 Overslaan naar inhoud
Overslaan naar inhoud 

- Laag volume spuitgieten produceert 100 tot 10.000 onderdelen per run, waardoor het gat tussen prototyping en massaproductie wordt overbrugd tegen 40 tot 60 procent lagere gereedschapskosten dan productiestalen matrijzen.
- Aluminium mallen leveren 1.000 tot 100.000 shots tegen een gereedschapskost van €2.000 tot €15.000, vergeleken met €10.000 tot €100.000 of meer voor geharde stalen productiemallen.
- Kosten per stuk dalen snel van $5 naar $50 bij 100 stukken tot $0.50 naar $5.00 bij 10.000 stukken als tooling amortisatie zich spreidt over grotere volumes.
- De doorlooptijd van ontwerp tot eerste onderdelen is doorgaans 2 tot 4 weken met aluminium tooling, vergeleken met 8 tot 16 weken voor productiestalen mallen.
- Molding met kleine volumes gebruikt dezelfde thermoplastische materialen als productie met grote volumes, waardoor functionele tests met productie-intent harsen mogelijk zijn voordat men zich vastlegt op volledige tooling.
- Ideale toepassingen zijn onder meer proefproductieruns, brugtooling, markttesten, medische hulpmiddelen met beperkte patiëntenpopulaties en op maat gemaakte of gepersonaliseerde producten.
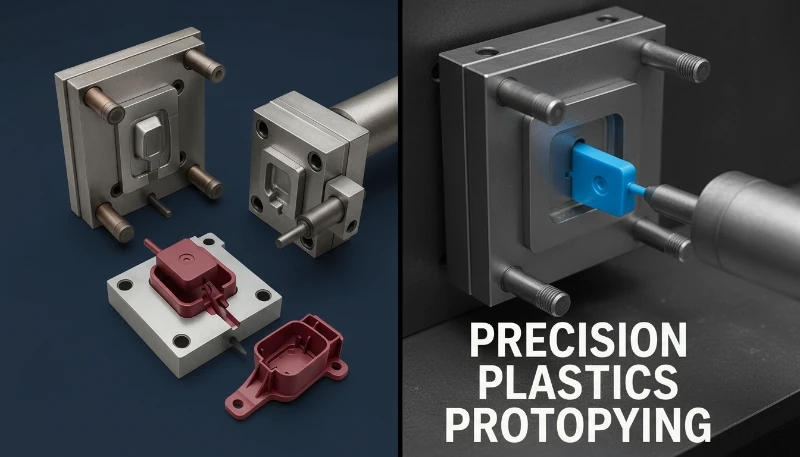
What Is Low Volume Injection Molding?
Injectiemolding met kleine volumes is een manufacturing proces dat 100 tot 10.000 plastic stukken per productierun produceert met simplified tooling—typisch aluminium mallen—die 40–60% minder kosten dan conventionele gehard staal productie mallen. Het proces gebruikt dezelfde injectiemolding machines en thermoplasten1 als productie met grote volumes, leveren stukken met identieke materiaal eigenschappen en dimensionale nauwkeurigheid.
De economie van injectiemolding heeft traditioneel grote productie volumes geprefereerd omdat mold tooling $10.000–$100.000 of meer kost. Bij 1.000.000 stukken, voegt die toolingkosten slechts $0.01–$0.10 per stuk toe. Bij 500 stukken, voegt dezelfde mal $20–$200 per stuk toe—wat het proces uncompetitive maakt tegen CNC machining of 3D printing voor kleine hoeveelheden.
Injectiemolding met kleine volumes lost deze kostenbarrière op door gebruik van aluminium of zachte staal mallen die $2.000–$15.000 kosten. Deze mallen offeren levensduur op (1.000–100.000 shots versus 500.000–2.000.000 voor gehard staal) maar leveren dezelfde stukkwaliteit voor een fractie van de initiële investering. Het resultaat is economisch levensvatbare injectiemolding bij volumes vanaf slechts 100 stukken.
De groeiende vraag voor productcustomisatie, snellere time-to-market, en on-demand manufacturing heeft de use cases voor molding met kleine volumes uitgebreid. Medische apparaatbedrijven die patiënt-specifieke instrumenten produceren, consumer electronics startups die product-market fit valideren, en automotive suppliers die pre-productie tests uitvoeren profiteren alle van de mogelijkheid om real injectie-gevormde stukken te produceren zonder zich vast te leggen op volledige productietooling.
