 コンテンツへスキップ
コンテンツへスキップ 

序文:射出成形においてパーティングラインは必要悪である。金型の2つの半分が合わさる線です。成形品には、成形品を一周する線として現れます。たいていの場合は、真ん中をまっすぐ通る線です。しかし、より複雑な部品では、それは別の場所になります。
パーティングラインが重要なのは、設計者や成形家がパーツを配置する位置を決めるのに役立つ他の特徴に影響を与えるからです。もし機械工が重要なフィーチャーをパーティングラインの間違った側に置くと、全体に大きな問題を引き起こす可能性があります。 射出成形プロセス.
この記事では、パーティングラインがどのように作られるのか、射出成形におけるパーティングラインの種類、パーティングラインの設計方法、パーティングラインを設計する際に考えるべきことについて説明します。
パーティング・サーフェス(線)の意味
いわゆるパーティングとは、プラスチック部品の成形部分の金型コアを複数のモジュールに分割することである。モジュール同士の接触面をパーティング面、またパーティング面と呼ぶ。狭義には、パーティング面はプラスチック部品を指す。部品の最大輪郭におけるパーティング面は、キャビティとコア、あるいは前金型と後金型を分離するパーティング面である。

広義のパーティング面には、プラスチック部品の局所的なパーティング面(穴のパーティング面)、成形に関わるすべてのモジュールのパーティング面(スライダー、傾斜ルーフ、インサート、エジェクターピンなどのパーティング面)も含まれる。プロファイル)。
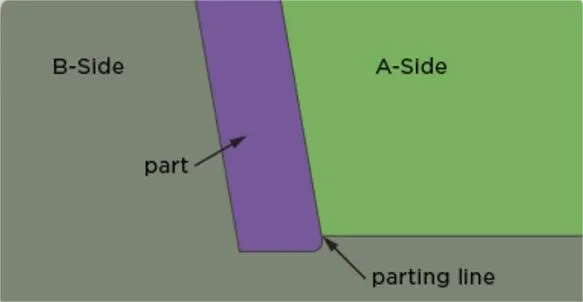
このパーティング面とプラスチック部品の表面とが交わる分割線をパーティングラインといい、英語ではParting Lineという。したがって、業界では一般にパーティング面をPL面と呼んでいる。成形モジュール間の接触は隙間なしではありえないので、プラスチック部品が成形された後、この隙間がプラスチック部品にコピーされ、バッチエッジのような残留接着剤の痕跡が形成される。
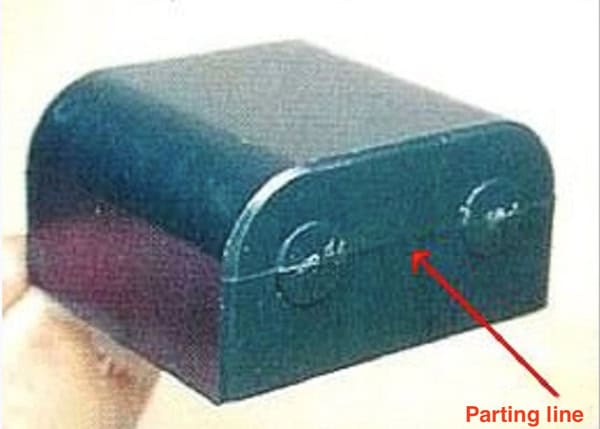
線のように見えるので、パーティングと呼ばれる。クランプラインともいう。パーティング面が主に金型のために議論されるならば、パーティングラインはプラスチック部品上のパーティング面の反射である。パーティングラインの太さは、プラスチック部品の外観と機能に影響を与えます。したがって、プラスチック部品の構造設計には特別な注意を払う必要がある。
パーティング・サーフェス(ライン)はどのように形成されるのか?
パーティングラインは、金型からプラスチック部品を取り出したり、インサートやベントを入れたりする成形ニーズに対応するために使用されます。プラスチック部品の構造に応じて、金型のプラスチック部品を直接形成する部分は、接触面のいくつかの部分に分かれています。
パーティングラインは、射出成形プロセス自体の結果として形成されるものであり、いかなるエラーでもありません。 通常、射出成形部品を製造するために金型加工業者が使用する金型は、2つの半分(固定半分と可動半分と呼ばれる)に分かれています。 機械工が金型本体を閉じると、金型半体(コアプレートと呼ばれる)とキャビティ面によって、部品の両半体の間にパーティングラインができます。

