 Vai al contenuto
Vai al contenuto 

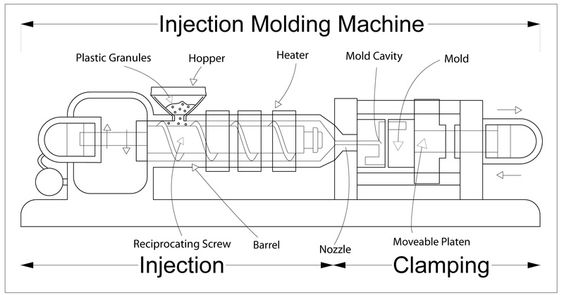
Stampaggio a iniezione di plastica è un processo in cui i pezzi vengono prodotti iniettando plastica fusa in uno stampo.
Stampaggio a iniezione di plastica è il processo di iniezione di materiale plastico fuso in un utensile metallico che poi si raffredda ed espelle un pezzo di plastica dalla macchina. stampaggio a iniezione stampa.
La resina plastica viene introdotta nel caricatore sotto forma di pellet. Il materiale viene fatto ruotare in avanti dalla vite ed entra in contatto con il cilindro riscaldato. L'attrito e la canna riscaldata fondono la plastica, che si accumula davanti alla vite.
La plastica fusa viene iniettata nello stampo ad alta pressione e poi lasciata raffreddare e polimerizzare. Il risultato è un pezzo stampato a iniezione. Per creare stampi che producano prodotti di qualità, è importante comprendere i diversi tipi di strutture utilizzate per la produzione di prodotti di qualità. stampi a iniezione.
Prima di iniziare a elaborare e produrre uno stampo in plasticaÈ necessario progettare lo stampo in base al disegno, che rappresenta la progettazione strutturale dello stampo. Per quanto riguarda la struttura dello stampo, sebbene la struttura specifica di ogni stampo vari a seconda del prodotto, nel complesso possiamo comunque fare una classificazione generale.

Uno stampo completo è solitamente composto da due parti principali
La parte di stampaggio, nota anche come vecchio nocciolo, è quella che riguarda la forma e le dimensioni del prodotto plastico.
La parte del telaio dello stampo, nota anche come embrione dello stampo, viene utilizzata per installare e fissare la parte di stampaggio.
Gli stampi a iniezione di plastica si dividono in due tipi principali
(a) Stampo a due piastre
Lo stampo a due piastre non si applica allo stampo con cursore anteriore e allo stampo con cancello a punta; ad eccezione di queste due strutture, è possibile utilizzare tutte le altre strutture e i metodi di incollaggio.
(b) Tre piastre sono di tipo stampo
Si chiama anche stampo a beccuccio fine, a seconda del tipo, e si divide in beccuccio fine, beccuccio fine semplificato e false tre piastre tre forme.
Il telaio dello stampo a bocca d'acqua fine di tipo semplificato non ha un pilastro di guida nella piastra laterale dello stampo posteriore, non ha una rondella di limite sul tirante, non può progettare la struttura della piastra di spinta, di solito utilizzata in 500 mm sotto lo stampo di piccole e medie dimensioni, il lotto di prodotto non è adatto all'uso.
(c) Falso stampo a tre piastre
Il falso telaio dello stampo a tre piastre è progettato appositamente per lo stampo del meccanismo di scorrimento anteriore dello stampo, non c'è una piastra di scarico, non è adatto per lo stampo di materozze puntiformi.