In tegenstelling tot snelle prototyping4 methoden die onderdeeleigenschappen benaderen, produceert laag volume spuitgieten onderdelen van dezelfde kunststofkorrels die in volledige productie worden gebruikt. Een prototype gemaakt van 3D-geprinte ABS-achtige kunststof heeft een andere slagvastheid, hittebestendigheid en oppervlakteafwerking dan spuitgegoten ABS. Laag volume spuitgieten elimineert deze materiaalkloof volledig, waardoor ingenieurs er vertrouwen in hebben dat testresultaten van proefonderdelen overeenkomen met de productieprestaties.
| Parameter | Klein Volume (100–10.000) | Hoog Volume (10.000–1.000.000+) |
|---|---|---|
| Vormmateriaal | Aluminium of P20 staal | H13 of S136 gehard staal |
| Tooling cost | $2,000–$15,000 | €10.000–€100.000+ |
| Matrijslevensduur | 1.000–100.000 shots | 500.000–2.000.000+ shots |
| Doorlooptijd (mal) | 2–4 weeks | 8–16 weeks |
| Kosten per stuk | $0.50–$50 | $0.05–$5.00 |
| Designiteraties | Eenvoudig en betaalbaar | Duur (€4K–€15K per wijziging) |
| Surface finish | SPI B-2 tot C-3 typisch | SPI A-1 tot B-1 haalbaar |
Welke gereedschapsopties werken het beste voor productie met laag volume?
Aluminium mallen zijn de meest gebruikelijke gereedschapskeuze voor spuitgieten met laag volume, ze leveren 1.000–100.000 shots tegen 40–60% lagere kosten dan stalen mallen met doorlooptijden van 2–4 weken. De thermische geleidbaarheid van aluminium (205 W/m·K versus 25 W/m·K voor P20-staal) biedt zelfs een verwerkingsvoordeel: snellere koeling reduceert cyclustijden met 20–30%, wat de hogere kosten per onderdeel bij kleine series gedeeltelijk compenseert.
P20 voorgeharde stalen mallen bevinden zich in het middengebied tussen aluminium en volledig geharde productietooling. Met een hardheid van HRC 28–34 kan P20 sneller worden bewerkt dan H13 (HRC 48–52) en gaat het 100.000–500.000 shots mee. Dit maakt P20 ideaal voor brugtooling—mallen die in productiebehoeften voorzien terwijl gehard stalen gereedschap wordt vervaardigd—en voor producten met een medium volume die nooit meer dan 200.000 totale levensduureenheden zullen overschrijden.
3D-geprinte mallen vertegenwoordigen de nieuwste gereedschapsaanpak voor ultra-lage volumes van 10–500 onderdelen. Stereolithografie (SLA) mallen van hittebestendige harsen zoals Formlabs Rigid 10K bestand tegen injectietemperaturen tot 238°C en drukken tot 60 MPa. Elke mal kost €50–€500 en kan 's nachts worden geprint, maar de typische mallevensduur is slechts 10–100 shots voordat dimensionale degradatie de aanvaardbare limieten overschrijdt.
Multi-cavity configuraties zijn minder gebruikelijk bij productie met kleine volumes omdat de toolingkostenbesparing van aluminium afneemt bij het toevoegen van cavities. Een aluminium mal met één cavity van $5.000 produceert stukken met adequate snelheden voor meeste kleine volume applicaties. Een tweede cavity toevoegen verhoogt toolingkosten naar $8.000–$12.000 maar halveert cyclus tijd per stuk—alleen gerechtvaardigd wanneer de tijdbesparing per stuk de extra toolinginvestering overtreft.
