 Overslaan naar inhoud
Overslaan naar inhoud 

Er zijn verschillende manieren om een mal maken. Dit zijn onder andere kernen met zijwaartse werking, een koude injectie-eenheid, een recht-trekmatrijs en een koelkanaal.
Elk van deze methoden kan resulteren in een ander type onderdeel. Deze worden hieronder besproken. Elk heeft zijn voor- en nadelen.
Zijwaartse kernen
Verschillende factoren kunnen de prestaties van spuitgietmatrijzen. Oudere mallen kunnen bijvoorbeeld een andere kerntrek hebben dan de huidige vereisten.
Nieuwe spuitgietparameters, verschillende materialen en glasvereisten kunnen de prestaties van de matrijs ook negatief beïnvloeden. Dit kan leiden tot kernen die buigen, uitzetten of bewegen.
Zijwaartse kernen maken het matrijsontwerp complexer en duurder. In tegenstelling tot kernen met sleuven moeten zijwaartse kernen loodrecht op de matrijsas worden verplaatst, dus moet het gereedschap uit de as van de matrijs worden verplaatst.
Dit maakt de kunststof spuitgietmatrijs complexer, waardoor de kosten en doorlooptijd toenemen. Bovendien moeten ontwerpers ontwerphoeken toevoegen aan het ontwerp om de zijwaartse beweging mogelijk te maken.
Een ander type matrijsontwerp heeft kernen die verwijderd en vervangen kunnen worden. De meeste mallen hebben twee zijden: een "A"-zijde voor de cosmetische buitenkant van het onderdeel en een "B"-zijde voor de interne onderdelen.
De eerste is meestal glad en vrij van overhangen en is het eenvoudigst te ontwerpen. De laatste is meestal complexer en vereist intrekbare kernen en inzetstukken aan de zijkant.
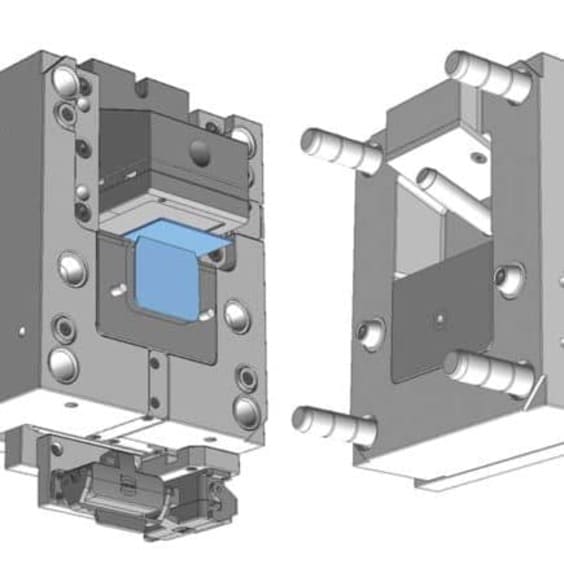
Een voorbeeld van een side-action kern zie je in de afbeelding hieronder. Deze wordt gebruikt om een behuizing voor afstandsbediening te maken.
Deze mal heeft een kern met zijwaartse werking die een luchtopening en uitwerppennen bevat. Met dit matrijsontwerp kunnen verschillende soorten kunststof producten worden gemaakt.
Een hoogwaardige kern met zijwaartse werking heeft een hoge voorspanning en maakt hydraulische druk van nul psi mogelijk. Het is ook essentieel dat de kern groot genoeg is om de krachten van de kunststof spuitgieten proces.
Koude injectie-eenheid
Spuitgietmatrijzen worden op twee manieren gemaakt. De traditionele manier maakt gebruik van standaardbewerking en EDM-technologie. CNC-bewerking kan efficiënter zijn en mallen maken met nauwkeurigere details.
De kosten van een mal hangen af van het aantal caviteiten en de complexiteit van het ontwerp.
Minder holtes betekent minder gereedschapwerk, terwijl extra details de prijs verhogen. De kosten hangen ook af van de oppervlakteafwerking.
Bij het ontwerpen van een matrijs houdt de ontwerper rekening met het aantal functies dat erin moet worden opgenomen. Voor spuitgietprocessen zijn meerdere stappen nodig, van ontwerp tot productie.
Een daarvan is het ontwerpen van een mal waarin de gesmolten kunststofonderdelen worden geplaatst. Een andere belangrijke stap in het spuitgietproces is het maken van de kern.

