabiliseerd is (minstens 10 matrijzen).

De bovenstaande figuur toont 5 kaders die gebruikt kunnen worden voor verschillende mallen. Als u bijvoorbeeld een mal met 4 caviteiten test, dan registreert u de metingen op dezelfde plek in elke caviteit in de vier hoekvakken en laat u het middelste vak leeg. Als u een mal met één holte test, gebruikt u ze alle 5 om verschillende meetpunten weer te geven.
Tips om het spuitgietproces te optimaliseren
Wat betekent het om het spuitgietproces te "optimaliseren"? In het algemeen betekent het dat je je processtroom onder de loep moet nemen om ervoor te zorgen dat je je procesdoelen op de meest waardevolle en effectieve manier bereikt. Hier zijn vijf tips om u daarbij te helpen.
Kwaliteitscontrole door productiemonsters
Kwaliteitscontrole is een cruciaal onderdeel van het hele productieproces van het spuitgieten. Het wordt vaak uitgevoerd na de productie. De kwaliteitscontrole van monsteronderdelen is echter anders. Monsteronderdelen kunnen een sleutelrol spelen in het streven naar optimalisatie van de spuitgieten proces.
Ze elimineren het risico van volledige productietests en optimalisatie. Ze bieden ook een beter inzicht in het proces en hoe de machine zal presteren in een meer gecontroleerde omgeving.
Door kleine batches uit te voeren, kun je zien hoe het hele proces verloopt en de kwaliteit van de onderdelen, het shotvolume en de smelttemperatuur van de huidige batch hars controleren. De resultaten die je krijgt als je monsters neemt en goede kwaliteitscontroles uitvoert, betalen zich vaak terug in de tijd en het geld dat je eraan besteedt.
Schimmel testen en evalueren
Een andere manier om het spuitgietproces te optimaliseren is om de matrijs te testen met de materialen die u wilt gebruiken. Er zijn zoveel verschillende harsen en formules beschikbaar dat zelfs kleine verschillen in viscositeit, smelttemperatuur, matrijstemperatuur, enz. kunnen leiden tot cumulatieve schommelingen en variaties in het spuitgietproces, met afgedankte onderdelen en inefficiënte processen tot gevolg.

Enkele van de sleutels tot het testen van matrijzen zijn het testen van korte shots, vullingsgraad en -patroon, en evaluatie van drukprofielen, enz.
Mallen en gietprocessen testen en aanpassen
Als je eenmaal bruikbare informatie hebt van het testen van matrijzen en de kwaliteitscontrole van proefstukken, kun je fijnafstellingen maken die grote winst kunnen opleveren in procesoptimalisatie en -efficiëntie.

Als u bijvoorbeeld problemen hebt met korte shots of inconsistente vultijden, kunt u het ontwerp en de lay-out van de matrijs aanpassen om deze problemen op te lossen. Als de matrijstemperaturen inconsistent zijn of buiten het acceptabele bereik liggen, kunt u het ontwerp aanpassen om de beste verwarmings- en koeltijden te krijgen.
Procesparameters en prestatiebereiken
Van machines tot matrijzen tot harsen, elk onderdeel van het spuitgietproces heeft een acceptabel prestatiebereik. Wanneer u kleine (of grote) wijzigingen aanbrengt in procesonderdelen met behulp van echte testresultaten, kunnen de resultaten beginnen op te lopen tot u een grote impact hebt op de winst, de resultaten en de waarde die u aan uw klanten kunt geven.

Een gegeven proces voor het ontwerpen van experimenten maken of volgen
Een proces dat herhaald kan worden, levert goede producthoeveelheden op, is eenvoudig te troubleshooten en geeft je zoveel mogelijk inzicht in hoe het proces werkt. Herhaalbaarheid is ook belangrijk om in gedachten te houden als je tests uitvoert om je spuitgietproces te optimaliseren.
Andere tips om het spuitgietproces te optimaliseren zijn: regel de temperatuur van de kunststof binnen het bereik dat wordt aanbevolen door de leverancier van het materiaal; vul zo snel mogelijk en met zo weinig mogelijk segmenten; scheid vullen en krimpen; vul slechts 95-99% van het product aan het einde van het vullen.

Vertraag de vulsnelheid om de moleculaire oriëntatie van de kunststof te verminderen; zorg voor voldoende druk tijdens het vullen; registreer en houd de vultijd constant; schakel over op krimpen aan het einde van het vullen; regel de druk en de tijd voor het krimpen.
Zorg ervoor dat de druk gehandhaafd blijft totdat de poort gesloten is. Controleer de koelsnelheid en -tijd. Zorg voor turbulentie in het koelkanaal. Controleer de inlaat- en uitlaattemperatuur van het koelwater. Gebruik geen automatische regeltechniek.

Maak het plastificeerproces zo langzaam mogelijk zonder de cyclus te verhogen. Segmenteer de tegendruk niet. Als de materiaaleigenschappen veranderen, compenseer dan niet door de temperatuur aan te passen, maar vooral door de vulsnelheid aan te passen.
"Experimenteel ontwerp" betekent dat je tests uitvoert op een geplande, gestructureerde en vastgelegde manier. Op deze manier kun je, als je overtredingen of andere problemen vindt, deze eenvoudig terugleiden naar de bron.

Conclusie
Kortom, spuitgieten is een veelgebruikte verwerkingsmethode die snel, nauwkeurig en herhaalbaar is. Maar er zijn altijd problemen. Bijna elke spuitgietfabriek heeft problemen zoals instabiele injectie en er zijn altijd defecten in de producten.

Omdat kunststoffen hun eigen kenmerken hebben en de verwerkingsapparatuur ingewikkeld is, is spuitgieten relatief ingewikkeld. Redelijke controle en aanpassing van factoren zoals grondstoffen, matrijzen en procesparameters in de spuitgieten Dit optimaliseert de spuitgietproductie.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