De keuze tussen aluminium- en staalgereedschap hangt af van vier factoren: vereiste matrijslevensduur, verwerkingstemperatuur van de kunststof, vereisten voor oppervlakteafwerking en of de matrijs zal dienen als overbruggingsgereedschap met toekomstige conversie naar productie. Voor projecten waarbij het totale levensduurvolume onder de 10.000 onderdelen ligt en het materiaal onder 300°C wordt verwerkt, is aluminium bijna altijd de meest kosteneffectieve optie.
| Vormmateriaal | Cost Range | Mal Levensduur (Shots) | Doorlooptijd | Beste voor |
|---|---|---|---|---|
| 7075 aluminium | €2.000–€10.000 | 1.000–100.000 | 1–3 weeks | Prototype- en proefruns |
| P20 staal | $5,000–$25,000 | 100,000–500,000 | 3–6 weeks | Bruggereedschap |
| H13 Staal | €10.000–€100.000+ | 500,000–2,000,000+ | 8–16 weeks | Productie volumes |
| 3D-geprint (SLA) | $50–$500 | 10–100 | 1–3 days | Design validation (10–50 parts) |
| Soft Steel (S50C) | $3,000–$12,000 | 50,000–200,000 | 2–4 weeks | Low volume with texturing needs |
“Aluminum molds cool 20–30% faster than steel molds because aluminum conducts heat 8 times more efficiently.”Echt
Aluminum’s thermal conductivity (205 W/m·K) is approximately 8 times higher than P20 steel (25 W/m·K). This faster heat extraction shortens cooling time—the longest phase of the injection molding cycle—by 20–30%. For a typical 2.0 mm wall part, cooling time drops from 15 seconds in steel to 10–12 seconds in aluminum, reducing overall cycle time significantly.
“Aluminum molds cannot produce parts with tight tolerances because the mold material is too soft.”Vals
7075-T6 aluminum achieves hardness of HRC 15–18 and can hold tolerances of ±0.05 mm on critical dimensions when properly machined. While softer than hardened steel (HRC 48–52), aluminum is adequate for most engineering tolerances. The limitation is wear resistance over high shot counts, not dimensional capability on initial production runs.
Hoe verhoudt spuitgieten met laag volume zich tot alternatieve productiemethoden?
3D printing (FDM, SLA, SLS) dominates at volumes below 50–100 parts where per-part costs of $10–$100 are acceptable and no tooling investment is needed. Above 100 parts, low volume injection molding becomes more economical because the $2,000–$15,000 tooling cost amortizes below the per-part cost of additive manufacturing. The crossover point varies by part size and complexity—simple geometries favor molding at lower volumes, while complex parts with internal channels may favor 3D printing up to 500 units.
CNC machining competes effectively at 1–500 parts for materials like ABS, PC, and nylon. CNC delivers tighter tolerances (±0.025 mm versus ±0.05 mm for injection molding) and requires zero tooling investment. However, CNC costs increase linearly with volume—100 parts cost 100× the single-part price. Injection molding costs decrease per part as volume rises, creating a crossover around 200–500 parts depending on part complexity and material.
Urethane casting fills a specific niche: 25–200 parts in rubber-like or optically clear materials. Silicone molds cost $500–$3,000 and produce parts in 5–15 business days. The limitation is material selection—urethane resins approximate but do not match the mechanical properties of production thermoplastics like PA66 or POM. For functional testing where exact material properties matter, low volume injection molding with production-grade resins is the superior choice.
In our factory, we frequently see projects transition from rapid prototyping through low volume molding and into full production. A typical medical device project starts with 5 SLA-printed prototypes for design review, moves to 200 parts from an aluminum mold for clinical testing, then scales to 50,000 parts annually from a steel production mold. Planning this transition from the beginning saves 4–8 weeks and $5,000–$15,000 in redesign costs.
The decision framework ultimately comes down to three variables: total lifetime volume, required material properties, and time-to-market pressure. When all three point toward intermediate needs—hundreds to thousands of parts, in production-grade thermoplastics, needed within weeks rather than months—low volume injection molding is the clear winner. When any one variable skews toward an extreme (single prototype, exotic metal alloy, or same-day delivery), alternative methods serve better.
| Method | Ideal Volume | Per-Part Cost | Kosten gereedschap | Doorlooptijd |
|---|---|---|---|---|
| 3D Printing (SLA/SLS) | 1–100 | $10–$100 | $0 | 1–5 days |
| CNC-bewerking | 1–500 | $15–$200 | $0 | 3–10 days |
| Urethane Casting | 25–200 | $20–$150 | $500–$3,000 | 5–15 dagen |
| Low Volume IM (aluminum) | 100–10,000 | $0.50–$50 | $2,000–$15,000 | 2–4 weeks |
| Production IM (steel) | 10,000–1,000,000+ | $0.05–$5 | €10.000–€100.000+ | 8–16 weeks |
Welke Materialen Werken Best in Injectiemolding met Kleine Volumes?