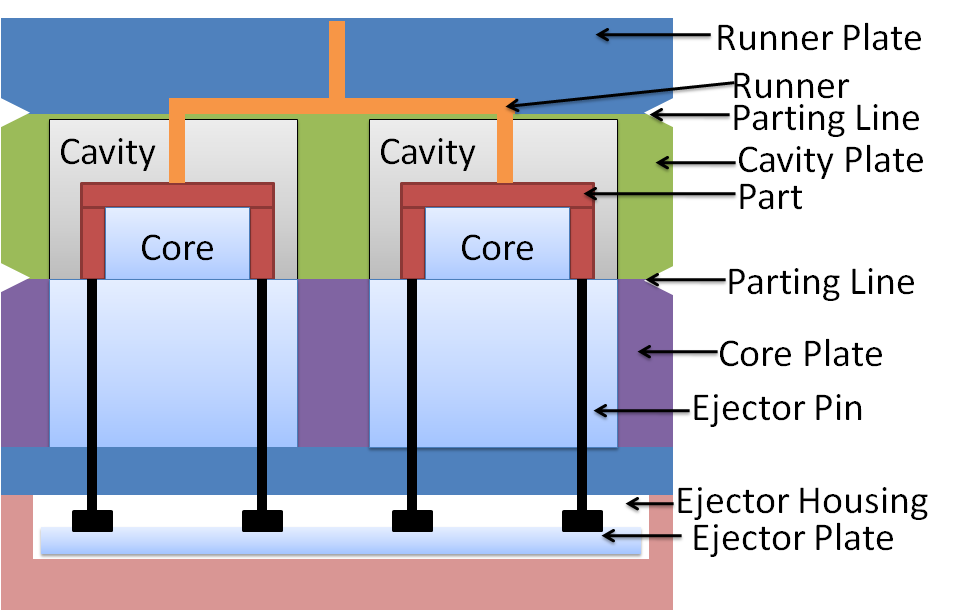
Sette sistemi principali costituiscono uno stampo a iniezione di plastica completo
(1): Il sistema di versamento
Si compone di 4 parti: il canale di flusso principale, il collettore, la porta e la cavità fredda.
(2) Meccanismo di stampaggio
La struttura di stampaggio è la parte che è a diretto contatto con i prodotti in plastica, compresi il nucleo anteriore e posteriore dello stampo, l'inserto, il cursore, il piano inclinato e altre istituzioni.
(3) Sistema di espulsione
Il sistema di espulsione comprende perni di espulsione, blocchi di espulsione, manicotti di espulsione e sollevatori, ecc. per spingere le parti stampate a iniezione lontano dal nucleo della cavità dopo il raffreddamento.
(4) Struttura della guida
Il meccanismo di guida comprende una colonna di guida, un manicotto di guida, una barra di ripristino della piastra di espulsione, una bussola di guida della piastra di espulsione e altre istituzioni.
Per gli stampi più esigenti, a volte è necessario aumentare il meccanismo di guida ausiliario, come la conicità, la superficie rettilinea, il posizionamento di precisione del cono, ecc.
(5) Sistema di raffreddamento
Il sistema di raffreddamento è principalmente un circuito ad acqua circolante, con raffreddamento ad olio, ad acqua, ad aria, ecc.
Alcuni stampi devono essere riscaldati, il circuito dell'acqua di raffreddamento può essere utilizzato per il riscaldamento.
Lo stampo stesso è un grande sistema di raffreddamento. Per ottenere un migliore effetto di raffreddamento, lo stampo sarà dotato di uno o più gruppi di canali di raffreddamento.
In genere, la distanza tra il canale di raffreddamento e il prodotto è pari al doppio del diametro del canale.
(6) Sistema di scarico
Principalmente hanno slot di scarico, ago exhauinjectionst, intarsio di scarico, valvola di scarico, e altre parti dell'istituzione.
(7) Sistema di alimentazione
Il sistema di alimentazione si riferisce al passaggio attraverso il quale la plastica fusa passa dall'ugello della macchina a iniezione alla cavità dello stampo.
Si compone di quattro parti: canale di colata, pista, cancello e pozzetto per proiettili a freddo.
In base ai requisiti del processo e della produzione, alcuni dei nuclei dello stampo e dello stampo femmina sono composti da diversi pezzi, mentre altri sono realizzati in un unico pezzo.
Gli inserti per stampi vengono utilizzati solo nelle parti vulnerabili o intrattabili.
Per soddisfare i requisiti del stampaggio a iniezione per la temperatura dello stampo, è necessario installare un sistema di termoregolazione per regolare la temperatura dello stampo.

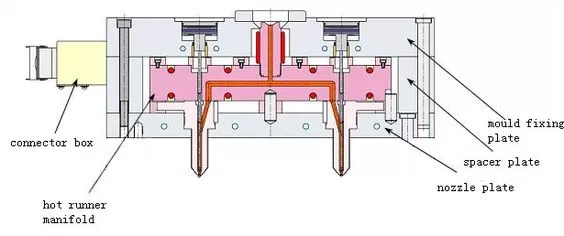
Introduzione del sistema a canale caldo per stampi in plastica
(1) Sistema a canale caldo è un prodotto molto utilizzato stampaggio della plastica sistema di colata, principalmente con l'aiuto di dispositivi di riscaldamento e di un sistema di controllo elettronico della temperatura, in modo che la plastica fusa nel sistema di colata non si solidifichi.
