 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型射出成形の利点と欠点は何か|ZetarMold
旋盤加工は、金型工具のキャビティに溶融ポリマーを射出することから始まる。
The polymer then cools and solidifies to produce the desired object. Injection moulding has many advantages, including the ability to produce large quantities of high-quality products quickly and inexpensively.
この記事では、この記事のメリットとデメリットを詳しく分析する。 射出成形 so that you have a good reference when you decide to manufacture injection moulding parts.
射出成形とは?
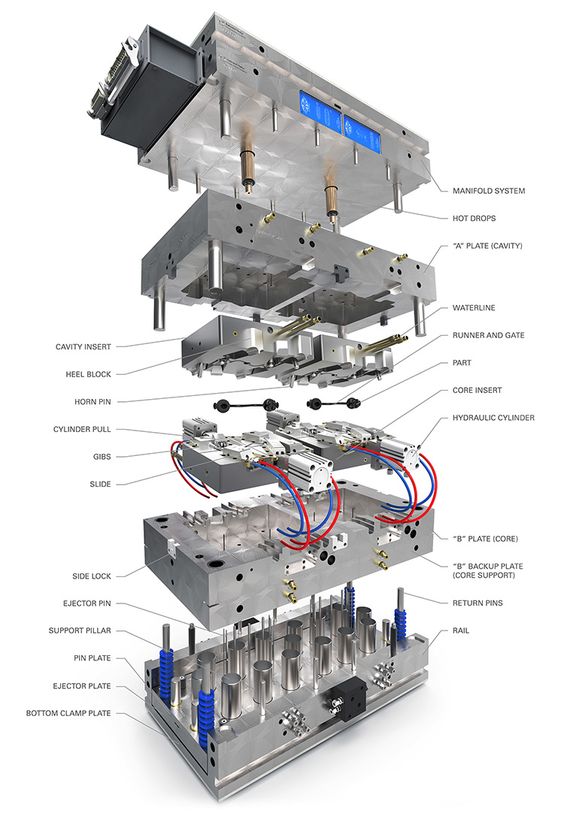
Injection molding is an injection-cum-molding molding method. It requires the use of injection molding machines, plastic raw materials, 射出成形金型を達成するための設備などだ。
一定の温度で溶融した複数のプラスチック材料をスクリューで攪拌し、金型キャビティに高圧で射出した後、冷却・硬化させて成形品を得る。
この方法は複雑な形状の部品の大量生産に適しており、重要な加工方法のひとつである。
射出成形プロセス
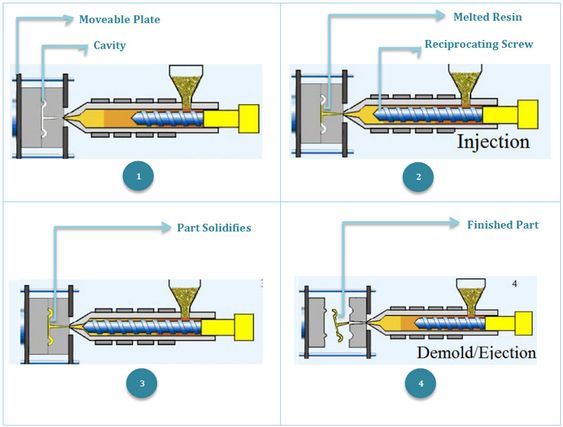
The injection molding produces process can be roughly divided into the following 6 stages:
(1) 型閉じ
(2) 注射
(3) 圧力保持
(4) 冷却
(5) 型開き
(6) 製品の取り外し
以上の工程を繰り返し、バッチサイクルで製品を製造する。

なぜ射出成形なのか?
The injection molding method is fast and efficient, the operation can be automated, there are many color varieties to choose from, the shape can be simple to complex, the size can be large to small, and the product size is accurate, the product is easy to update, and can become a complex shape of the parts.
(1)複数のプラスチック材料を成形する際の溶融可塑化と流動造形をそれぞれバレルと金型キャビティで行うため、金型は常に溶融物を縮合または架橋させた状態にして素早く硬化させることができ、成形サイクルの短縮に寄与する。
(2) When molding, the melt is injected into the mold after it is locked, and the melt with good flowability has little wear on the mold cavity, so a set of molds can produce large quantities of injection molded products.
(3) One operator can often manage two or more injection molding machines, especially when the molded parts can be unloaded automatically, and more machines can be managed, so the labor required is relatively low.
(4) All the molding processes, such as mold closing, plastic material addition, plasticization, injection, mold opening, and demolding, are completed by the action of injection molding, which makes the injection process easy to fully automate and realize program control.

(5) Because of the high pressure during the injection molding process, it is possible to mold plastic parts with complex shapes, clear surface patterns and markings, and high dimensional accuracy.
(6)コ・インジェクションは2種類以上の材料を成形することができ、表皮が硬い材料、発泡心を持つ材料、熱硬化性プラスチック、繊維強化プラスチックなどを効果的に成形することができる。
成形は精密な金型と精密な油圧システムで行うことができ、マイコン制御を使用することで、高精度の製品を得ることができる。
(7) High production efficiency, two sets of molds can contain dozens or even hundreds of cavities, so dozens or even hundreds of plastic parts manufacturing can be molded in one molding.
(8) The molded parts only need a small amount of trimming to be used, and the scrap produced during the injection molding process can be reused, so there is very little waste of raw materials during injection molding.
(9) Injection molding has the advantage of using multiple plastic materials simultaneously to manufacture one part. For example, the molding of TPU or metal inserts with plastic parts is also possible.