Low volume injection molding supports the full range of thermoplastics used in production molding—from commodity resins like PP and ABS to engineering grades like PA66 and POM to high-performance polymers like PEEK and PEI. This material versatility is the primary advantage over 3D printing and urethane casting, which limit material choices to proprietary formulations that approximate but do not replicate production resin properties.
Aluminum molds handle processing temperatures up to 300°C and injection pressures up to 100 MPa, which covers the vast majority of commodity and engineering resins. For high-temperature materials like PEEK (processing at 370–400°C) or PPS (processing at 310–340°C), P20 or H13 steel molds are required even at low volumes because aluminum softens above 300°C and loses dimensional stability.
Glass-fiber-reinforced grades accelerate mold wear in aluminum tooling. A 30% glass-filled nylon wears aluminum cavity surfaces 5–10 times faster than unfilled nylon, reducing mold life from 50,000 shots to 5,000–10,000 shots. For abrasive filled materials at volumes above 5,000 parts, P20 steel with a nitrided surface provides adequate wear resistance at moderate cost.
Material selection for low volume projects should match the production-intent resin whenever possible. Testing with ABS when the production material is PA66-GF30 introduces risk because the materials differ in shrinkage (0.5% vs 0.3–1.2%), mechanical properties (tensile strength 40 MPa vs 180 MPa), and processing behavior. Using the actual production resin from the start validates both part performance and processability before committing to production tooling.
Color matching and additive packages also benefit from low volume molding validation. Masterbatch color concentrates, UV stabilizers, and flame-retardant additives can affect flow behavior, shrinkage, and surface appearance in ways that material datasheets do not fully predict. Running 200–500 parts in the final color and additive formulation confirms that the production material meets both aesthetic and functional requirements before ordering bulk resin quantities.
| Materiaal | Processing Temp (°C) | Aluminum Mold Compatible | Typische toepassingen |
|---|---|---|---|
| PP | 200–240 | Yes | Packaging, consumer products, living hinges |
| ABS | 220–260 | Yes | Enclosures, prototypes, consumer electronics |
| PC | 280–320 | Yes (up to 300°C) | Lenses, medical devices, safety equipment |
| PA66 | 260–290 | Yes | Structural components, automotive clips |
| PA66-GF30 | 270–300 | Limited (5,000–10,000 shots) | Under-hood automotive, gears |
| POM | 190–210 | Yes | Precision gears, bearings, fuel system parts |
| PEEK | 370–400 | No (requires steel) | Aerospace, medical implants |

“Low volume injection molding uses the same production-grade thermoplastics as high volume manufacturing.”Echt
Unlike 3D printing or urethane casting that use proprietary material formulations, low volume injection molding processes the same resin pellets used in production. ABS, PC, PA66, PP, and hundreds of other grades run identically in aluminum or steel molds. This ensures that mechanical properties, chemical resistance, and regulatory certifications (FDA, UL94) validated during low volume testing remain valid at production scale.
“Aluminum molds can process any thermoplastic material without limitations.”Vals
Aluminum molds have a practical temperature ceiling of approximately 300°C. High-performance polymers like PEEK (processing at 370–400°C), PPS (310–340°C), and LCP (330–350°C) require steel molds even at low volumes. Additionally, glass-fiber-reinforced materials wear aluminum surfaces 5–10 times faster than unfilled resins, significantly reducing mold life and part dimensional consistency.
Welke Design Considerations zijn Relevant voor Mallen met Kleine Volumes?
Draft angles of 1.0–2.0° are recommended for aluminum molds—slightly more than the 0.5–1.0° acceptable in hardened steel—because aluminum’s lower hardness makes it more susceptible to surface scratching during part ejection. Textured surfaces require even more draft: 1.5° per 0.025 mm (0.001 inch) of texture depth, or approximately 3.0° for a standard MT-11010 matte finish.
Undercuts increase mold complexity and cost significantly in any tooling, but the impact is amplified in low volume production where tooling cost is a larger percentage of total project cost. A simple side-action mechanism adds $1,500–$5,000 to an aluminum mold—potentially doubling the tooling investment. Redesigning parts to eliminate undercuts through snap-fit modifications, split-line adjustments, or collapsible core alternatives often saves more than the engineering time required.
