 コンテンツへスキップ
コンテンツへスキップ 

はじめにポリカーボネート(PC)は超クールなプラスチックで、いろいろなことに優れています。透明度が高く、丈夫で、体重をかけても変にならない。また、安全性も高く、高温にも低温にも対応でき、嫌なときに形が変わることもありません。その上、電気を逃がさないし、天候にも左右されない。そのため、人々はあらゆるものにこれを使用している。例えば、物を測るものを作ったり、照明を作ったり、電子機器を作ったり、家のものを作ったり、パッケージを作ったり。
PCは、分子の主鎖構造にベンゼン環、イソプロピル基、酢酸結合を持つ線状ポリマーである。この構造により、剛性と柔軟性を併せ持ち、耐高温性にも優れている。しかし、溶融粘度が高く、水分に弱いという欠点もあり、射出成形にある種の困難をもたらす。
PCの加工技術の特徴は、明らかな融点がないことである。変性PCは通常の加工温度、すなわち230~320℃で高い溶融粘度を示す。粘度はせん断速度にあまり影響されず、温度に影響されやすく、これはニュートン流体の挙動に似ている。水分に影響されやすく、樹脂は高温で加水分解されやすい。

PCは加工が難しいプラスチックであることがわかる。そのため、実際の生産工程ではさまざまな問題が発生する。例えば、ポリカーボネート 射出成形プロセスウエルドラインの品質は、材料の温度と肉厚に影響され、ヒケは、これらの要因の不適切な使用によって引き起こされる欠陥である可能性があります。この記事では、一般的な射出成形の欠陥のいくつかを分析し、議論する。
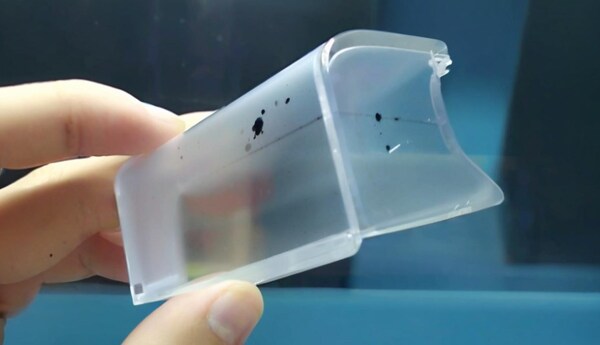
製品の変色、黒ずみ、黄色い筋、黒い斑点
欠陥分析
PCは耐熱性に優れている。通常のPC素材を加工する場合、その溶融温度は240℃~300℃に設定できる。長時間放置しても分解することはない。しかし、なぜ電気製品を製造する際に変色が起こるのだろうか。
市場競争が激しくなっているからだ。生産コストを削減するため、ほとんどのメーカーは、中・低価格帯の電気製品を生産する際、PC改質材料やリサイクル材料を使用している。難燃剤やフィラーなどを混ぜた材料を使うメーカーもある。これらの材料は流動性が混在し、可塑化要求が高いため、工程管理が難しく、様々な問題が発生する。
ソリューション
前述の問題に対処するためには、以下のような観点から考慮し、改善策を打ち出す必要がある:
プロセス条件
考慮すべき主な点は溶解温度である。一般的に、バレルの温度は段階的に、特に最初の2つのセクションの温度を下げる必要がある。材料によって使用する温度は異なる。
例えば、ポリエチレン(PE)を使用してPCを改質し、大型電化製品を製造する場合、バレルの温度は一般的に230℃前後に制御する必要があり、ABSまたはPSを使用してPCを改質し、スイッチやソケットなどの小型電気部品を製造する場合、バレルの温度は一般的に250℃前後に制御する必要があり、PBTを使用してPCを改質し、照明製品を製造する場合、バレルの温度は一般的に280℃前後に制御する必要がある。
もちろん、成形温度の最終的な選択は、製品形状、サイズ、金型構造、製品性能要件などの側面も考慮に入れなければならない。第二に、ホットメルトの微量水分触媒クラッキングの可能性を減らすために、原料を十分に乾燥させる必要がある。