射出成形プロセスの利点
(1) 容易な品質管理同じバッチで、表面精度が非常に高く、形状誤差が非常に小さい。
Injection molding is a highly repeatable process. This means that the second part of the production will be the same as the first part. This provides excellent control over product consistency and part reliability in high-volume production.
(2) 低いプロセスコスト: High initial tooling cost but low cost per part. The main advantage of injection molding is the ability to concentrate on scaling up production.
機械と金型の準備が整えば、生産時の製品単価は非常に安くなる。生産する部品が増えれば、価格は劇的に下がる。
(3) 大量生産に適している: Generally, it is only suitable for mass production; the injection moulding process is suitable for mass production with complex shape products and other molding processing fields.
(4) 高い生産効率: general production cycle of injection molding: 30s-60s/mode; little or no labor, once the parameters of the 射出成形 機械が調整されれば、手動で頻繁に調整する必要なく、連続生産を維持できる。

射出成形プロセスの欠点
(1) 初期投資コストが高い:速い プロダクションインジェクション 成形には 射出成形 射出成形機 射出成形金型その他の補助装置など
Because the cost of injection molding machines and injection molds are relatively high, so the start-up investment is large, it is not suitable for small batch
そのため、少量のプラスチック部品の生産には適さない。
(2)設計要求が高い:部品を大量生産する場合、最初に設計が正しいことを確認する必要があります。設計上の問題で後で金型を変更する必要がある場合、金型変更のコストも比較的高くなります。
(3)要求される技術が高い:成形品の品質は様々な要因によって制限されるため、技術的な要求が高くなり、習得が難しくなる。
の運転技術に対する高い要求 射出成形 一般的に5~10年の経験が必要とされる。
金型設計と生産担当者の技術経験要件が高く、一般的に5〜10年の経験も必要です。

(4) Longer pre-production lead time consuming: The key apparatus of injection molding is the mold, but the cycle of mold design, different tool manufacturing techniques, and mold trial is very long and slower to put into production.
製品アイデアのサイズや構造にもよるが、射出成形金型を作るには通常25~40日かかる。
After the mold is ready, it takes several times to debug the injection moulding machines parameters during the sample-making stage to reach the most available parameters for fast production injection moulding, which also takes some time.
(5)冷却条件に制約があるため、肉厚でばらつきの大きい樹脂部品の成形が難しくなる。
(6) Disadvantages of Injection Moulding High initial costs – the main disadvantage of plastic injection moulding is the plastic injection moulding tool, plastic injection moulding machine and its auxiliary equipment which are very high. Lead time – from product conception to the final part, it can take months of design, reviews, testing and tool manufacturing.

射出成形に関する考察
Before you attempt to produce parts through injection molding, consider the following tips:
(1) 財務上の考慮事項
初期投資:射出成形品の生産準備には、多額の初期投資が必要です。この重要なポイントを事前に知っておくのがベストである。
(2) 生産量
Determine the number of parts to be produced, injection moulding manufacturing is the most cost-effective manufacturing technique.
投資によって得たい部品の数を決める(設計、テスト、生産、組み立て、マーケティング、流通にかかるコストと、予想される販売価格帯を考慮する)。
(3) 設計上の考慮事項
部品設計:製品形状を単純化し、部品点数を最小限に抑えることは、早い段階で利益をもたらす。
金型設計:金型を設計する際には、製造時に発生する可能性のある不具合を事前に考慮する。ゲートの位置を検討し、Solidworks Plasticsなどの金型流動ソフトを使ってシミュレーションを行う。
(4) 生産に関する考察
サイクルタイム:サイクルタイムを可能な限り短縮する。技術的に洗練されたツールを使用する。小さな変化が大きな違いを生み、サイクルタイムを数秒短縮するだけで、数百万個の部品を生産する際に大幅なコスト削減につながります。
(5) 組立
組み立てを最小限にするよう部品を設計する。主な理由は、射出成形工程で単純な部品を組み立てるコストがまだ比較的高いからです。製造工程で組み立て工程を最適化できれば、人件費を大幅に節約できる。

射出成形の品質に影響を与える要因
(1) 射出圧力射出圧力が必要な理由は、スムーズな充填環境を確保するために、溶融物の流動過程の抵抗を相殺するか、あるいは逆に射出機の圧力によって流動過程の抵抗を排除する必要があるからである。
(2) 注入時間適度な射出時間は溶融物の理想的な充填に寄与し、耳は製品の表面品質を向上させ、寸法公差を小さくするために非常に重要である。
(3) 射出温度射出温度は適切な範囲に制御する必要があり、温度が低すぎると、溶融材料がうまく可塑化されず、成形品の品質に影響を与え、加工が難しくなる。

概要
大量に生産する場合 プラスチック射出成形 project to produce, consider injection molding as a process. We have some important suggestions for you to consider.
(1) 経験豊富なプロダクトデザイナーと 射出成形金型 design engineer to optimize the product appearance design and product structure design before plastic mold manufacturing, to prevent the cost of changing the mold later due to the unreasonable design and structure.
(2)Before formally Injection Mold Manufacturing, it is recommended to barrel through CNC Prototyping or 3D Printing Prototype for assembly and functional testing.
(3) 製品設計エンジニアのいる会社を探す、 射出成形金型 設計エンジニア、金型製造エンジニア、 射出成形 機械のデバッグエンジニア、品質検査エンジニアは、プロジェクトが技術、品質、コミュニケーションの面でスムーズに実施することができることを確認するために、いくつかの英語の流暢なセールスマンを持っています。
この業界についてよく知らない場合は、次のように電話することができる。 ゼターモールド プロジェクト全体のサービスを提供する。
Zetarなら、数日のうちにプロジェクトを実現することができます。20名以上の英語スピーカーと7名の経験豊富な製品デザイナー、金型設計エンジニアが、アイデアから実現までの製造プロセスをサポートします!
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