ほとんどの場合、成形品のパーティングラインは、その製品の製造に使われた金型の開き方向に対して垂直である。 機械工が金型を開き、冷却固化した部品を取り出すと、金型の動く半分が動き、固定された半分(これは静止している)から分離する。 しかし、機械工は金型の構造をあらゆる方向に複数回分離することもある。 このプロセスは多段階分離と呼ばれる。
パーティング面のタイプ(ライン)
パーティング面タイプ
一般に、プラスチック部品の最大の輪郭にあるパーティング面を主パーティング面と呼び、それ以外の面を補助パーティング面と呼ぶ。
平面パーティング面
平面パーティング面は比較的一般的で単純である。下図のように、型開きの方向に垂直な面である。

ステップ・パーティング・サーフェス
場合によっては、成形品のパーティングラインは、製品を作るために使用した金型の開口部の方向に対して垂直ではありません。 機械工が金型を開き、冷却固化した部品を取り出すと、金型の動く半分が動き、固定された半分(静止している)から分離する。 しかし、機械工は金型の構造をあらゆる方向に複数回分離することもある。 このプロセスは多段階分離と呼ばれる。

金型を設置する際は、下図のように2つの金型キャビティを左右対称に配置する。金型の両側で射出力のバランスをとり、金型構造をコンパクトにする。

段差のあるパーティングラインの段差が大きすぎる場合は、クッションポジションをデザインし、部分的に段差のあるパーティングラインを作ることを検討する。

部品によっては段差が多い。パーティングサーフェスを段差形状に沿って設計すると、パーティングサーフェスが複雑になる。パーティングサーフェスをシンプルにするために、パーティングサーフェスをフラットにすることを検討してください。デメリットは、部品外観面にクリッピングラインが発生することである。したがって、このタイプのパーティング方法は、主に内部部品に使用される。

傾斜したパーティング面
成形部のパーティング面はベベル(斜面)になっており、ベベルに沿ってシール面を作り(目的は金型を節約するため)、図のように平らにする(目的は加工、位置決め、計数を容易にするため)。

サーフェス・パーティング・サーフェス
スロープのパーティング面と同様に、まず写真のようにシール面の一部を作り、水平にする。

しかし、すべての斜面パーティング面が曲面に沿って延びる必要はない。例えば、下図のプラスチック部品では、延長すると鋭利な角ができる。前金型は鋭利な鋼でできている。この場合、斜面パーティング面を直接延長することができる。

総合的なパーティング面
この形状は、プラスチック部品構造のニーズに基づいています。下図のように、直線パーティング面と曲線パーティング面を組み合わせたり、傾斜面と曲線パーティング面を組み合わせて総合パーティング面を形成することもあります。

包括的なパーティング面については、鋭利な点の形成を避けるため、2つのパーティング面の角のシール面の平滑化に特別な注意を払う必要がある。表面シーリングを選択すべきである。これは金型の強度を高めるだけでなく、プラスチック部品の強度も高める。前縁から逃げることは容易ではない。同時に、平滑化処理により段差や鋭角の発生を抑え、パーティング面の加工技術を向上させることができる。直接NC加工ができ、放電加工を減らすことができる。

パーティングラインの種類
で使用されるパーティングラインのタイプ 射出成形 多くの場合、プラスチック部品の特定の機能と構造に依存する。 しかし、主に5つのタイプがある:垂直、段差、傾斜、曲線、およびワンピースパーティングライン。
垂直パーティングライン

垂直パーティングは、プラスチック設計におけるパーティングラインの中で最も一般的なものです。 機械工は、金型の開口方向と垂直な方向に垂直パーティングラインを形成します。
斜めのパーティングライン

ここでは機械工が金型を作り、曲線のパーティングラインを作る。
ステップ・パーティング・ライン
ここでは、機械工がプラスチックのパーティングラインを段差に成形する。 このタイプのパーティングラインでは、通常、キャビティの片側が大きな力を受ける。 その結果、金型の固定部分と可動部分の間で相対的にスリップが生じやすくなる。
この力は、キャビティの両側に射出力を発生させることで打ち消すことができる。 また、発生する力が大きすぎたり小さすぎたりすることもある。 力が小さすぎる場合、機械工はガイドピンを使って補正する。 この場合、射出力のアンバランスが最終製品に与える影響は、それほど大きくないかもしれない。
しかし、力が大きすぎる場合は、いくつかの解決策を適用することができる。 以下にいくつかの例を挙げる:

空洞の片側にくさび形のインサートを作る。 こうすることで、インサートが射出力の一部を緩和する。 そのため、金型はキャビティとコアの相対位置を保つことができる。
金型を左右対称に配置する。 こうすることで、両側にかかる射出力のバランスをとることができる。 金型の構造も、できるだけコンパクトに支えるようにする。
包括的なパーティングライン
その名が示すように、これはプラスチック設計において最も精巧なパーティングラインのひとつである。 機械工や設計者は、プラスチック部品の構造に基づいてこのパーティングラインを作成します。 他のすべてのパーティングラインを組み合わせて、総合的なプラスチック・パーティングラインを作ることができる。
パーティング・サーフェス設計の原則
脱型要件を満たす
主要なパーティング面の位置は、脱型方向における部品の投影断面の最大輪郭で選択されるべきである。これは基本原則である。この原則に従えば、金型構造は単純化され、そうでなければ、スライダーなどの機構を追加する必要があるなど、金型構造の複雑さが増すことになる。

金型からのプラスチック部品のスムーズな取り外しを助長する。
の射出装置は、このように 射出成形 可動金型側に成形機がある場合、型開き後の樹脂部ができるだけ可動金型側にくるようにパーティング面を選定する必要があります。固定金型に射出機構を設けると金型が複雑になります。

プラスチック部品の寸法精度と表面品質の確保
高い同軸度が要求されるプラスチック部品では、パーティング面を選択する際、同軸度が要求される部品を金型の同じ側に配置するのが最善です。下図のように、真ん中の段差のある穴は高い同軸度が要求されます。
元の設計のパーティング面では、段差穴はそれぞれ前後の金型の2つのコアによって形成される。前後の金型を閉じた後、2つの中子の同軸精度を保証するのは容易ではなく、最適化されたパーティング面と段差穴を中子で形成した後、加工精度を保証するのは容易である。

金型を分割する場所を選ぶ際には、プラスチック部品が適切なサイズになり、表面仕上げが良いことを確認する必要がある。
本当に丸くする必要があるプラスチック部品がある場合、丸くする必要がある部品はすべて金型の同じ側に置くべきです。下の写真では、真ん中の穴は本当に丸くする必要がある。
オリジナルのデザインでは、穴は2つの異なる金型で作られていました。金型を閉じるとき、2つの金型が完全に並んでいることを確認するのは難しい。1つのピースで型を作れば、穴が丸いことを確認するのは簡単です。

同様に、外側に丸みが必要なプラスチック部品がある場合、丸みが必要な部品はすべて金型の同じ側に置く必要があります。下の写真では、丸くする必要がある部品はプラスチック・カップリングである。元の設計では、金型の2つの半分は別々に作られていた。金型を閉じるとき、2つの金型が完全に並んでいることを確認するのは難しい。金型を1つで作れば、部品を丸くするのは簡単です。

金型の開閉の仕方に関係する部分の大きさは、プラスチックを注入するときのパーティング面の動きに影響される。写真では、元の設計のパーツのサイズLが正しいことを確認するのは難しい。新しい設計のパーツのサイズはパーティング面に関係ないので、正しいことを確認するのは簡単だ。

見栄えが必要なプラスチック部品がある場合、金型が閉じる位置と、それが部品の見栄えにどう影響するかを考える必要がある。

型を割る場所を選ぶときは、型を作るのがどれだけ簡単かを考える必要がある。
通常、金型を設計する場合、パーティング面が単純であればあるほど、金型を作るのが簡単で、金型が正しくできる可能性が高くなる。
下の写真では、原型のパーティング面が少し丸い角になっている。小さな丸い角のパーティング面は作りにくく、金型を正しく作るのが難しい。新しいデザインでは、パーティング面の小さな丸い角を取る必要があります。

同じサイドに複数の枕ポジションがある場合は、それらを1つの大きな枕ポジションにまとめることも考えられる。そうすることで、パーティング面の構造がシンプルになり、加工がしやすくなる。
同じサイドに複数の枕ポジションがある場合は、それらを1つの大きな枕ポジションにまとめることも考えられる。そうすることで、パーティング面の構造がシンプルになり、加工がしやすくなる。