また、スクリューの回転数が速すぎたり、背圧が高すぎたり、射出速度が速すぎたり、ノズルの穴やランナー、ゲートの大きさが小さすぎたりすると、溶融物に高いせん断熱が発生し、PCの溶融破壊を引き起こしたり、金型キャビティ内のガスの排出が間に合わず、局所的な火傷や製品の黒ずみの原因になりやすい。
設備
PCメルトは粘度が高く流動性に乏しいため、高い射出圧力を必要とする。PCメルトは金属との結合力が強く、分解生成物は金属に対する腐食性が高い。そのため、処理装置を選択する際には、小型または特殊設計のクロムメッキされたスクリューを使用することが要求される。可塑化システムには、デッドコーナー、デッド材、隙間、亀裂などがあってはならない。
もし工程条件が良くても、空気注入中に溶融物が変色する場合は、可塑化システムに問題があることを意味します。ノズルから始まり、ノズルフランジ、三小部品、スクリュー、バレルまで、可塑化システムを一つずつチェックする必要があります。時々、製品が一度に2つまたは3つの金型で変色することがあります。これは可塑化システム内のデッドマテリアルの存在と関係していることがほとんどです。

PC分解生成物が一定量を超えると、それ自体が触媒作用を持ち、特に難燃剤が添加されたプラスチックは溶融分解の面積が大きくなる。そのため、スクリューの固着、ストック、バレルの固着などのデッドマテリアルポイントを見つけ、洗浄、補修、研磨などで解決する必要がある。
材料と操作方法
マシンの電源を入れたときに黒い斑点が見えたら、それはおそらくバレルに残っている材料が原因でしょう。ですから、操作方法に注意する必要があります。マシンの電源を入れる前に、バレル内の材料としてPCを使用している場合は、成形温度で新しい材料でバレルを3〜4回洗浄する必要があります(空気中に注入)。
他の材料、特にPVC、POMなどの熱安定性の悪い材料を使用している場合、マシンの電源を入れたときに温度を上げることができず、PC材料でバレルを洗浄することはできません。PS、PEなどの熱安定性の良い素材を使って低温で洗浄するしかありません。

パージ後、バレル温度をPCの通常の加工温度まで上げ、加工前にPC材料でパージする。加工中、一時的に生産を停止する必要がある場合は、バレル温度を160℃以下に下げて断熱し(PCのガラス転移温度が160℃であるため)、経時的な材料の分解による変色を避ける必要がある。
生産作業が完了したら、PSやPEなどの熱安定性の良い材料でバレルをパージし、機械を空にして停止することができます。生産中に変色がある場合は、まず材料に問題がないか確認してください。他の材料や異物が混入していないか?新材料の品質に問題はないか。ゲート材は適格か?混合方法は正しいか。
他のすべての可能性を排除したら、他の理由を探してください。もう一つの理由は、環境汚染が比較的深刻であること、例えば空気中に多くの埃が浮遊していること、カビが汚染されていること、セルフベーキングホッパーフィルターが機能せず、より多くの埃粒子を吸収していることなどである。
そのためには、加工作業場を常に清潔に保ち、きれいに整頓しておく必要がある。ホッパーの吸気口と排気口は目の細かいガーゼで覆うのがベストで、これは透明な製品を加工する際にはとても必要なことだ。
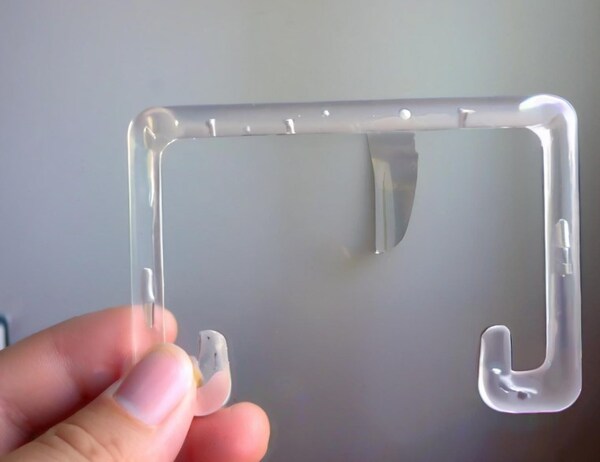
製品に銀色の筋、気泡、真空泡が現れる
欠陥分析
シルバーストリーク、バブル、真空バブルはPC材料によく見られる欠陥です。シルバーストリーク(またはガスストリーク)とは、充填工程でガスが干渉することによって製品表面に発生する欠陥のことである。ガスには主に水蒸気、空気、分解ガス、溶剤ガスがあり、水蒸気、分解ガス、空気が最も多い。
金型内の圧力がある限度を超えると、射出成形後の金型キャビティは圧力を失い、製品の表面付近のガスは抜け出し、材料の流れの方向に沿って、光の下でキラキラと輝く大小の気泡が連なって残る。これがシルバーストリークまたはガスストリークと呼ばれるものである。
実際には、ガスは常に存在している。 射出成形プロセス金型内の圧力が十分に高く、ガス含有量がある限度を超えない場合、ガスは分散した状態でプラスチックに溶け込みます。金型内の圧力が十分に高く、ガス含有量がある限度を超えない場合、ガスは分散した状態でプラスチックに溶け込む。しかし、金型内の圧力が十分に高くなく、ガス含有量がある限度を超えると、これらのガスは溶融プラスチックから出て、製品の表面に出て銀色の筋を作る。それが厚い壁に詰まって気泡になる。