De mal moet worden ontworpen met een kern die groot genoeg is voor alle functies die erin worden gegoten.
Als de matrijs eenmaal ontworpen is, moet hij grondig getest worden om er zeker van te zijn dat het ontwerp geschikt is voor het kunststof onderdeel.
Er moet ook een prototype van worden gemaakt voordat het voor productie kan worden gebruikt. Spuitgietmatrijzen kunnen worden geproduceerd met standaardbewerking, CNC-bewerking (Computer Numerical Control) en elektrische ontladingsbewerking.
De thermoplastische grondstof wordt met behulp van een heen en weer bewegende schroef in een verwarmd vat gevoerd. De warmte veroorzaakt een chemische reactie die de Van der Waals krachten in de grondstof verzwakt.
Dit leidt tot meer ruimte tussen de moleculen, waardoor de viscositeit afneemt. De gesmolten kunststof komt dan via een runnersysteem in de matrijsholte terecht.
Zodra het is afgekoeld, heeft het plastic de gewenste vorm. Vervolgens wordt een uitwerppen gebruikt om het plastic uit de mal te duwen.
Spuitgietcycli kunnen worden gemaakt van de meeste soorten polymeren. Deze materialen omvatten thermoplasten, thermoharders en elastomeren. Sinds 1995 is het aantal beschikbare materialen met ongeveer 750 per jaar toegenomen.
Tegenwoordig zijn er meer dan 18.000 materialen beschikbaar, waaronder veel legeringen van eerder ontwikkelde materialen. De materiaalkeuze is gebaseerd op de kosten, sterkte en functie van het eindproduct.

Recht-trek schimmel
Rechte trekker plastic spuitgietmatrijzen zijn ideaal voor het produceren van onderdelen in grote volumes. Met behulp van een spuitmond onder hoge druk wordt kunststof materiaal in een mal gespoten.
De mal is meestal gemaakt van staal of aluminium. De twee helften worden bij elkaar gehouden door hydraulische of mechanische klemmen.
De holte bevat gesmolten kunststof. Het uitwerpmechanisme van de mal voorkomt dat het onderdeel vast komt te zitten of kromtrekt.
De recht-trekmatrijs is de meest eenvoudige matrijs. Het ontwerp is eenvoudig en houdt de totale kosten laag.
De geometrie van de mal moet 2.D zijn en zonder overhangen. Voor gecompliceerdere geometrieën zijn kernen of inzetstukken met zijwaartse werking nodig. Toth Mold/Die Inc. produceert elk jaar duizenden zijwaartse matrijzen.
De gereedschapskosten beginnen bij $1.000 en kunnen oplopen tot $3.000. Deze kosten zijn onafhankelijk van het hoge productievolume en het aantal geproduceerde onderdelen.
Vooral kleinschalige producties hebben te maken met gereedschapskosten. Er zijn echter manieren om de gereedschapskosten te verlagen. Een eenvoudige aanpassing in het ontwerp kan de gereedschapskosten met 50-70% verlagen.
Door acties aan de zijkant toe te voegen, kan het aantal onderdeelgeometrieën worden vergroot. Zijdelingse acties zijn inzetstukken die in een matrijsholte worden geplaatst.
Met deze inzetstukken kunnen ondersnijdingen worden gemaakt die met een rechte trekmatrijs niet mogelijk zijn. Het materiaal kan er ook omheen vloeien.
De wanddikte van de onderdelen moet uniform zijn om spanningsconcentraties te vermijden. Een niet-uniforme wanddikte kan ook leiden tot vervorming van de geometrie van het onderdeel.
Het is belangrijk om de exacte krimp te berekenen voordat je de mal ontwerpt. Elk polymeer heeft een andere krimpsnelheid.
Deze informatie wordt vaak niet verstrekt door de leverancier van het polymeer. Daarom moet de polymeerkwaliteit worden gekozen voordat de matrijs wordt ontworpen.
Een andere overweging voor ontwerpers is de hoeveelheid ruimte die beschikbaar is voor uitzetting. Als het onderdeel erg flexibel is, kan de bump-off tijdens het uitwerpen over de matrijs heen vervormen.
Afhankelijk van het gebruikte overtollige materiaal mag de stootrand niet in de buurt van verstijvingen zitten. De stootrand moet een hoek van 30 tot 45 graden hebben.