Wall thickness should remain uniform at 1.5–3.0 mm for most thermoplastics in aluminum molds. Thin walls below 1.0 mm require higher injection pressures that stress aluminum tooling and shorten mold life. Thick sections above 4.0 mm create extended cooling times and increase the risk of sink marks and voids. The 60% rib-to-wall thickness rule applies equally to low volume tooling: ribs should not exceed 60% of the adjoining wall thickness.
Gate design in aluminum molds follows the same engineering principles as steel tooling, but gate inserts made from hardened steel (H13 or S136) are recommended at the gate location. The gate area experiences the highest material velocity, temperature, and pressure in the entire mold—conditions that erode aluminum rapidly. A $200–$500 steel gate insert extends mold life by 3–5× at the wear point without significantly increasing total tooling cost.
A thorough DFM5 review before cutting the aluminum mold identifies potential issues that are far cheaper to fix in CAD than in metal. Common findings include insufficient draft on textured surfaces, wall thickness transitions that cause sink marks, and undercut features that require expensive side actions. In our experience, a 2-hour DFM session eliminates an average of 3–4 design issues per project, each of which would cost $500–$2,000 to fix after mold fabrication.
Cooling channel design in aluminum molds is simplified by the material’s high thermal conductivity. Where steel molds require carefully positioned cooling channels at precise distances from the cavity surface, aluminum’s 8× higher conductivity means that simpler straight-drilled cooling circuits often achieve adequate temperature uniformity. This reduces ontwerp van spuitgietmatrijzen3 complexity and machining time, contributing to the shorter lead times that make low volume production attractive.
| Ontwerp | Aanbevolen waarde | Reden |
|---|---|---|
| Draft angle (smooth) | 1,0–2,0° | Prevents aluminum surface scratching |
| Draft angle (textured) | 1.5° per 0.025 mm depth | Texture release without surface damage |
| Minimum wall thickness | 1.5 mm | Reduces injection pressure on aluminum |
| Maximum wall thickness | 3.0 mm | Limits cooling time and sink marks |
| Rib thickness | 60% of wall | Voorkomt zinkingen op tegenoverliggend vlak |
| Internal corner radii | 0.5–1.0× wall thickness | Reduces stress concentration |
| Gate insert material | H13 or S136 steel | Extends mold life 3–5× at wear point |

Wanneer Kies Je Voor Laag Volume In Plaats Van Hoog Volume Spuitgieten?
Bridge tooling is the most common use case, accounting for approximately 35% of low volume injection molding projects. When a product has been validated and orders are incoming but production steel tooling requires 8–16 weeks, an aluminum bridge mold delivers production-quality parts in 2–4 weeks. The bridge mold runs until steel tooling is ready, then serves as a backup tool for the remainder of its useful life.
Pilot production runs of 500–5,000 parts test manufacturing feasibility, supply chain logistics, and market reception before committing $50,000–$150,000 to multi-cavity production tooling. A pilot run reveals real-world issues that prototyping cannot: assembly line ergonomics, packaging fit, retail shelf presence, and customer feedback on the actual production material and surface finish.
Medical devices with limited patient populations are inherently low volume products. A surgical instrument used by 200 hospitals may require only 2,000–5,000 units over its entire product lifecycle. Investing $80,000 in hardened steel tooling for this volume makes each part carry $16–$40 in tooling amortization. An aluminum mold at $8,000 reduces that burden to $1.60–$4.00 per part—a 10× reduction that directly improves product margins.
Custom and personalized products represent a growing segment. Dental aligners, hearing aid shells, and ergonomic tool handles all require unique geometry for each end user. Low volume molding with interchangeable mold inserts—a base mold frame with swappable cavity inserts—enables cost-effective production of 50–500 units per design variant at per-part costs of $2–$15, compared to $50–$200 per part for individual 3D printing.
End-of-life spare parts also benefit from low volume tooling. When a legacy product’s original steel mold is worn out or scrapped, replicating it in aluminum costs 40–60% less and takes 70% less time. A replacement aluminum mold producing 5,000 spare parts over 3 years satisfies warranty obligations without the full investment of new production tooling.
Hoe Gaat Zetar Om Met Laag Volume Spuitgietprojecten?