製品表面の銀色の筋であれ、製品壁面の気泡であれ、それは4つのガスのうちの1つの作用の結果かもしれないし、複数のガスの共同作用の結果かもしれない。原料、金型、可塑化システム、プロセスパラメーターの調整、さらには天候の変化(特に湿度の変化)などの要因とも大いに関係がある。つまり、この問題はより複雑なのだ。しかしいずれにせよ、問題の焦点と解決策はガス、つまりガス含有量をいかにコントロールするかに絞られるべきである。
水蒸気
PCホットメルト材料は水分に非常に敏感で、0.02%以下の含水率が必要です。そのため、含水率をコントロールするには、材料を十分に乾燥させる必要があります。一般的に、PC材料の乾燥温度は約120℃であり、乾燥時間は約4時間である。

時間はあまり長すぎてもいけない。10時間を超えると素材が劣化しやすくなり、特に難燃剤を添加した素材は長時間の乾燥は禁物です。乾燥方法としては、素材に影響を与えない除湿乾燥機が最適です。乾燥効果が良好かどうかを確認するには、空気噴射法で噴出する材料が連続的で、滑らかで、白いガスが出ないかどうかを確認することができます。
空気
気泡粒子が超微細かつ高密度である場合、主に製品ゲートの周囲に分布し、放射状または扇状のパターンを形成するが、これはほとんどが空気によるものである:
素材に巻き込まれた空気。
ゲート材が多く、粒径のばらつきが大きいと、空気を巻き込みやすい。従って、ゲート材を使用する場合は、粉を篩い分けた方が良い。溶解時の背圧が低く、スクリューの回転数が速すぎると、スクリューの後退が速くなり、空気が材料と一緒にバレル前端に押し出されやすくなる。
従って、一般的には冷却時間中の溶融時間をできるだけ長くすることが推奨され、これは可塑化品質を向上させるのに非常に役立つ。
原料排出部の温度管理が不十分だと、温度が高すぎて原料の一部が早期に溶融し、空気が排出口から出る通路を塞いでしまう。温度が低すぎると、予熱が不十分となり、ペレットの一部が均質化部に入り、空気に包まれてしまう。

また、緩みすぎても空気を吸い込んでしまう。上記のような場合、スクリューの回転数、背圧、背圧を調整することで、概ね問題を解決することができる。
金型充填時の排気。
溶融粘度の高いPC材料をスムーズに金型に充填させるには、通常、溶融温度と射出圧力を上げる必要がある。溶融物が高温・高圧の状態で、素早く射出すると、突然狭い流路を通り抜け、自由空間の多い金型キャビティにゲートインしてしまう。

こうすることで、溶融物から出たガスが流路や金型キャビティ内の空気を巻き込み、高速射出状態になる。凝縮したプラスチックの表面には、分散した空気の流れの跡が見られますが、これをガスパターンと呼びます。
また、金型のキャビティに角が多かったり、厚みの差が大きすぎたり、インサートが多くてゲートの位置が適切でなかったりすると、溶融物が金型のキャビティに流れ込み、金型内の空気をかき混ぜて渦を形成し、成形された電気製品のスイッチやソケットパネルのような特定の部分にガスパターンが形成される。

