 Vai al contenuto
Vai al contenuto 

Stampaggio a iniezione con inserti metallici è un processo che è diventato sempre più popolare negli ultimi anni. Questo processo consente ai produttori di utilizzare stampi in plastica per realizzare prodotti con parti metalliche.
I vantaggi di questo processo sono molteplici, tra cui costi inferiori e tempi di produzione più rapidi. In questo post del blog, discuteremo le basi di stampaggio a iniezione con gli inserti metallici e come può essere vantaggioso per la vostra azienda.
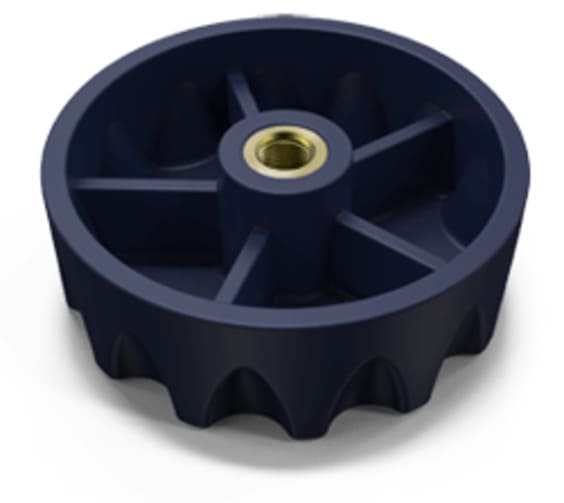
Stampaggio a iniezione di inserti metallici (stampaggio esterno) è un tipo di modello a inserti in cui l'inserto metallico viene fissato in anticipo nella posizione appropriata nello stampo e poi iniettato nel stampaggio della plastica. Dopo l'apertura dello stampo, l'inserto viene raffreddato e polimerizzato in plastica, avvolto strettamente nel prodotto per ottenere un prodotto con anelli filettati, elettrodi e altri inserti.

Fattori da considerare per lo stampaggio a iniezione di inserti metallici
1. Stampaggio di inserti in metallo è relativamente semplice, ma il tasso di ritiro è anche relativamente irregolare, quindi la forma e l'accuratezza dimensionale delle parti più importanti devono essere testate prima di procedere con l'applicazione. stampaggio a iniezione processo.
2. L'inserto metallico è facile da deformare e spostare durante il processo di iniezione, pertanto la struttura dello stampo e la forma dello stampo in grado di mantenere facilmente l'inserto metallico devono essere prese in considerazione durante la progettazione.
3. Per i prodotti in cui la forma dell'inserto metallico è difficile da modificare, è necessario effettuare una preparazione sperimentale sufficiente in anticipo.
4. Le questioni prevedibili che limitano la struttura dello stampo, come la posizione della porta dello stampo e il ciclo di stampaggio, devono essere risolte o migliorate il più possibile in anticipo.
5. Occorre verificare se l'inserto metallico deve essere preriscaldato o essiccato, per garantire la qualità del prodotto e la stabilità dello stampaggio.

6. Per evitare l'accumulo di pezzi sottili di inserti metallici e prodotti stampati nella cavità dello stampo, se necessario è possibile installare un'apparecchiatura di soffiaggio dell'aria.
Molti fattori determinano la velocità di stampaggio, la produttività e le condizioni di costo di stampaggio degli inserti metallici, come la precisione dell'inserto metallico, la forma dell'inserto, se lo stampo è favorevole o meno a stampaggio di insertie la forma del prodotto stampato, ecc.
8. La combinazione efficace di macchine ad iniezione, stampi a iniezionee dispositivi di automazione e come far emergere le loro eccellenti prestazioni in un breve periodo è la chiave per determinare l'automatismo. stampaggio di inserti sistema.

