 コンテンツへスキップ
コンテンツへスキップ 

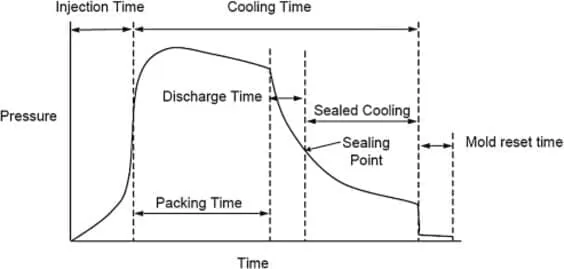
の成形サイクル 射出成形金型成形は、金型閉鎖時間、充填時間、保圧時間、冷却時間、取り出し時間で構成されています。その中で、冷却時間は最大の割合を占め、約70%〜80%です。
従って、冷却時間はプラスチック製品の成形サイクルと生産量に直接影響する。脱型段階では、プラスチック製品の冷却温度は、プラスチック製品の熱伝導変形温度より低くなければならない。
外力による弛緩や反り、成形変形によるプラスチック製品の残留応力損傷を防止する。

射出成形の冷却時間とは?
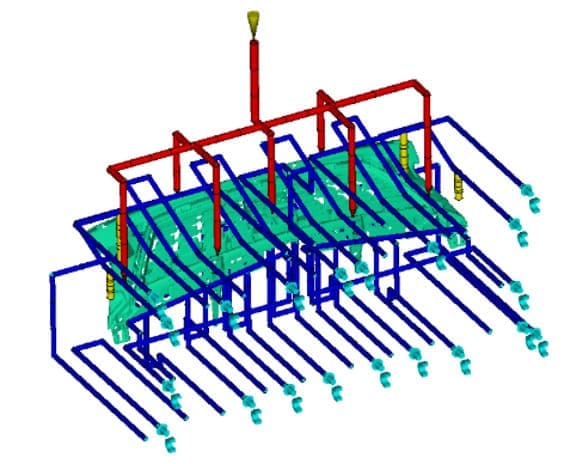
射出成形部品の冷却時間を推定することは、いくつかの理由で重要です。まず、キャビティ温度センサーにおける均一な冷却チャネルを確保し、それによって反りや変形を防止します。
金型を開くことができます作品を作る時間標準を取り出すと、多くの場合、作品はすでに十分な固化を作ることで、特定の強度と剛性が勝つを持っている成形上部を開くときに、変形の熱狂を送信しません。
Even if the same plastic is used for plastic injection molding, its cooling time varies with the thickness of the wall, the temperature of the molten plastic, the demoulding temperature of the molding part, and the temperature of the injection mold.
プラスチック射出成形における冷却時間はどのように計算されますか?
冷却時間は、肉厚と、プラスチックの熱伝導率、密度、温度上昇に必要なエネルギーを数値化した熱拡散率という測定値を組み込んだ方程式を使って計算することができる。
また、熱可塑性プラスチックの種類によっても溶融温度や成形温度が異なるため、見積もり時間は異なります。

射出成形の冷却時間の目安
1.の壁の最も厚い部分の中心層の温度。 プラスチック射出成形品と、プラスチックの熱変形以下の温度まで冷却するのに必要な時間である;
2.プラスチック射出加工部分の平均温度と、製品の所定の金型温度まで冷却するのに要する時間;
3.結晶性プラスチック成形品の肉厚部の中心層の温度、融点以下まで冷却するのに要する時間、または所定の結晶化率に達するのに要する時間。
射出成形の冷却時間に影響を与える要因
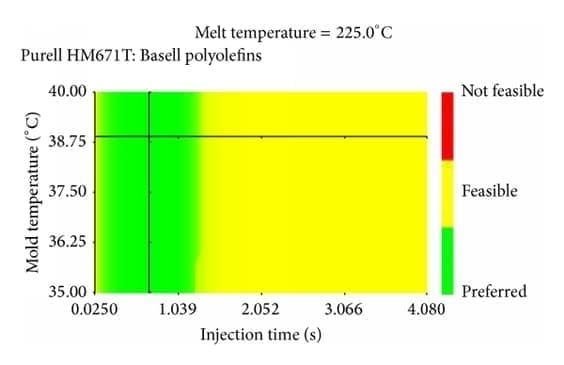
Estimating cooling time for injection molding can be complex, as it depends on various factors such as the material used, size and shape of the part, wall thickness, actual melt temperature, and mold temperature.
1.使用されるプラスチックの種類
一般に、融点の低い材料は融点の高い材料よりも早く固化する。
2.金型のサイズと形状
3.射出成形品の肉厚
壁の薄い小さな部品は、壁の厚い大きな部品よりも速く冷える。
4.金型温度
金型温度が低いと、材料が早く冷える。
5.射出成形サイクルタイムのスピード
射出成形機が大きいほど、冷却時間は長くなる。
Each of these factors affects the time it takes plastic to cool and solidify. By taking all these factors into account, the cooling time for a particular injection molding process can be calculated.
さらに、成形部品がすべての品質要件を満たすように、冷却プロセスの進行状況を注意深く監視する必要がある。

クールダウンタイムはなぜ重要なのか?
Estimating the cooling time of an injection molded part is important for several reasons. First, it ensures uniform cooling channels in cavity temperature sensors, thus preventing warping and deformation.
さらに、冷却プロセスが適切に制御されない場合に発生する可能性のある応力破壊やその他の欠陥を回避するのにも役立つ。
最後に、冷却時間を正確に予測することで、生産スケジュールをより効率的に組むことができ、部品を予定通りに完成させることができる。
冷却時間の見積もりには、部品のサイズや形状、使用材料、金型設計など、多くの要素を考慮する必要があります。
経験を積めば、ほとんどのエンジニアは、これらの要因が特定の部品の冷却時間にどのような影響を与えるかについて、十分な感覚を持っています。
しかし、より正確な予測に役立つソフトウェアもあります。いずれにせよ、冷却時間の正確な予測は、成功するための重要な要素である。 プラスチック射出成形.

射出成形の冷却時間が不足するとどうなりますか?
の冷却回路充填時間を見積もることは非常に重要である。 射出成形部品 を使用し、正しい処理を行う。
冷却時間が短すぎると、溶けたプラスチックがきちんと冷えて固まる時間が足りなくなる。
この時、排出製品はまだ柔らかい。発生しやすい問題としては、射出変形、小宇宙、製品の反りなどがあり、品質が悪い部品になります。
しかし、冷却時間が長すぎると、プラスチックが不均一に冷却され、反りなどの欠陥が生じることがある。
冷却時間の見積もりは、部品のサイズや形状、使用するプラスチックの種類、周囲温度など多くの要因に左右されるため、難しい場合があります。
実績のある冷却ラインの設計方法を採用することで、反りと冷却時間を最小限に抑えています。金型は、キャビティ内温度センサーと連動したポストゲートと充填終了時のキャビティ圧力センサーで完全に計装化されています。しかし、いくつかの一般的なガイドラインは、適切な冷却時間を確保するのに役立ちます。

概要
冷却時間の見積もりは難しいかもしれませんが、プラスチック部品が十分に引張試験棒で冷却されていることを確認することは重要です。
ただし、冷却時間が長すぎると欠陥が発生することがあります。冷却時間やプラスチック成形品の品質に影響するその他の要因に関する詳細については、以下までお問い合わせください。 ゼターモールド.お客様の具体的なニーズをお伺いし、ご要望に合ったソリューションをご提案させていただきます。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