ソケット、インターフェイス、スイッチが一つの部品に集中しているため、このような状況がしばしば発生する。この不具合を解決するには、金型を改造し、排気を強化し、ゲート位置を最適化することである。
分解ガス
PC材料は高温で成形する必要があるため、ある程度の分解は避けられない。前述の変色と同様、分解ガスが発生する主な原因は、溶融温度が高すぎることである。例えば、バレルの温度設定が高すぎるか、バレルの加熱コイルが制御不能である。
加熱コイルをノズルからセクションごとにチェックし、バレル温度を下げる必要がある。溶融物がバレル内に長く滞留しすぎている(小さな製品を生産するために大きな装置を使用している、クッションの量が多すぎるなど)、成形サイクルが長すぎる、またはバレル内の古くなった材料やデッドコーナーに貯蔵された材料が長時間の加熱によって分解している。
あるいは、スクリューの圧縮比が大きすぎたり、スクリュー速度が速すぎたり、背圧が大きすぎたりするなど、溶融物がバレル内で強いせん断を受けることも分解を引き起こす。
また、ノズル孔が小さすぎたり、金型のゲートやランナーが小さすぎたり、キャビティ抵抗が大きいと、摩擦による局部的な過熱で、通過する溶融物が分解することがある。したがって、PC材料を加工する場合は、ノズル孔、ゲート、ランナーの寸法が大きく、排気溝を深くする必要があり、薄肉の製品を作るには適さない。
もう一つの重要な理由は、PC自体の品質が悪く分解しやすいことだ。このことはしばしばユーザーによって無視され、問題は金型や加工設備に押し付けられ、問題に対する正しい解決策を見出すことができない。

溶剤ガス
溶剤ガスは主に、バレル洗浄の不清潔や添加剤の過剰添加など、生産時の作業品質に関係している。溶剤ガスのほとんどは十分な乾燥によって除去でき、ガスマークに大きな影響を与えることはない。
透明な製品内部の気泡点が、気泡なのか真空の気泡なのか見分けがつかないことがある。一般的に、金型を開けたときに気泡点があり、しばらく保管しても体積があまり変化しない場合は、ガスの干渉による気泡であり、脱型や冷却の過程で気泡点が現れ、大きくなる場合は真空気泡である。
真空の気泡は、金型に充填される際に十分な材料や圧力がない場合に形成される。金型は急速に冷えるので、金型の壁に触れている溶けた材料がまず固まります。その後、真ん中の材料が冷えて収縮するため、体積が収縮して空洞、つまり気泡ができる。

ソリューション
射出圧力、射出時間、材料量の増加
溶融温度を調整する:真空気泡がゲートから遠い場合は、溶融温度を高くして溶融物をスムーズに流し、圧力をゲートから遠い部分に伝えることができる。真空気泡がゲートの近くにある場合は、溶融温度を低くして収縮を抑えることができる;
金型温度、特に真空バブルが形成される部分の金型温度を適切に上昇させる。
製品の厚肉部にゲートを設置し、ノズル、ランナー、ゲートの流動条件と金型の排気条件を改善する。金型内の製品の冷却時間を短くし、必要に応じて製品を湯に入れて徐冷する。ポイントゲートで成形した製品は、低温でゆっくり成形して真空泡の問題を解決し、ランナーに真空泡がある場合はランナーサイズを大きくすることができる。