パーティング面の選択は排気に資するものでなければならない。
金型キャビティの良好な排気条件を確保するためには、パーティング面をプラスチック溶融物の流れ方向の端にできるだけ設定すべきである。
下の写真では、オリジナルのパーティング面デザインを採用している。プラスチック溶融物がキャビティに充填される際、フラクタル面が先に密閉されるため、キャビティ深部のガスが排出されにくい(また、パーティング面に曲がりがあるため、鋳型が排出されにくい。 ガス)。最適化されたパーティング面は、良好な排気条件を形成するため、溶融物の流れの終わりに設計されている。

金型キャビティの排気をよくするために、パーティングラインをプラスチックが流れる端に置きたい。下の写真では、オリジナルのパーティングラインを使用しています。プラスチックがキャビティに流れ込むと、まずパーティングラインを封鎖してしまうため、キャビティの奥にあるガスが外に出られない(しかもパーティングラインには曲がりがあるため、金型がガスを出しにくい)。最適化されたパーティングラインは、ガスが確実に外に出るように、プラスチックの流れの終わりに設計されている。

パーティング面の選択は金型構造の簡素化を考慮すべき
側面構造の精度が高くない場合は、横方向のコア抜き(スライダー)機構を避け、金型構造を簡素化し、金型を小型化することで、金型コストをある程度抑えることができる。

サイドコアプル(スライダー)機構の使用を避けられない場合は、パーティングラインを選択する際に、サイドコアプルの最短距離を考慮し、金型を小さくする必要があります。同時に、型締力が非常に大きく、金型のサイド機構に配置すると脱型に不利になるため、大きなコアが型開き方向にあることを確認する必要があります。

上記のようなパーティング面の選定や設計は、実際には金型設計の段階から着手することがほとんどだが、構造エンジニアとしては、構造設計の段階で大まかな方向性を考えておく必要があり、特に判断しやすい部分もある。
プロファイル部品の場合、構造設計時にパーティング面が構造に与える影響(サイズ進捗、フィットクリアランス、外観品質など)を考慮すれば、その後の金型DFMで頻繁に変更することはありません。金型トライの後では、本質的に回避可能な問題はそれほど多くはないだろう。
もちろん、パーティング・サーフェスの選択に影響を与える要因は上記のものに限られるわけではなく、他の要因も考えられます。それぞれのパーティング・サーフェス・ソリューションは完璧ではなく、長所もあれば短所もあるでしょう。私たちがすべきことは、実際の部品の要求に合わせることです。とにかく選択し、それが現在の部品の要件を満たしていることを確認してください。

パーティングラインの設計 射出成形品 を学ぶには最高の場所だ。選択は明白な場合もあれば、そうでない場合もあります。このセクションでは、なぜパーティングラインがプラスチック・デザインにおいて重要なのかについてお話します。
パーティングラインのデザイン
まず考えなければならないのは、金型が部品に対してどちらに開くかということだ。メカニックはこれを "ドローライン "と呼ぶ。パーツの見た目に影響するので重要です。また、部品に何を加えるべきかを知るのにも役立ちます。特に、射出成形された部品の2つの半分が残した跡が、最終的にどのように見えるかを知るのに役立ちます。
パーティングラインをどこに入れるかを決めるときに、もうひとつ考えなければならないのは、パーツのどこにフィーチャーを入れるかということだ。というのも、プラスチックは冷えると収縮するため、金型の中でパーツが動いてしまうことがあるからです。そうなると、パーツの動作が乱れたり、うまくいかなくなったりします。また、収縮した部分が収縮しすぎると、金型からパーツを取り出すのが難しくなるので、収縮しすぎないようにします。

部品を正しい位置に保つには、射出成形部品の壁をパーティングラインから離しておくことです。すきまが多ければ多いほど、その部分が壊れる可能性は低くなります。
部品ラインをどこに置くべきかを考えるもう一つの良い方法は、製品の製造可能性設計(DfM)を見ることです。DfMは、部品ラインのあるべき位置を示すだけでなく、不具合を発見し、製造に適した部品を作るのにも役立ちます。これにより、より安く部品を製造する方法を見つけることができます。
結論
射出成形品を設計する際には、このようなパーツラインのことをすべて考えることが重要ですが、それだけではありません。射出成形がうまくいくためには、重要な射出成形のガイドラインやルールがたくさんあります。

だからこそ、ゼータ金型にお任せいただきたい。 射出成形プロセス.私たちは、あなたの部品の設計と製造のお手伝いをすることができますエンジニアの束を持っています。私たちを使えば、カスタム製品やデザインをすぐに作ることができます。
最高の射出成形サービスを受けるために、今すぐ当社のエンジニアにご相談ください!