Ciò consente di riempire la plastica nella cavità dello stampo in modo regolare e ordinato.
In assenza di pressione di iniezione, la plastica fusa non fluisce automaticamente, non viene tirata, non trabocca e non si verificano altri fenomeni con il rilascio di prodotti plastici, per cui lo stampo a canale caldo è chiamato anche stampo senza canale o con meno canali.
(2) Stampi a canale caldo hanno un'ampia gamma di temperature di fusione plastica. Buona fluidità a bassa temperatura, buona stabilità termica ad alta temperatura.
Sensibile alla pressione, nessun flusso senza pressione, flusso subito dopo la pressione; buona conducibilità termica, riscaldamento rapido, raffreddamento rapido.
Gli svantaggi sono che il meccanismo occupa molto spazio, ha un costo elevato, presenta gravi perdite di calore, è difficile da controllare e presenta una forte espansione termica dopo il riscaldamento.
Il materiale termoplastico, invece, è un materiale plastico che può essere fuso, colato, solidificato e poi fuso di nuovo senza bruciare.
Con i materiali termoplastici, possono essere nuovamente utilizzati. A volte questo avviene direttamente in fabbrica.
(3) La progettazione dello stampo a canale caldo deve prestare attenzione al sistema di canali caldi e allo stampo tra, deve lasciare spazio sufficiente per un'espansione di battitura, cercare di evitare il contatto di grandi aree, stampo e stampaggio a iniezione La macchina deve essere aumentata tra il materassino termoisolante per ridurre la perdita di calore.
Il pannello isolante deve essere di un materiale isolante, comunemente utilizzato come bachelite, varie lastre di plastica o fibra di vetro, ecc.
(4) Il sistema a canale caldo è composto principalmente da quattro parti: termostato principale, manicotto di incrocio, collettore e ugello caldo. La forma dell'ingresso della colla può essere suddivisa in tipo a punto singolo e tipo a più punti.
Meccanismo di scorrimento e meccanismo del piano inclinato
a. Meccanismo di scorrimento
(1) Il meccanismo di scorrimento, chiamato anche meccanismo di separazione laterale e di estrazione dell'anima, è un modo per gestire le barre dei prodotti in plastica che non possono essere rilasciate senza problemi nello stampo.
Quando il lato del prodotto in plastica ha una concavità laterale, come un foro rotondo, un foro di rilascio, una linguetta, una scanalatura, una barra, ecc. e non può essere rilasciato senza problemi in base alla direzione di apertura dello stampo, è necessario utilizzare un meccanismo di separazione laterale e di estrazione del nucleo; il meccanismo di scorrimento è la forma più comune.
(2) Quando si progetta il cursore, per far sì che la colonna inclinata guidi il movimento del cursore in modo sicuro e fluido e per non far sì che la colonna inclinata e il cursore si autobloccano o si mordano nel processo di apertura e chiusura dello stampo, l'angolo della colonna inclinata deve essere maggiore dell'angolo del blocco di bloccaggio del cursore di 1-3 gradi.
(3) L'angolo del cursore non deve essere superiore a 25 gradi. Quando la forma del prodotto deve essere superiore a 25 gradi, deve essere utilizzato con cautela.
b. Meccanismo del piano inclinato
(1) Il ruolo del piano inclinato è lo stesso del cursore. Il suo principio di movimento è anche il movimento verticale di apertura e chiusura dello stampo in movimento orizzontale, per completare l'estrazione laterale del nucleo.
Il piano inclinato si basa principalmente sul movimento della piastra di espulsione e sul movimento. È un'estensione del sistema di espulsione e fa parte del meccanismo di estrazione laterale del nucleo.
Durante il movimento del piano inclinato, non solo può estrarre le barre, ma può anche aiutare il meccanismo di espulsione ad espellere i prodotti plastici dallo stampo, per cui non è necessario disporre l'espulsore entro 10-20 mm intorno al piano inclinato.
(2) Corsa di espulsione: Nella progettazione del piano inclinato, la corsa di espulsione deve garantire l'espulsione sicura dei prodotti in plastica dal piano inclinato. stampo a iniezione.
Per garantire il rilascio sicuro dello stampo, si dovrebbe anche cercare di accorciare la corsa dell'espulsore; più grande è la corsa dell'espulsore, più facile è l'affaticamento della parte superiore inclinata, più breve è la durata.