また、製造工程で、脱型後すぐにPC製品の厚肉部に気泡が発生することが判明した。これは冷却が不十分で、PC内部のガスが膨張したことが原因だった。
一般的には、冷却時間を長くする、冷却効果を高める、保持圧力と保持時間を長くする、PCの分解を遅らせるなどの対策で解決できる。
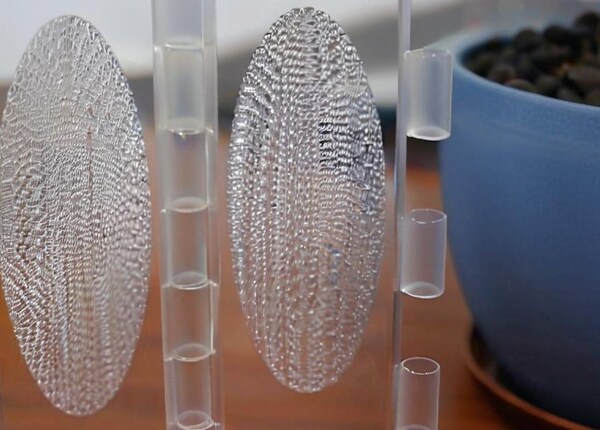
「製品の "指紋
欠陥分析
PCメルトは粘度が高く流動性が悪いため、"指紋 "現象が出やすい。"指紋 "とは、人間の指紋のように見えることからそう呼ばれる。波紋、振動模様、振動パターンなどと呼ばれることもあるが、これは穏やかな水面に石が落ちてできるような模様という意味である。発生する主な原因は、PC融液の粘度が高すぎること。
射出圧力と射出速度が低いと、溶融物は滞留流の形で鋳型に充填される。前方の溶融材料が冷たい鋳型の表面に接触すると、すぐに凝縮して収縮し、後方の高温の溶融材料が圧力を受けて収縮した冷たい材料を膨張させ、前進を続ける。この工程が交互に繰り返され、材料の流れ方向に垂直な波紋が形成される。
ソリューション
温度を上げる
温度を上げるには、主にノズルの温度、バレルの前端温度、金型の温度、特にコルゲーションが発生する部分の温度を上げる。これはPCの溶融粘度を下げ、溶融流動性を向上させるためである。また、比較的精密な製品で、外観に対する要求が厳しい場合は、金型温度を120℃前後で正確に制御する金型温度制御装置を付加する必要がある。

射出速度と射出圧力を上げる
射出率と射出圧力を上げることは、主に「指紋」での溶融流量を増加させ、溶融が淀んだ流れの形で流れるのを防ぐためである。フィンガープリント "が製品の中心部やゲート位置から離れた場所で発生する場合は、多段射出を使用して、セクションごとに射出速度を調整する必要があります。
金型を修正する
例えば、ランナーとゲートのサイズを大きくする、ノズル穴とランナーの研磨に注意を払う、排気溝とスロットを大きくする、インサートとエジェクターエアガイド装置をセットする、金型の排気条件を改善する、十分な大きさの冷材トラップをセットして前面冷材の流動抵抗を減らすなどである。
製品に乱気流マークが現れる
欠陥分析
乱流マークとは、PC製品のゲートを中心とした不規則なフローラインのことである。指紋」ラインとは異なり、乱流マークは材料の流れ方向に対して垂直ではなく、材料の流れ方向に現れる。金型キャビティに射出された溶融材料が大きな衝撃を受け、冷たい金型上で粘着性を帯び、滑りやすくなるためと考えられる。

ソリューション
溶融物の冷却が早すぎるのを防ぐために、溶融物の温度を上げる。溶融物が準備できる前に鋳型の中で滑ってしまうのを防ぐために、鋳型の温度、特にフローマークがある部分の温度を上げる;
冷たい材料が金型の中で滑らないようにしっかりと詰め込む。溶けた材料がスムーズに金型に充填されるように、流動性の良い材料を使用する。
製品にコールドマテリアルスポットが現れる
欠陥分析
コールドマテリアルスポットは、PC製品のゲートによく見られる欠陥である。これは、ゲート付近に曇りや明るい斑点があったり、ゲートから製品表面にミミズのような曲がった傷跡がくっついたりすることです。
その主な原因は、金型キャビティに入る溶融材料の前面に冷えた材料が進入すること、あるいは過剰な保圧により冷えた材料が後から金型キャビティに絞り込まれることです。前方材料は、ノズルが冷たいテンプレートに接触したり、ランナーの冷却効果によって熱を伝えます。金型キャビティに入るとき、熱い溶融物の押し出しがあるので、冷たい材料の斑点が形成される。