Zetar’s engineering team runs analyse van de matrijsstroming2 on every low volume project before cutting aluminum or steel, predicting fill patterns, weld line locations, and shrinkage distribution. This simulation step—which costs a fraction of a mold modification—catches 80–90% of potential issues before any metal is machined, typically saving one full iteration of mold rework worth $1,500–$5,000.
With 47 injection molding machines ranging from 50 to 1,600 tons, Zetar matches machine size to part requirements rather than forcing small parts onto oversized presses. Running a 50-gram part on a 100-ton machine instead of a 500-ton machine reduces energy consumption by 60% and improves process control—advantages that matter more in low volume production where per-part cost optimization is critical.
Zetar’s integrated approach—combining in-house mold design, CNC machining, injection molding, and quality inspection—eliminates the coordination delays between separate vendors. A typical low volume project moves from approved CAD to first-article parts in 15–20 business days, with injection mold design review and DFM feedback completed within the first 3 days. This compressed timeline is possible because design engineers and moldmakers work in the same facility, enabling real-time collaboration on tooling decisions.
Quality control for low volume parts follows the same protocols as high volume production. First-article inspection using coordinate measuring machines (CMM) verifies dimensional accuracy against the 3D CAD model, with all critical dimensions measured and documented in a First Article Inspection Report (FAIR). Statistical process control (SPC) monitoring begins from the first production run, establishing process capability indices (Cpk) that demonstrate dimensional consistency across the entire batch.
Zetar’s low volume pricing structure reflects the true economics of small-batch production. Rather than applying production-volume pricing models that penalize small orders, the quoting system accounts for actual setup time, material usage, and mold amortization. This transparent approach helps customers make informed decisions about whether to proceed with low volume aluminum tooling or invest directly in production steel—based on total lifecycle cost rather than initial tooling price alone.
For projects requiring regulatory documentation, Zetar provides full material traceability including resin lot numbers, processing parameter records, and first-article inspection reports. Medical device and aerospace clients receive documentation packages that support FDA 510(k) submissions, ISO 13485 audits, and AS9100 compliance requirements—built into the standard workflow rather than added as costly afterthoughts.

Veelgestelde Vragen Over Laag Volume Spuitgieten?
Wat is de minimale bestelhoeveelheid voor low volume spuitgieten?
Most low volume injection molding suppliers accept orders starting at 100–500 parts when using aluminum tooling. The economic minimum depends on tooling cost and part complexity—a $3,000 aluminum mold producing $1.50 parts breaks even against 3D printing at approximately 75–150 parts. Below 50 parts, 3D printing or CNC machining is typically more cost-effective because no tooling investment is required. Some suppliers using 3D-printed molds accept orders as low as 10–25 parts for design validation purposes, though surface finish and dimensional consistency are limited compared to machined aluminum molds.
Hoe lang gaan aluminium spuitgietmatrijzen mee?
Aluminum injection molds typically last 1,000–100,000 shots depending on the resin being processed and part geometry complexity. Unfilled thermoplastics like ABS and PP achieve the upper end of this range, while glass-fiber-reinforced materials reduce mold life to 5,000–10,000 shots due to abrasive wear on cavity surfaces. Adding hardened steel inserts at high-wear areas like gates, shut-off surfaces, and core pins can extend overall mold life by 3–5 times. 7075-T6 aluminum is the most common grade for injection mold tooling because it combines good machinability with adequate hardness (HRC 15–18) for short to medium production runs.
Is low volume injection molding geschikt voor medische apparaten?
Low volume injection molding is widely used in the medical device industry for products with limited production volumes, including surgical instruments, diagnostic device housings, drug delivery components, and patient-specific implant guides. The process supports FDA-compliant materials like USP Class VI silicone, medical-grade PC, and PEEK for implantable applications. Aluminum molds can be validated to the same IQ/OQ/PQ protocols as steel production tooling, and the faster lead times enable medical startups to begin clinical trials 6–12 weeks earlier than traditional tooling approaches allow.
Welke oppervlakteafwerkingen zijn haalbaar met aluminium mallen?