Tecnologia del processo di stampaggio a inserti
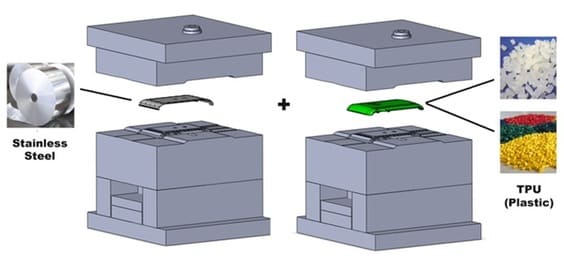
Stampaggio di inserti in metallo è un metodo di stampaggio in cui uno stampo viene riempito con inserti di materiale estraneo pre-preparati, quindi viene iniettata la resina e il materiale fuso viene unito agli inserti e polimerizzato per realizzare un elemento integrato. prodotto pezzo stampato ad iniezione. Lo stampaggio in uscita si riferisce al metodo di stampaggio di inserti sulla superficie locale della lamiera. Questi due metodi di stampaggio sono essenzialmente identici.
Caratteristiche di un processo di stampaggio a inserto
1. La combinazione tra la facilità di stampaggio e piegatura della resina e la rigidità, la forza e la resistenza al calore del metallo permette di realizzare prodotti integrati metallo-plastica complessi e delicati.
2. In particolare, la combinazione delle proprietà isolanti della resina e delle proprietà elettriche del metallo consente ai prodotti stampati di soddisfare le funzioni di base dei prodotti elettrici.
3. La combinazione di stampaggio preliminare di più inserti rende più razionale la post-ingegnerizzazione della combinazione di unità di prodotto.
4. I prodotti da inserire non si limitano al metallo, ma comprendono anche stoffa, carta, filo metallico, plastica, vetro, legno, bobine di filo metallico, parti elettriche, ecc.
5. Per i prodotti stampati rigidi e i prodotti stampati flessibili su guarnizioni in gomma, il complesso lavoro di disposizione delle bobine di tenuta può essere eliminato da stampaggio a iniezione sul substrato per realizzare prodotti integrati, facilitando l'automazione dell'assemblaggio post-processo.
6. Poiché il materiale fuso è unito all'inserto metallico, lo spazio tra gli inserti metallici può essere progettato in modo da essere più stretto rispetto al metodo di stampaggio a pressione e il prodotto composito può essere stampato con maggiore affidabilità.
7. Anche per i prodotti soggetti a deformazione e rottura (come vetro, bobine, parti elettriche, ecc.), la resina può essere sigillata e fissata.
8. Selezionando la struttura dello stampo appropriata, l'inserto può anche essere completamente sigillato nella resina.
9. Dopo la formatura, l'inserto può essere realizzato con scanalature cave rimuovendo i fori del nucleo.
10. La combinazione della verticale stampaggio a iniezione macchina, robot e stampaggio di inserti Il dispositivo può realizzare una produzione automatica.
Nota sulla scelta del design del sistema di stampaggio a inserto
1.Stampaggio di inserti in metallo è soggetto a ritiri di stampaggio non uniformi, pertanto è necessario eseguire preventivamente il test di limite della forma e della precisione dimensionale dei pezzi importanti.
2. L'inserto metallico si deforma e si sposta facilmente durante il processo di iniezione, pertanto la composizione dello stampo e la progettazione della forma dello stampo che può mantenere facilmente l'inserto metallico devono essere prese in considerazione. Per i prodotti la cui forma dell'inserto non può essere modificata, è indispensabile un test preliminare.
3. Nel caso in cui gli inserti metallici siano disposti separatamente e si utilizzi un trasportatore, il contatto tra gli inserti metallici e tra gli inserti e la sfera vibrante può causare lievi danni alla superficie degli inserti e compromettere la qualità del prodotto. L'intervallo di tolleranza della qualità deve essere confermato in anticipo.

4. La frastagliatura, la deformazione, la differenza di spessore del materiale, la differenza di diametro e la differenza di spessore causate dal processo di doratura dell'inserto metallico devono essere misurate in anticipo. Su questa base, è necessario progettare il supporto del dispositivo di automazione e la struttura dello stampo.
5. Gli aspetti prevedibili, come la posizione della porta dello stampo, il ciclo di stampaggio e altri vincoli sulla struttura dello stampo, devono essere risolti o migliorati il più possibile in anticipo.
6. Occorre verificare se l'inserto metallico deve essere preriscaldato o essiccato. Lo scopo è quello di garantire la qualità del prodotto e la stabilità dello stampaggio.
7.Nello stampo sono installati vari dispositivi di prova per garantire la stabilità dell'azione di stampaggio sotto l'influenza di calore, forza, vibrazioni e altre condizioni ambientali.
8. Per evitare l'accumulo di inserti metallici e pezzi fini di prodotti stampati nella cavità dello stampo, se necessario è possibile installare dispositivi di soffiaggio dell'aria.

9. A causa dell'elevato costo di investimento delle apparecchiature del sistema, è necessario considerare se la capacità produttiva può essere garantita dopo il funzionamento dell'apparecchiatura prima dell'adozione. Nel caso di utilizzo di una macchina dedicata, è necessario garantire che il prodotto possa essere prodotto in modo continuativo per diversi anni senza alcuna forma di rinnovo.
10. Quando si utilizza una macchina per uso generale, è necessario verificare quante combinazioni di inserti multi-specie e a basso volume possono essere prodotte. Se non è possibile garantire la produzione di massa nel suo complesso, è difficile recuperare le immobilizzazioni di ciascun prodotto. In questo caso, è necessario sostituire una parte della macchina per soddisfare il requisito del rinnovo della varietà entro un certo intervallo.
Esistono diversi fattori e decisioni tecniche che determinano la velocità di stampaggio, la produttività e il costo dell'inserto, come ad esempio la precisione dell'inserto metallico, la forma dell'inserto e se lo stampo è favorevole o meno alla produzione di inserti. stampaggio di inserti e la forma del prodotto stampato.
12. La combinazione efficace della macchina ad iniezione, stampo a iniezioneIl dispositivo di automazione e il suo funzionamento in tempi brevi sono la chiave per decidere l'automatismo. stampaggio di inserti sistema.