(3) L'angolo del piano inclinato non deve essere superiore a 12 gradi. Un angolo superiore a tale valore deve essere usato con cautela. Maggiore è l'angolo del piano inclinato, peggiore è la resistenza, più facile è la rottura.
Il meccanismo di scorrimento posteriore dello stampo, con piano inclinato, è la struttura più comune e una delle più elementari in stampo in plastica.

c. Struttura del cursore dello stampo anteriore
Come il cursore dello stampo posteriore, è un sistema importante nello stampo di plastica. Il meccanismo di scorrimento anteriore dello stampo è necessario quando il prodotto presenta le seguenti condizioni.
(1) Per i prodotti in conchiglia con elevati requisiti estetici, in presenza di fori o scanalature sui fianchi, l'uso di un cursore posteriore influisce sull'aspetto.
(2) L'altezza del prodotto è molto alta, quando la posizione della fibbia è lontana dal kernel posteriore dello stampo, il cursore posteriore dello stampo è più difficile da fare, è necessario prendere in considerazione l'utilizzo di
(3) Alcuni prodotti a guscio, la posizione della fibbia nella parte anteriore dello stampo interno, semplicemente non può fare il cursore di stampo posteriore
(4) In alcuni prodotti, a causa dell'aspetto delle restrizioni, l'aspetto del prodotto della pendenza di rilascio è piccolo, facile da attaccare allo stampo anteriore
(5) Per alcuni prodotti rotondi, quasi rotondi o rettangolari a cavità profonda, quando l'intero esterno presenta uno smusso, provare a considerare l'utilizzo del cursore tipo Haff.
Esistono molti tipi di cursori per stampi anteriori, e il stampaggio a iniezione Il costo di lavorazione è molto più alto e la lavorazione è molto più difficile; pertanto, nella progettazione dello stampo, si cerca di non utilizzare cursori anteriori.
L'iniezione del prodotto ha il foro sottocutaneo o laterale, la stampo in plastica personalizzato deve progettare il meccanismo di trazione del nucleo laterale (chiamato anche slitta), il meccanismo di trazione del nucleo inclinato (chiamato anche sollevatore), il cilindro dell'olio (quando la distanza di trazione del nucleo laterale è lunga).

Cursore della matrice anteriore rispetto a quello posteriore
(1) La parte anteriore dello stampo con il cursore anteriore necessita di un'ulteriore troncatura (ad eccezione del cursore anteriore) e l'intero stampo necessita di almeno due o tre troncature. Se si tratta di uno stampo con alimentazione a porta puntiforme, sono necessarie tre partizioni; se si tratta di uno stampo con alimentazione non a porta puntiforme, sono necessarie due partizioni.
(2) Sia che si tratti di due o tre volte, la superficie di separazione principale deve essere aperta l'ultima volta.
(3) La superficie di troncatura principale ha un maggiore meccanismo di serraggio
(4) Il montante di guida del telaio dello stampo si trova solitamente nella parte anteriore dello stampo.
(5) Lo stampo individuale del meccanismo di scorrimento dello stampo anteriore non può realizzare la struttura della piastra di spinta dello stampo posteriore.
Quando si progetta lo stampo del meccanismo di scorrimento dello stampo anteriore, si devono tenere presenti i seguenti aspetti
(1) Quando si progetta lo stampo del meccanismo di scorrimento dello stampo anteriore, se il metodo di alimentazione della colla è quello della porta a punti, è necessario utilizzare il portastampo a beccuccio fine o il portastampo a beccuccio fine semplificato.
Se il metodo di incollaggio non è a punti, è necessario utilizzare il falso portastampo a tre piastre, perché il falso portastampo a tre piastre è progettato per lo stampo del meccanismo di scorrimento dello stampo anteriore.
(2) La superficie di separazione principale deve essere dotata di un meccanismo di bloccaggio molto sicuro e affidabile; comunemente vengono utilizzati l'apriporta in nylon, la macchina per la chiusura a molla, la macchina per la chiusura meccanica, ecc.
(3) Tra la mascherina del codice superiore e alcune placche deve essere presente un meccanismo di limitazione molto sicuro, comunemente utilizzato con le viti della spalla (viti limitanti).
(4) Il manicotto della porta del meccanismo di scorrimento dello stampo anteriore e il kernel dello stampo anteriore sono in uno stato di attrito violento per lungo tempo, quindi l'estremità anteriore del manicotto della porta deve essere smussata per adattarsi.







