 コンテンツへスキップ
コンテンツへスキップ 

様々なタイプがある。 プラスチック射出成形金型それぞれに長所と短所があります。このブログでは、ホットランナー金型とコールドランナー金型の違いについて説明します。どちらの金型にも長所と短所があるので、自分のプロジェクトにはどちらが適しているのかを知ることが大切です。それでは始めましょう!
コールドランナーは射出成形金型の基本的な形であり、いわゆるコールドランナーは従来の射出成形金型であり、射出成形金型が完成した後、射出成形金型が金型から離れる。 プラスチック射出成形 ランナーには、取り除く必要のあるランナー素材があります。
資源の減少、市場での競争、原材料の価格が大幅に増加し、この問題について材料を節約するために非常に必要であり、また、ホットランナーの出現の重要な理由である、社会工業化の必然的な産物であると言うことができる。
ホットランナーの出現は、資源の浪費、コスト削減の問題を解決するものである。 射出成形 プロセスも比較的大きな成果を上げている。ホット・ランナーは、徐々に、次の発展の一般的な方向へと発展してきた。 射出成形人気が出るのは間違いない!
コスト計算の問題から、中小型の金型の多くはまだホットランナーに適用されておらず、プラスチック材料の中にはコールドランナー射出成形金型に適用しなければならない部分がいくつかある。
射出成形業界には、コールドランナーとホットランナーがある。

コールドランナーとは?
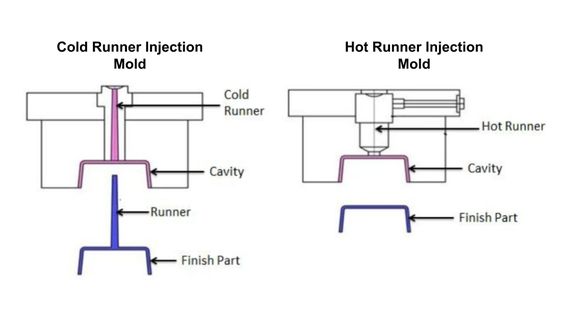
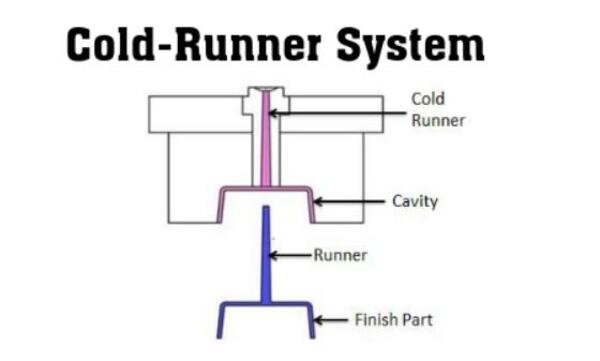
コールドランナー:金型入口と製品ゲートの間の部分。プラスチックは射出圧力とその熱によってランナー内を流動する。ランナーは成形材料の一部として使用されるが、製品の一部ではない。(コールドランナー部分は射出残渣である)。
コールドランナー射出成形金型 コールド・ランナー・システムでは、ランナーと金型は同じ温度に保たれる。このシステムでは、2枚または3枚のプレートが金型内に収められます。
とは対照的だ。 ホットランナー射出成形 スプルー・システムが金型内で冷却され、製品と一緒に取り出される場合、スプルーから冷えた材料を取り除き、スプルー・デイをトリミングすることで、最終製品にスプルー入りの痕跡を残さないことができる。
コールドランナー金型の利点
(1)コールド・ランナー・システムは、使いやすいという利点があり、またコールド・ランナー・システムは、ある種の美的ニーズにも非常によく応えてくれる。
(2)コールドランナーシステムは、射出チャネル内の光透過のために使用されるアクリルまたはポリカーボネートの部分を減らすことができ、射出の一部で可視帯効果を避けることができます。
(3)シンプルなコールドランナー金型の設計、広く使用されている。
コールドランナー金型の欠点
原料の無駄が増え、その結果、冷えた原料はリサイクルのために再び粉砕される必要がある。そのため、生産工程全体の工程が増える。マルチキャビティシステムには適さない。
ホットランナーとは?
の共通部分である。 射出成形サービス システムでは、ランナーとゲート内のプラスチックを溶融状態に保つために加熱されます。ホットランナーシステムを選択する際には、ポリマーの熱感受性も考慮する必要があります。
ランナーの近傍や中央部に加熱棒や加熱リングがあるため、ノズルの出口から射出成形機のゲートまでのランナー全体が高温状態になり、ランナー内のプラスチックが溶融状態に保たれます。
そのため、ホットランナープロセスは、ホットコレクターシステム、またはランナー成形と呼ばれることもある。
ホットランナーの選定には、プラスチックの性質、形状、大きさ、厚さ、製品の重量、金型キャビティの配置、ゲートの位置など、さまざまな条件が考慮されます。
ホットノズルやランナープレートには、さまざまな製品に対応できるよう、さまざまな形状やサイズのものが市場に出回っている。