冷間材の斑点は、肉厚の薄い製品では広がってスモーク状やペースト状の濁点となり、流動性のある肉厚の製品ではミミズのような湾曲した傷跡が残る。過剰な保圧によってできる冷物の斑点については、保圧時間が長いことが原因である。保圧が高すぎると、ランナーやゲートに付着した冷間材が製品に絞り込まれ続ける。このような冷材スポットは、ゲート付近の狭い範囲に円形の輝点を形成することが多い。
もう一つのタイプは、溶融材料が小さなゲートに素早く押し込まれ、ゲート周辺で溶融破断を起こしたり、金型内のガスの干渉によってゲートに煙のような、あるいは光のような輝点が現れたりするものである。コールドマテリアルスポットは製品の見かけの品質を損なうだけでなく、溶射や電気メッキなどの後工程の効果にも影響し、また程度の差こそあれ製品の機械的強度も低下させる。
ソリューション
バレルとノズルの温度を上げ、金型の温度を上げることで、冷たい材料の影響を減らす。射出速度を遅くし、射出圧力を上げることで、溶融破壊や金型内のガスによる干渉を避ける。射出時間と保持時間を調整し、過充填を避ける。合理的な金型ゲートの設計により、冷たい材料の斑点の形成を事前に減らすか、避けることができる。

伝統的で効果的な方法は、流路の端に冷たい材料井戸を開けて、前の材料が井戸に閉じ込められ、金型キャビティに入らないようにすることである。金型によっては、冷間材料井戸を設けるほかに、ゲートの形、大きさ、位置の合理性を考慮し、金型の排気を強化し、材料中の汚染物質を除去し、材料の乾燥効果を強化し、潤滑剤を減らすか、または交換し、離型剤をできるだけ少なくする必要がある。
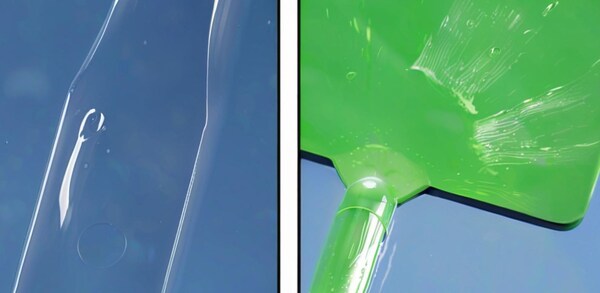
透明製品の内部応力
欠陥分析
サングラス、フロントガラス、アイマスクなどのPC透明製品を作る際、製品の変形、乱視、透明度の低下、ひび割れなどをよく見かけます。これは主に製品内部の応力によるものです。実は、不透明な製品の内部にも内部応力は存在するが、それは目立たない。
内部応力とは、成形不良や温度変化などにより、外力が加わらなくてもプラスチックの内部で起こる応力のこと。プラスチック分子が引き伸ばされ、製品の中で固まってしまうことだ。プラスチック製品の内部応力は、製品の反りや変形、小さなひび割れなど、製品の機械的特性や性能を狂わせ、製品の外観を悪くしたり、曇らせたりします。

また、内的ストレスも原因となる。 射出成形品 を使用すると、流れ方向の機械的特性は高くなるが、流れに垂直な方向の強度は低くなるため、製品の性能にばらつきが生じ、製品の使用に影響を及ぼす。特に、製品が加熱されたり有機溶剤と接触したりすると、製品のクラックが促進される。
PC製品の内部応力は、主に配向応力と温度応力によって引き起こされ、時には不適切な脱型に関係することもある。
オリエンテーション・ストレス
射出成形品内部の高分子が配向した後に内部応力が発生しやすく、応力集中が起こりやすい。射出成形中、溶融物は急速に冷却され、溶融粘度は温度が低いほど高くなる。配向した分子は完全に弛緩することができない。このようにして発生した内部応力は、製品の機械的特性と寸法安定性に影響を与える。したがって、溶融温度は配向応力に最も大きな影響を与える。溶融温度が上昇すると、溶融粘度が低下するため、せん断応力と配向度が低下する。