Aluminium matrijzen bereiken SPI afwerkingen van B-2 (halfglans) tot C-3 (medium mat) zonder moeite met standaard bewerking- en polijsttechnieken. SPI A-1 (spiegel) en A-2 (hoogglans) afwerkingen zijn mogelijk maar vereisen diamantpolijsten en voegen $500–$2.000 toe aan gereedschapskosten vanwege de extra arbeid. Getextureerde afwerkingen zoals de MT-11000 serie zijn haalbaar via chemisch etsen, hoewel aluminium anders etst dan staal en mogelijk testpanelen vereist om exact aan de doel specificaties te voldoen. Voor optisch heldere onderdelen die A-1 afwerking vereisen met minimale imperfecties, worden geharde stalen inzetstukken aan het optische oppervlak aanbevolen boven volledige aluminium constructie.
Kunnen matrijzen met een laag volume worden omgezet naar productiegereedschap?
Aluminium matrijzen voor kleine series kunnen niet direct worden omgezet naar productiestalen matrijzen omdat de basismaterialen en constructiemethoden fundamenteel verschillen—aluminium kan niet worden gehard zoals gereedschapsstaal, en de holte geometrie moet hoe dan ook opnieuw worden bewerkt. Echter, de ontwerpgegevens, poortlocatie, koelkanaal lay-out en verwerkingsparameters die zijn ontwikkeld tijdens de productie in kleine series, worden direct overgedragen naar het ontwerp van de productiematrijs, wat 2–4 weken engineeringtijd bespaart en ten minste één iteratie van ontwerp revisie elimineert. Sommige fabrikanten ontwerpen modulaire matrijsbasissen die zowel aluminium als stalen holte-inzetstukken accepteren, waardoor een naadloze overgang van kleine series naar productie mogelijk is door alleen het holteblok te verwisselen terwijl hetzelfde matrijsframe en uitwerpsysteem behouden blijft.
Hoe verkort low volume spuitgieten de time-to-market?
Spuitgieten in kleine series verkort de time-to-market met 6–12 weken vergeleken met traditionele productiegereedschapsbenaderingen. Aluminium matrijzen vereisen 2–4 weken vanaf ontwerpgoedkeuring tot eerste onderdelen versus 8–16 weken voor geharde stalen productiematrijzen. Deze gecomprimeerde tijdlijn maakt parallelle activiteiten mogelijk: terwijl het productiestalen gereedschap wordt vervaardigd, produceert de aluminium brugmatrijs onderdelen voor regelgevingstesten, klantsampling, beursdisplays en initiële verkooporders. Bedrijven die brug gereedschapsstrategieën gebruiken, melden consequent dat ze 40–60% sneller de markt bereiken dan concurrenten die wachten tot de productiegereedschappen zijn voltooid voordat ze enige marktgerichte activiteiten beginnen.
-
thermoplastics: Thermoplasten zijn een klasse van polymeren die zacht worden wanneer ze worden verwarmd boven hun glasovergangs- of smelttemperatuur en stollen bij afkoeling, waardoor herhaalde verwerking mogelijk is zonder significante chemische degradatie. ↩
-
mold flow analysis: Mold flow analyse is een simulatietechniek die voorspelt hoe gesmolten kunststof een matrijs holte vult, opvult en afkoelt, gemeten in vultijd (seconden), drukverdeling (MPa) en temperatuurgelijkheid over het onderdeel. ↩
-
injection mold design: Spuitgietmatrijsontwerp verwijst naar het technische proces van het creëren van een matrijsgereedschap met geoptimaliseerde poortplaatsing, koelkanalen, scheidingslijnen en uitwerpsystemen om dimensionaal nauwkeurige kunststofonderdelen te produceren. ↩
-
snelle prototyping: Rapid prototyping is een groep van productietechnieken die worden gebruikt om snel een fysiek model of functioneel prototype te vervaardigen vanuit een 3D CAD bestand, meestal binnen 1–5 werkdagen met behulp van additieve of subtractieve methoden. ↩
-
DFM: DFM, of Design for Manufacturability, is een technische methodologie die de onderdeelgeometrie, wanddikte, ontwerphellingshoeken en plaatsing van kenmerken optimaliseert om de productiekosten en foutpercentages tijdens spuitgietproductie te verminderen. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Supplier Sourcing Guide voor een uitgebreid overzicht. Zie onze Leveranciers Sourcing Gids voor een uitgebreid overzicht. Zie onze Injection Molding Complete Guide for a comprehensive overview.