Koelkanalen
Spuitgietmatrijzen worden vaak gebruikt bij de productie van kunststof onderdelen. Deze onderdelen zijn gevoelig voor plaatselijke warmteaccumulatie, wat kan leiden tot productdefecten.
Om dit probleem op te lossen, hebben onderzoekers het gebruik van koelkanalen in spuitgietmatrijzen.
Dit type technologie verbetert het algehele koelproces door de cyclustijd te verkorten en de productiviteit te verhogen.
Verschillende kanaalvormen hebben verschillende koeleigenschappen. De lengte, steekafstand en middellijnafstand van elk kanaal beïnvloeden de koeltijd.
Verschillende kanaalvormen bieden optimale oplossingen voor verschillende soorten kunststof onderdelen.
Bovendien moet het optimale ontwerp van het koelkanaal de variaties in koeltijden kunnen verminderen.
Driehoekige kanalen hebben bijvoorbeeld een groter koeloppervlak nodig dan vierkante kanalen, maar hun koelefficiëntie is lager.
Een andere methode om mallen te koelen is door gebruik te maken van een conform koelkanaal. Met dit type koelsysteem kan de matrijs onderdelen met verschillende koelcapaciteiten koelen.
De matrijs kan ook efficiënter afkoelen door oververhitting te voorkomen. Meestal gebruiken gesinterde spuitgietmatrijzen conforme koelkanalen.
Bij het ontwerpen van een matrijs is het belangrijk om rekening te houden met de verschillende koelkanalen. Het juiste koelkanaal verkleint de kans op kromtrekken of defecten.
Conforme koelkanalen zorgen ook voor een gelijkmatige en snelle koeling, wat minder kromtrekken en defecten betekent.
Koelkanalen kunnen worden ontworpen met behulp van een additief productieproces. Deze methode is voordelig voor zowel massaproductie als ontwikkeling van matrijzen.
Een andere manier om koelkanalen te gebruiken is door snel kunststof onderdelen te maken. Met snelle gereedschapsbouwtechnieken zoals SLS en 3D-printen kunnen spuitgietmatrijzen met ingebouwde koperen koelkanalen.

Gebruikte materialen
Spuitgieten is een veelzijdig productieproces waarmee complexe onderdelen tegen lage kosten kunnen worden gemaakt.
Er zijn verschillende materialen die in dit proces gebruikt kunnen worden en deze materialen kunnen gemengd worden met andere materialen om unieke kleurenschema's te creëren.
Het ontwerp van een onderdeel moet overeenkomen met de eigenschappen van het materiaal waarvan het gemaakt is. Bepaalde materialen hebben echter bepaalde beperkingen of zijn minder geschikt voor bepaalde toepassingen. Om deze problemen aan te pakken, moeten matrijsontwerpers bepaalde richtlijnen volgen bij mallen maken.

Hardheid: Hoe harder het gebruikte materiaal, hoe groter de weerstand tegen slijtage en corrosie door kunsthars.
Dit is vooral belangrijk als een onderdeel bestand moet zijn tegen herhaalde botsingen van kleine kinderen.
Roestvast staal is ook een uitstekende keuze bij het gebruik van corrosieve harsen. De hogere hardheid verbetert ook de integriteit van de deellijn en vermindert het risico op boorgaten.
Materiaalkeuzes: Polyamiden zijn een andere groep materialen die kunnen worden gebruikt om spuitgietmatrijzen. Deze materialen kunnen natuurlijk of synthetisch zijn en elk type heeft voor- en nadelen.

Nylon kan bijvoorbeeld gevoelig zijn voor krimp en onvoldoende vulling. HDPE daarentegen is een zeer duurzame thermoplast die voor verschillende toepassingen kan worden gebruikt. Het is ook kosteneffectief en heeft een goede mechanische sterkte.
Het juiste materiaal kiezen voor je mal is essentieel: Het juiste materiaal voor de juiste mal kan ervoor zorgen dat het gesmolten plastic goed vloeit.
Het is echter ook belangrijk om rekening te houden met het ontwerp van de matrijs. Spuitgieten kan duur zijn als de spuitgegoten onderdeel niet goed ontworpen is. Je moet geharde voorstalen mallen met dunne wanden en onontworpen ribben vermijden omdat ze kunnen resulteren in korte schoten.