ホットランナー金型の利点
(1) 原材料を節約し、コストを削減する。
(2) 成形サイクルの短縮と機械効率の向上
(3) 製品の表面品質と機械的特性を向上させる。
(4)尖ったゲートを使用できる3プレートタイプの金型を使用する必要はない。
(5) サイドゲートを備えた経済的な単品成形品。
(6) 自動化の度合いを高める。
(7)ニードルバルブ式ゲートにより、ゲートの密閉性を制御できる。
(8)多数個取り金型の射出成形品の品質は安定している。
(9)以下の表面美観を向上させる。 射出成形品.
(10)より小さい射出圧力を使用することができ、薄肉製品の後変形を効果的に低減することができる。

ホットランナー金型の欠点
しかし、どんな技術にも欠点はあり、ホットランナー技術も例外ではない:
金型の構造が複雑でコストが高く、メンテナンスコストも高い。工程が安定するまでに時間がかかり、初期にスクラップが多くなる。
溶融物の漏れや発熱体の故障が発生した場合、製品の品質や生産スケジュールへの影響が大きくなります。上記3つ目のデメリットは、最高品質の発熱体、ホットランナープレート、ノズルを購入し、使用時のメンテナンスを入念に行うことで軽減することができます。
ホットランナー対コールドランナーの材料費節約
ホットランナーはスプルーやゲートの廃棄ロスがなく、成形後の粉砕やリサイクルもないため、特にスプルーシステムの重量が成形品より大きい場合、スプルー廃棄物や粉砕・リサイクルコストを節約することができます。
スプルシステムを使わない成形は、成形エネルギーを節約する。
コールド・ランナーやスプルーから発生するスクラップは非常に多く、特に部品のサイズが大きくなればなるほど、長時間の運転のためにスクラップが多くなる。これらのスクラップには再利用できるものとできないものがある。
再利用できたとしても、全体的な性能は大きく低下するため、原料破砕装置を使用する必要がある。
ホット・ランナーとコールド・ランナーの比較による生産効率の向上
成形サイクル 射出成形品 = 射出時間 + 保持時間 + 冷却時間 + 射出時間 + トリム時間。
その中で最も長いのが冷却時間である。冷却時間は プラスチック金型製造製品の肉厚が厚いほど冷却時間は長くなります。コールド・ランナーは、複数の鋳型キャビティまたは複数の注湯点に同時に供給する必要があるため、冷却時間は通常長くなります。
従って、コールド・ランナー内の製品の肉厚は、通常、コールド・ランナーの肉厚よりも大きくなる。 射出成形品 そのものだ。
コールド・ランナー内のメルト液と、冷却時間差があるためである。 射出成形品ホット・ランナーはコールド・ランナーの必要性をなくす。
ホットランナーによってコールドランナーがなくなり、冷却時間が短縮される。射出時間の違いも、コールドランナーの代わりにホットランナーを使うことの一面である。
射出時間の主な違いは、コールドランナーへの充填に必要な追加時間に起因する。これは、コールドランナー金型によって射出成形機の開閉ストロークが増加するためである。
このストロークの増加は、コールドランナーを安全に排出するためである。 ホットランナー射出成形 は自動製品取り出しに適している。
コールドランナーが製品排出に干渉することなく、射出成形プロセスの二次マニュアル操作。
例えば、ランナーからの製品の分離、製品のトリミング、包装にかかる時間を大幅に短縮または省略することができる。したがって、単位時間当たりの生産能力が向上し、すなわち生産性が向上する。
ホットランナーとコールドランナーの比較による部品品質の向上
ホットランナーの使用は、製品の表面品質と機械的特性を効果的に向上させ、薄肉部品の反りを大幅に改善し、安定した品質を確保することができる。 射出成形部品 複数の空洞を持つ。
の一貫した品質を保証することができる。 射出成形部品 マルチキャビティ金型
特に、ニードルバルブノズルは、その外観品質を向上させるために、より明白である。 射出成形品.
主な利点は、ゲートの跡が製品に残らないことです。大口径のゲートを使用することで、キャビティへの充填を早め、射出圧力や製品の変形をさらに抑えることができます。
金型開放時の絞りや唾液の現象を防ぎ、射出成形機のスクリューが後退した時に金型キャビティから材料が逆吸収されるのを防ぐことができる。

概要
この記事を通して、あなたは以下のことをある程度理解したと思う。 ホットランナー射出成形金型 そして コールドランナー射出成形金型実際の射出成形金型では、その前に インジェクション金型製作 は費用対効果を考慮しなければならない。金型のコストと製品のコストは、さまざまな側面から検討されなければならない。
製品の数が多い場合は、ホットランナー金型が適しているが、金型の初期投入コストは高くなるかもしれないが、製品の価格は低くなるが、ホットランナーは製品の色を頻繁に変更する必要がある場合には適していない。