また、配向応力の緩和は溶融温度が高いほど大きくなるが、粘度が低下すると射出成形機のスクリューによって金型キャビティに伝達される圧力が大きくなり、せん断速度が増加して配向応力の増加につながることがある。また、保圧時間が長すぎると配向応力が増加し、射出圧力を上げるとせん断応力とせん断速度が増加するため配向応力が増加する。製品の厚みも内部応力に影響する。
配向応力は製品の厚みが増すにつれて減少するが、これは厚肉の製品がゆっくりと冷却され、溶融物が金型キャビティ内で長時間冷却・緩和され、配向分子がランダムな状態に戻るのに十分な時間があるからである。金型温度が高く、溶融物がゆっくりと冷却される場合、配向応力を低減することができる。
温度ストレス
プラスチックを射出すると、溶融温度と金型温度の温度差が大きいので、金型壁面付近の溶融物が早く冷え、製品に応力ムラができます。PCは比熱が大きく、熱伝導率が小さいので、製品の表面は内部よりずっと早く冷える。

製品が冷却し続けると、表面の固化したシェルが内部の自由な収縮を止めるため、内部には引張応力が、外部には圧縮応力が発生します。熱可塑性プラスチックの収縮による応力が大きければ大きいほど、金型内の圧縮による応力は小さくなり、つまり、保持時間が短く、保持圧力が低いほど、内部応力を大幅に減少させることができる。
製品の形状や大きさも内部応力に大きな影響を与える。製品の体積に対する表面積の比率が大きいほど、表面は速く冷却され、配向応力と温度応力が大きくなる。配向応力は主に製品の薄い表面層で発生する。したがって、配向応力は、製品の体積に対する表面積の比率が大きくなるほど大きくなると考えることができる。
以上の分析から、プラスチックの構造特性や射出成形条件の制約から、内部応力を完全に回避することは不可能であることがわかる。内部応力を最小化するか、内部応力が製品に均等に分布するようにするしかない。

ソリューション
射出の温度は製品の内部応力に大きな影響を与える。そのため、バレルの温度を適切に上昇させ、材料がよく可塑化され、収縮と内部応力を減らすために部品が均一であることを確認する必要があります。金型の温度を上昇させ、製品をゆっくりと冷却し、配向分子を緩和し、内部応力を減らす必要があります。
射出圧力が高すぎると、プラスチック分子の配向度が高くなり、せん断力が大きくなるため、プラスチック分子が整然と並び、製品の配向応力が大きくなる。したがって、低い射出圧力を使用するようにする。保持時間が長すぎると、圧力補償効果によって金型内の圧力が上昇し、溶融物はより高い押出効果を生じ、分子配向の程度が増加し、製品の内部応力が増加する。従って、保持時間はあまり長くすべきではない。
射出速度が射出成形品の内部応力に及ぼす影響は、温度や圧力などの要因に比べればはるかに小さい。しかし、可変速射出、すなわち高速金型充填を使用するのが最善である。金型キャビティが一杯になったら、低速で射出する。一方では、可変速射出は金型充填が速く、ウェルドマークを減らすことができる。他方では、低速保持は分子配向を減らすことができる。

ゲートの位置を合理的にする。平らな製品では、できるだけスリット状や扇状のゲートを使用する。エジェクター装置は広い面積でエジェクトできるように設計する。脱型勾配は大きくする。できるだけ良い材料(不純物が少なく、分子量が大きい)を使用し、ゲート材料は使用しない。
製品に金属インサートがある場合、金属材料とプラスチック材料の線膨張係数の不一致による内部応力の発生を防ぐため、インサート材料を予熱する必要がある(一般に200℃前後が必要)。遷移点はアークで遷移させる必要がある。
脱型後、熱処理によって内部応力を取り除くことができる。熱処理温度は約120℃、時間は約2時間である。熱処理の本質は、プラスチック分子内の鎖状セグメントやリンクにある程度の可動性を持たせ、凍結した弾性変形を緩和し、配向した分子をランダムな状態に戻すことである。

概要
この記事では、ポリカーボネート(PC)のプラスチック射出成形における一般的な問題とその解決方法について説明します。その問題とは、変色、シルバーストリーク、気泡、真空バブル、指紋、コールドマテリアルスポット、内部応力などです。
記事では、プロセス、材料、機械など、それぞれの問題がなぜ起こるのか、そして温度、圧力、射出速度、金型を変えるなど、その解決方法を説明している。その記事では、次のようなことが必要だと言っている。 射出成形プロセス そして、より良いPC製品を作るために、より良い素材を提供する。






